熱壓罐成型加筋板L形筋條纖維密實影響因素研究
2011-06-06 07:29:20王雪明謝富原張佐光
航空材料學報 2011年4期
關鍵詞:工藝
王雪明, 謝富原, 李 敏, 張佐光
(1.北京航空制造工程研究所,北京 100024;2.北京航空航天大學材料科學與工程學院,北京 100191)
熱壓罐成型加筋板L形筋條纖維密實影響因素研究
王雪明1,2, 謝富原1, 李 敏2, 張佐光2
(1.北京航空制造工程研究所,北京 100024;2.北京航空航天大學材料科學與工程學院,北京 100191)
采用膠接共固化整體成型工藝制備了L形筋條,研究了模具配合、填充料、曲率半徑、吸膠工藝等因素對L形筋條纖維密實和制造缺陷的影響規律,分析了缺陷形成機制。結果表明:厚度不均、架橋、富脂是L形筋條中存在的主要缺陷;采用軟模輔助成型和加入適量填充料可改善筋條拐角區的壓力分布,增大曲率半徑和采用預吸膠工藝可降低拐角效應,從而可有效提高筋條纖維密實程度。
復合材料;熱壓罐;加筋板;曲率半徑;纖維密實
曲率作為一種基本的結構要素,廣泛存在于航空復合材料結構件中。由于弧形結構因素,熱壓成型過程中的壓力傳遞方式和溫度分布規律與等厚層板有所不同,易引起壓力分布不均,樹脂發生多維流動,同時拐角區還會產生因剪切變形引起拐角效應。因此,關于L形層板制備過程中缺陷形成機制與控制方法引起了國內外眾多學者的關注,分別從數值模擬和實驗研究的角度進行了研究。Hubert[1,2],Li Min[3],李艷霞[4]分別模擬了固化后 L 形構件的密實和變形情況,指出拐角區纖維層的剪切模量不可忽略,同時必須考慮滲流機制與剪切流機制之間的耦合作用。Hubert[5]等人通過實驗考查了模具形式(陽模、陰模)、鋪層方式、樹脂黏度、吸膠方式對L形層板密實的影響,常文[6]、Malak[7,8]分別就 L 形層板的結構因素(曲率半徑、鋪層方式、平板長度等)和工藝制度對L形層板纖維密實的影響進行了實驗研究。上述研究多側重于對單一L形層板固化成型的研究,而對于整體成型工藝中L形層板的研究報道較少。
T形加筋板就是一個典型的整體結構,由兩個L形筋條、填充料和蒙皮組成的,多采用共固化、膠接共固化和二次膠接三種整體工藝來制備。在膠接共固化成型工藝中,相對于已固化的蒙皮,L形筋條的密實質量直接影響著T形加筋板的成型質量。前期研究結果表明,整體成型過程中L形筋條型面內壓力分布不均,引起樹脂發生復雜的多維流動[9]。因此,L形筋條的密實程度除了受結構與工藝因素影響外,還受到模具組合、填充料、吸膠工藝等加筋板整體成型時“特有因素”的影響。
本工作采取T形加筋板的模具組合方式(以反映其傳壓方式)單獨成型L形筋條,系統研究了模具組合、填充料、吸膠工藝等因素對L形筋條纖維密實的影響。
1 實驗部分
1.1 實驗原材料及儀器設備
原材料:碳纖維/雙馬樹脂熱熔法預浸料,含膠量31%~35%(質量分數),北京航空制造工程研究所;輔助材料(Airpad橡膠、四氟布、A4000脫模布、透氣氈、真空袋),美國Air Tech公司。
設備:熱壓罐,北京航空制造工程研究所;不同曲率半徑(R=1.5mm,5mm,7mm,9mm)L 形鋼模和軟模,自制;BX51M光學數碼金相顯微鏡,日本O-lympus;Sisc IAS圖像采集系統,北京中科科儀計算技術有限責任公司。
1.2 實驗方法
對T形加筋板中的兩個L形筋條分別在模具上鋪覆、封裝后再按照T形加筋板的方式組裝在一起,如圖1所示。筋條鋪層方式為多向鋪層([-45/0/45/90/-45/0/90/0/45/90/-45/0/45])。在熱壓罐中對筋條固化成型,從室溫時抽真空加熱到110℃并恒溫10min,加壓0.6MPa,再升溫至185℃并恒溫3h,降溫至70℃卸壓停真空,升降溫速率1.5℃/min。采用兩種模具配合方案(硬模/硬模、硬模/軟模),模具的設計與選擇詳見文獻[9]。
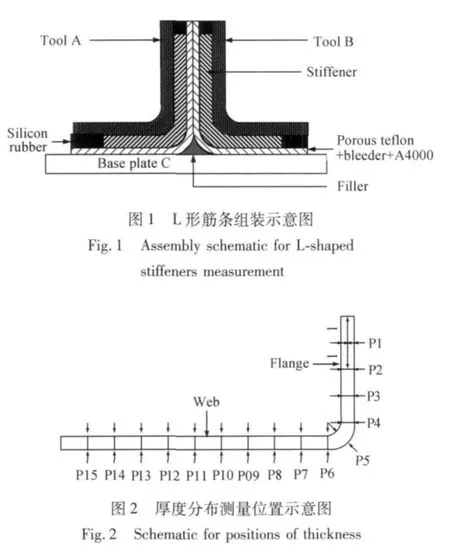
厚度分布是樹脂流動和纖維密實的結果,本工作用厚度分布來表征筋條的纖維密實程度。厚度分布的測量位置如圖2所示,該圖為所選區域的截面圖,按照圖中所標的位置點,測量P1~P15共15個位置的厚度,各點間距l=10mm,P1~P4對應的是突緣厚度,P5代表拐角區最厚處的厚度,P6~P15表示腹板面厚度。各點厚度值均由精度為±0.01mm的千分尺測得。
固化成型后,采用超聲A掃描對L形筋條進行無損檢測,根據波形特征確定缺陷類型,并采用金相顯微鏡對筋條拐角進行形貌觀察。
2 結果與討論
2.1 模具類型的影響
不同模具類型成型T形加筋板時的筋條型面內壓力分布規律有所不同[9],這必將對加筋板的成型質量產生影響。本工作考查了硬模/L形軟模模具組合對L形筋條纖維密實的影響,R=5mm,拐角區無填充料,成型后兩模具下L形筋條各部分厚度如圖3所示。

圖3 模具類型對L形筋條厚度的影響 注:橫坐標從左到右依次對應圖2中的P1~P15的位置Fig.3 Effect of tools on stiffener thickness Note:The abscissa corresponding to the position from P1 to P15 in Fig.2.
由圖3可見,L形筋條拐角部分最厚,突緣和腹板部分較薄,厚度曲線呈現形,這與陰模成型L形層板的密實規律相同[6]。由于成型過程中筋條型面內壓力分布不均,拐角區壓力小于兩側所受壓力[9];從樹脂流動角度分析,不同壓力分布導致樹脂壓力不同,拐角區樹脂壓力較小導致樹脂有從拐角區兩側向拐角區流動的趨勢,以及含曲率構件熱壓成型過程中密實過程存在滲流機制與剪切流機制的耦合作用。
此外,從圖3還可以發現,采用不同模具類型成型時,L形筋條的密實程度不同,靠近硬模側的L形筋條拐角密實程度最差,出現明顯架橋和富脂缺陷(圖4a),而靠近軟模側筋條拐角密實相對改善很多(圖4b)。這主要是由于硬模和軟模的傳壓特性不同引起的,由于硬模剛度很大,變形能力很差,壓力很難傳遞到拐角區,從而容易引起拐角纖維架橋,樹脂在壓力差作用下從拐角兩側流向拐角區,引起富脂缺陷。相對而言,軟模具有較好的變形能力,成型過程中與筋條密實時的貼合性較好,可保證壓力施加到拐角區,纖維密實程度較好。
2.2 填充料的影響
加筋板結構的成型質量除了受模具類型的影響外,拐角區填充料的影響也不可忽視。為消除筋條拐角區與蒙皮間的“空洞”,加筋板結構的填充區通常填充的是膠模或與成型構件相同的單向帶預浸料。本工作選用碳纖維/雙馬樹脂單向帶作為填充料,設計了L形筋條拐角區有無填充料的對比實驗,采用硬模/硬模組合方案,曲率半徑R=5mm。成型后筋條各部分厚度如圖5所示。
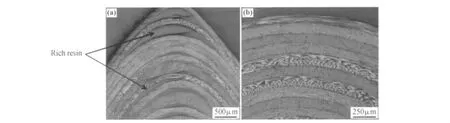
圖4 L形筋條拐角區形貌圖 (a)硬模;(b)軟模Fig.4 Micrograph of corner section in L-shaped stiffeners(a)molding by rigid tools;(b)molding by flexible tools

圖5 填充料對L形筋條厚度的影響 注:橫坐標從左到右依次對應圖2中的P1~P15的位置Fig.5 Effect of fillers on stiffener thickness Note:The abscissa corresponding to the position from P1 to P15 in Fig.2.
由圖5可見,拐角區的填充料會明顯影響L形筋條的密實程度,尤其對拐角區的厚度影響程度最大。腹板和突緣厚度在無填充料時比加入填充料后薄,而拐角厚度比加入填充料約厚26%,因此,加入填充料后,筋條的拐角更易密實,整體厚度均勻性程度提高。主要原因在于填充料顯著影響樹脂的面內流動,當填充區無填充料時,樹脂在壓力差作用下更易從突緣和腹板的面內流動的樹脂匯集到填充區形成富脂缺陷(圖6a),導致拐角厚度增大,而拐角兩側厚度減小。加入填充料后,兩個L形筋條間的“空洞”得以消除,成型時填充料也會反作用于筋條,不會因硬模變形能力差而壓力無法施加到筋條拐角區,拐角區的壓力增大,面內方向的壓力差減小,從而面內流動流向拐角區的樹脂減少,富脂現象逐漸消除(圖6b),筋條整體厚度趨于均勻。

圖6 L形筋條拐角區形貌圖 (a)無填充料;(b)有填充料Fig.6 Micrograph of corner section in stiffeners (a)stiffener core with no fillers;(b)stiffener core with fillers
2.3 曲率半徑的影響
曲率半徑是復合材料構件中的重要設計參數,曲率半徑變化后,拐角區弧形部分的長度不同,引起曲率突變的程度不同。此外,在材料體系、工藝制度一致的情況下,纖維密實主要受成型壓力的影響,而曲率半徑對壓力傳遞是有影響的,從而影響成型過程纖維的密實和樹脂的流動[9]。本工作考查了曲率半徑對L形筋條纖維密實的影響,采用硬模/L形軟模模具組合方案,拐角區無填充料。不同曲率半徑L形筋條各部分平均厚度如圖7所示。圖中筋條序號1-1,1-2所對應的L形筋條來自同一對模具組合(R=5mm),1-1表示靠近軟模側筋條,1-2表示靠近硬模側筋條,其余筋條序號依次類推。

圖7 曲率半徑對L形筋條厚度的影響Fig.7 Effect of curvature radius on stiffener thickness
L形層板密實過程中層板內外表面面積變化的不一致性,從而引起明顯的拐角效應,隨著曲率半徑的增大,拐角效應減小[10]。由圖7可見,無論是靠近硬模側的筋條還是靠近軟模側的筋條,拐角厚度均隨著曲率半徑的增大而有所降低,腹板和突緣厚度變化不大,筋條整體厚度均勻性增大。在硬模/L形軟模的組合中,由于軟模傳壓性好,隨著曲率半徑的增大,拐角區的壓力有所增大[9],從而致使拐角區的樹脂壓力增大,拐角效應減小,密實程度提高。
2.4 吸膠工藝的影響
實際熱壓罐成型工藝中,吸膠工藝有多種方式,其中預吸膠工藝和固化吸膠工藝較為常用。在預吸膠工藝中,制件首先在不使樹脂發生明顯固化反應的溫度下預成型,以消除鋪疊過程中的夾雜空氣和吸濕水,并保證制件的尺寸;然后降溫去除吸膠材料,再進行高溫固化。在固化吸膠工藝中,制件的吸膠過程與固化成型過程是連續進行的,吸膠材料在固化結束后再去除。本工作對比研究了預吸膠和固化吸膠兩種工藝對L形筋條纖維密實的影響,拐角區無填充料,硬模/L形軟模組合方案。筋條成型后各部分平均厚度如圖8所示,圖中筋條序號1-1,1-2所對應的L形筋條采用預吸膠工藝且來自同一對模具組合(R=1.5 mm),2-1,2-2所對應的L形筋條采用固化吸膠工藝且來自同一對模具組合(R=7mm)。由圖8可見,固化吸膠工藝的拐角厚度比預吸膠工藝的拐角厚度約厚10%,密實程度稍差,拐角區有明顯的富脂和架橋缺陷(圖9a),同時還有孔隙缺陷。而在預吸膠工藝中,盡管拐角曲率半徑較小且拐角效應較大,但拐角區的密實程度較固化吸膠工藝仍改善很多,無富脂和孔隙缺陷(圖9b)。這主要是由于在這兩種吸膠工藝下,壓力傳遞狀況和密實過程會有一定差異,從而影響著固化制件的缺陷情況。

圖8 吸膠工藝對L形筋條厚度的影響Fig.8 Effect of bleeding process on stiffener thickness
預吸膠工藝中,層板的密實主要發生在溫度較低的成型階段,樹脂黏度高,密實速率慢,根據Gutowski提出的漸進式密實理論[11],厚度方向樹脂在壓力差作用下流入吸膠層,去除吸膠材料進入固化階段后,可以認為鋪層基本不發生密實運動;而固化吸膠工藝中,層板的密實過程包括低溫和高溫兩個階段,尤其在高溫階段,樹脂黏度低,密實速率快,傳壓的均勻性和模具與鋪層的貼合性更難保證,因此拐角效應導致的厚度分布不均勻現象也就更為明顯。所以,該對比實驗充分說明了預吸膠工藝密實過程的特點有利于拐角效應的抑制,使得壓力分布更為均勻,模具與鋪層貼合性更好,富脂、孔隙等缺陷不易形成,但固化時間相對較長,工藝操作更復雜。

圖9 L形筋條拐角區形貌圖 (a)固化吸膠工藝;(b)預吸膠工藝Fig.9 Micrograph of corner section in stiffeners (a)bleeding process;(b)pre-bleeding process
3 結論
(1)模具類型、填充料用量是復合材料加筋板結構成型過程中纖維密實和制造缺陷較為敏感的影響因素;采用軟模輔助成型,同時在拐角區加入適量填充料可明顯提高筋條拐角的密實程度,可有效消除拐角區的架橋和富脂等制造缺陷。
(2)L形筋條曲率半徑不同,引起的拐角效應不同,隨著曲率半徑的增大,拐角效應減小,纖維密實程度提高。
(3)預吸膠工藝有利于拐角效應的抑制,使得壓力分布更為均勻,模具與鋪層貼合性更好,富脂、孔隙等缺陷不易形成。
[1]HUBERT P,VAZIRI R,POURSARTIP A.A two-dimensional flow model for the process simulation of complex shape composite laminates[J].Int Numerical Methods in Engineering,1999,44:1-26.
[2]HUBERT P,VAZIRI R,POURSARTIP A.A review of flow and compaction modeling relevant to thermoset matrix laminate processing[J].Reinforced Plastics and Composites,1998,17(4):286-318.
[3]LI Min,CHARLES L,TUCKER III.Modeling and simulation of two-dimensional consolidation for thermoset matrix composites[J].Composites,Part A:Applied Science and Manufacturing,2002,33:877-892.
[4]李艷霞,李敏,張佐光,等.L形復合材料層板熱壓工藝密實變形過程的樹脂模擬[J].復合材料學報,2008,25(3):78 -83.
[5]HUBERT P,POURSARTIP A.Aspects of the compaction of composite angle laminates:an experimental investigation[J].Journal of Composite Materials,2001,35(1):2 -26.
[6]常文.復合材料制件熱壓缺陷與構型要素關聯規律實驗研究[D].北京:北京航空航天大學,2008:26-40.
[7] MALAK I Naji,SUONG V Hoa.Curing of thick anglebend thermoset composite part:curing cycle effect on thickness variation and fiber volume fraction[J].Journal of Reinforced Plastic and Composites,1999,18(8):702 -723.
[8] MALAK I Naji,SUONG V Hoa.Curing of thick anglebend thermoset composite part:curing process modification for uniform thickness and uniform fiber volume fraction distribution[J].Journal of Composites Materials,2000,34(20):1710-1760.
[9]謝富原,王雪明,李敏,等.T形加筋板熱壓罐成型過程壓力分布與樹脂流動實驗研究[J].復合材料學報,2009,26(6):66 -71.
[10]李艷霞.先進復合材料熱壓流動/壓縮行為數值模擬與工藝質量分析[D].北京:北京航空航天大學,2008:100-102.
[11]GUTOWSKI T G,MORIGAKI T Cai.The consolidation of laminate composites[J].Journal of Composite Materials,1987,(21):173-188.
Experimental Research on Fiber Compaction of L-shaped Stiffeners in Stiffened Skins by Autoclave Process
WANG Xue-ming1,2, XIE Fu-yuan1, LI Min2, ZHANG Zuo-guang2
(1.Beijing Aeronautical Manufacturing Technology Research Institute,Beijing 100024,China;2.School of Material Science and Engineering,Beijing University of Aeronautics and Astronautics,Beijing 100191,China)
L-shaped stiffeners were fabricated by integral co-bonding technique in the autoclave.This study focused on investigating the influence of tool assembly,filler,curvature radius and bleeding process on the fiber compaction and manufacturing defects of L-shaped stiffeners,with analyzing the formation mechanism of these defects.The results indicated that non-uniform thickness,bridging and rich resin were the main defects of L-shaped stiffeners.The fiber compaction was improved significantly on the condition that the pressure in corner section was increased by applying flexible tools and rolling unidirectional prepregs as fillers into the stiffener core,and that the corner effect was remarkably caused a decrease by increasing curvature radius and applying pre-bleeding process.All these results are the vital importance for declaring the formation mechanism of defects and enhancing integral manufacturing quality of composite stiffened skins.
composites;autoclave;stiffened skins;curvature radius;fiber compaction
10.3969/j.issn.1005-5053.2011.4.012
TB332
A
1005-5053(2011)04-0064-05
2010-09-15;
2010-10-28
國家863項目(2006AA03Z556)
王雪明(1977—),男,博士,工程師,主要從事先進樹脂基復合材料方面的研究,(E-mail)wtj1998@mse.buaa.edu.cn。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
