鍋爐末級過熱器T92/HR3C異種鋼接頭斷裂原因分析
2011-06-07 06:25:16楊賢彪
電力工程技術 2011年6期
關鍵詞:焊縫
孫 標 ,楊賢彪 ,肖 杰 ,楊 超
(1.神華國華(北京)電力研究院有限公司,北京 100069;2.江蘇方天電力技術有限公司,江蘇南京 211102)
某電廠1號爐為哈爾濱鍋爐廠有限公司生產的HG3100/27.6-YM3型超超臨界參數變壓運行直流鍋爐,2009年12月28日投產。2011年6月4日運行人員發現鍋爐泄漏,當時機組主要運行參數為:機組負荷990 MW、主汽溫度590℃、主汽壓力25.74 MPa、再熱蒸汽溫度599℃、再熱蒸汽壓力5.48 MPa。截止至本次爆管停機,已累計運行約1萬h。
1 失效部件情況介紹
經檢查發現,末級過熱器出口段第88屏外向內數第13根管位于頂棚上方的HR3C/T92異種鋼焊接接頭沿T92側熔合線處整體斷裂,如圖1所示。

末級過熱器管共有100屏,每屏由16根管組成。管子材料除外三圈管子下彎頭區域局部采用SA213TP310HCbN外,進口段管子以SA-213TP347H為主,下彎頭及出口段管子則以SA-213S30432為主;管子規格除外圈第1根管管子規格為Φ57×7.5和Φ57×9,其余15根管的管子規格為Φ44.5×7.5和Φ44.5×9。頂棚上方進口連接管材質為T91,出口連接管材質為T92。為了避免現場異種鋼焊接工作,在SA-213S30432和T92材料的出口連接管之間設計了一段300 mm長的異種鋼過渡段,布置在鍋爐頂棚管上方,由150 mm長的SA213TP310HCbN(即HR3C)過渡短節(Φ54×14)和 150 mm 長 T92 過渡短節(Φ54×12)組焊而成,如圖2所示。
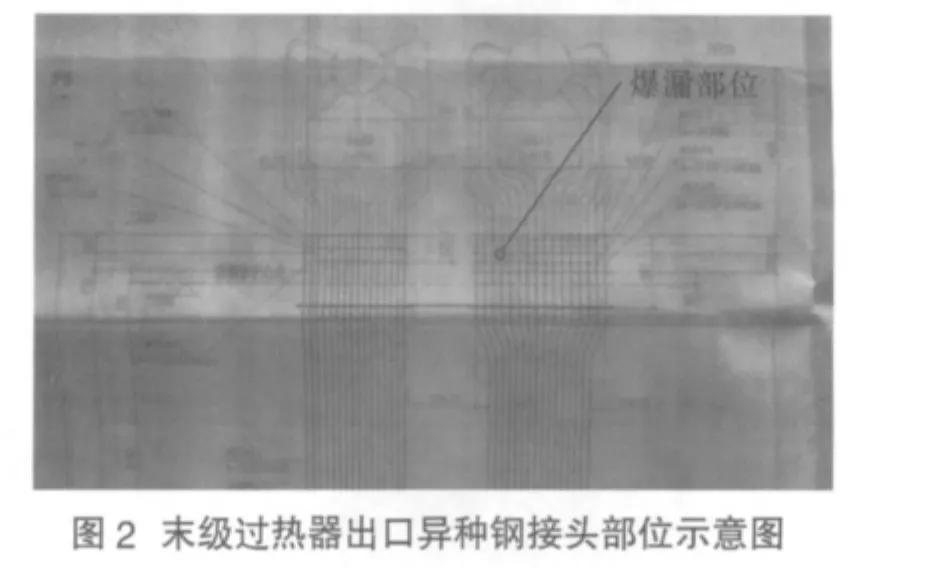
該異種鋼過渡段在鍋爐廠內制造完成,采用自動熱絲TIG焊接工藝,焊后經705~730℃保溫40 min的焊接退火熱處理,該熱處理一般采用縫隙爐設備進行,據了解也有采用單個加熱器進行局部熱處理。
2 宏觀分析
2.1 斷口形貌分析
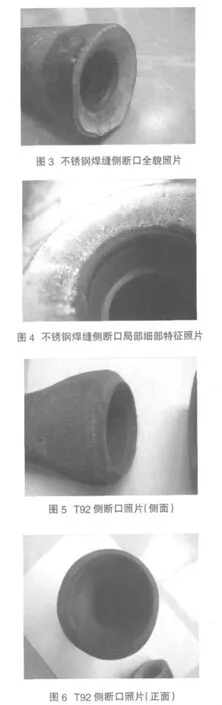
對上、下斷口進行仔細觀察,發現斷裂沿異種鋼接頭T92側熔合線和熱影響區發生,如圖3所示。內壁在距離異種鋼焊縫根部熔合線1~2 mm處開始頸縮變形,斷口平整如圖4所示。T92過渡短節靠近異種鋼焊縫附近嚴重脹粗減薄,管子脹粗部位內外壁表面均可見龜裂紋,T92側斷口也較平整,如圖5、圖6所示。仔細觀察,兩側斷口表面均有舌苔狀金屬附著物,呈剪切斷裂特征。
2.2 尺寸脹粗測量
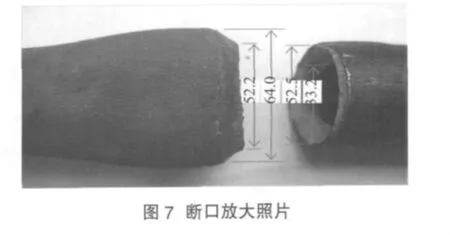
現場檢查發現,HR3C不銹鋼過渡短節及焊縫均無明顯脹粗變形,而T92過渡短節在靠近異種鋼對接焊縫附近的局部管段卻發生了嚴重的脹粗變形。用游標卡尺對上下斷口的內外緣進行尺寸測量,如圖7所示。HR3C不銹鋼側斷口內緣直徑為33.2 mm(同位置焊縫根部熔合線內緣直徑為31.2 mm),斷口最高處外緣直徑為52.5 mm (同位置焊縫熔合線外緣直徑為55.0 mm);T92側斷口內緣直徑為52.2 mm,T92側斷口外緣直徑為 64.0 mm,T92側斷口的內緣直徑幾乎與HR3C不銹鋼側斷口的外緣尺寸相當。說明異種鋼接頭T92側熱影響區內外表面在斷裂發生前均發生了變形開裂和頸縮過程。
采用游標卡尺對T92過渡短節進行管徑脹粗測量,如圖8所示,測量結果如表1所示。可見,T92過渡短節在異種鋼焊縫附近的局部管段嚴重脹粗,最大脹粗尺寸為67.7 mm,發生在距異種鋼焊縫約15 mm處,脹粗率高達25.4%,距異種鋼焊縫約50 mm處管子脹粗率降為7.2%,距異種鋼焊縫約75 mm處管子脹粗率降為1.9%。
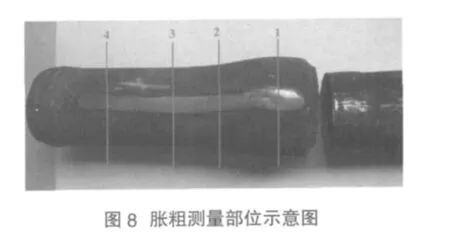
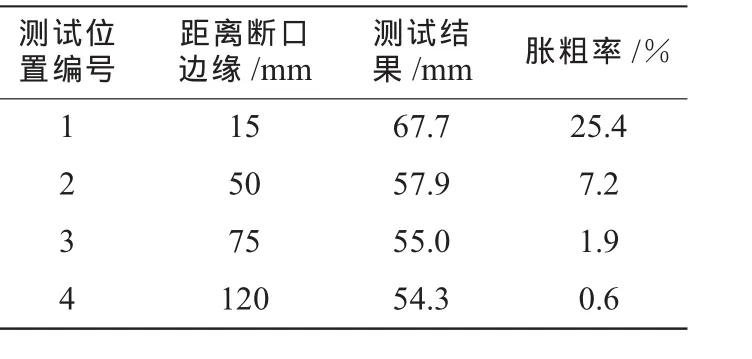
表1 失效管脹粗測量結果
3 試驗分析
3.1 光譜材質復核
使用現場直讀式光譜儀對發生脹粗的T92過渡短節進行光譜材質復核,材質符合設計要求。
3.2 硬度測試
采用里氏硬度計對發生脹粗的T92過渡短節進行了硬度測試,測試部位如圖9所示,測試結果如表2所示。測試結果顯示:發生脹粗的T92過渡短節局部硬度異常,低于DL/T 438—2008《火力發電廠金屬技術監督規程》標準附錄中關于T/P91,T/P92鋼材料推薦硬度范圍180~250 HB的下限,且呈現越靠近異種鋼焊縫硬度越低的規律,而遠離異種鋼焊縫的一端硬度完全符合規程要求。
3.3 金相分析
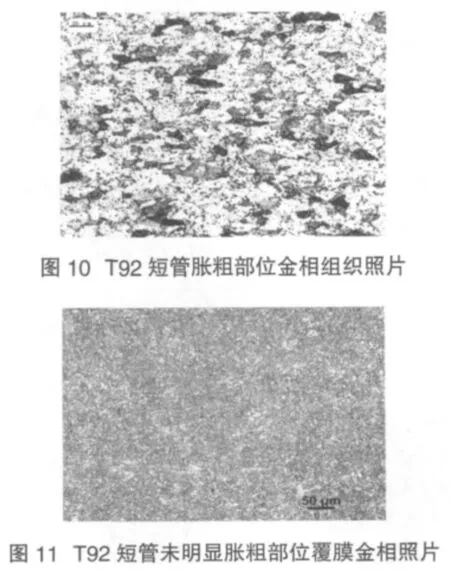
對T92過渡短節的脹粗最嚴重部位(見圖9,距焊縫約15 mm處)取樣進行橫向截面的金相組織觀察,組織為鐵素體+碳化物+貝氏體(殘余奧氏體轉變),而非正常的回火馬氏體組織,分析為高溫相變組織 (見圖10),可能為焊后熱處理溫度過高所致,該部位的顯微硬度檢測為167HV0.2,對應部位表面硬度測試值為150 HB;而對該T92過渡短節未明顯脹粗部位進行覆膜金相檢驗(見圖9),檢驗結果顯示金相組織正常(見圖11),對應部位表面硬度測試值為200 HB和220 HB。
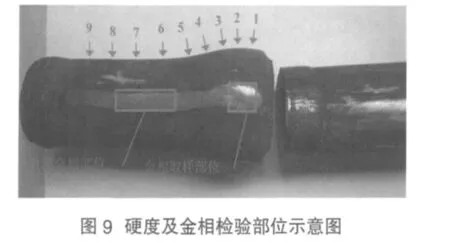
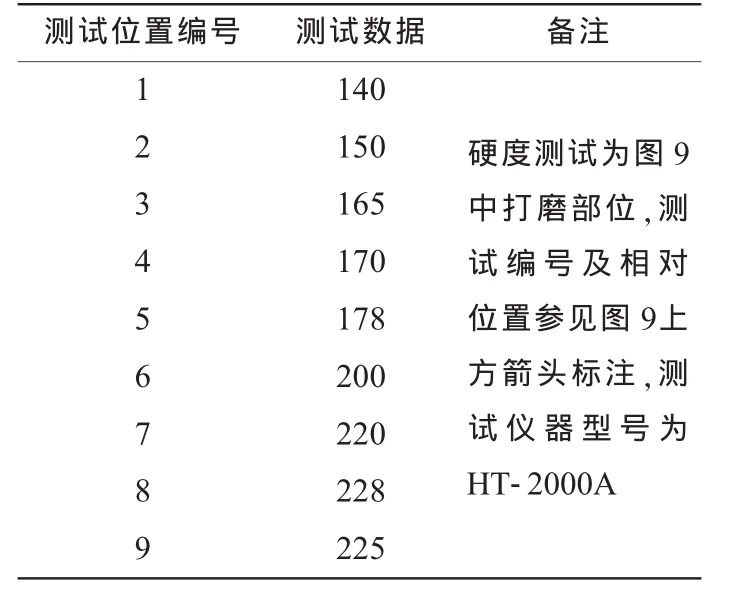
表2 脹粗失效的T92短節表面硬度測試結果 HB
4 原因分析
管子斷裂沿異種鋼接頭T92側熔合線和熱影響區發生,內壁在距離異種鋼焊縫根部熔合線1~2 mm處開始拉伸變形開裂,T92過渡短節靠近異種鋼焊縫附近嚴重脹粗減薄,管子的脹粗部位內外壁表面均可見到大量龜裂紋,兩側斷口均較平整,仔細觀察斷口表面均有舌苔狀金屬黏連顆粒,呈剪切斷裂特征。
HR3C不銹鋼過渡短節及焊縫均無明顯脹粗變形,而T92過渡短節在靠近異種鋼對接焊縫附近的局部管段卻發生了嚴重的脹粗變形。HR3C不銹鋼側斷口內緣直徑33.2 mm,同位置焊縫根部熔合線內緣尺寸為31.2 mm,斷口最高處外緣直徑為52.5 mm,而同位置焊縫熔合線外緣尺寸為55.0 mm,說明異種鋼接頭T92側熱影響區內外表面在斷裂發生前均發生了變形開裂和頸縮過程;T92側斷口內緣直徑為52.2 mm,T92側斷口外緣直徑為 64.0 mm,T92側斷口的內緣直徑幾乎與HR3C不銹鋼側斷口的外緣尺寸相當,說明斷裂發生時,斷裂面發生了快速的剪切滑移過程,這與斷口表面呈現的舌苔狀金屬黏連顆粒形貌特征吻合。
對發生脹粗的T92過渡短節進行光譜材質復核,材質成分符合相關標準要求,未錯用材料;對發生脹粗的T92過渡短節進行了硬度測試,未發生脹粗的管段硬度正常,只有發生脹粗的管段局部硬度異常,低于DL/T 438—2008《火力發電廠金屬技術監督規程》標準附錄中關于T/P91,T/P92鋼材料推薦硬度范圍180~250 HB的下限,且呈現越靠近異種鋼焊縫硬度越低的規律。T92過渡短節的脹粗最嚴重部位取樣進行金相組織觀察,組織為鐵素體+碳化物+貝氏體(殘余奧氏體轉變),而非正常回火馬氏體組織,明顯為相變組織,而對該T92過渡短節未明顯脹粗部位進行覆膜金相檢驗,檢驗結果顯示金相組織正常。這也正好解釋了該T92過渡短節發生局部脹粗的原因。
一段150 mm長的T92管段為何一端硬度和組織正常,另一端靠近異種鋼焊縫側卻呈現金相組織異常和硬度逐步降低呢?由于脹粗管段處于頂棚上方約200 mm,且位于密封澆注料內,不可能直接受到爐膛高溫煙氣直接加熱,蒸汽溫度過熱也不可能使管子局部硬度和組織發生變化,因此,基本可以排除運行過程中,管子硬度和組織發生變化的可能。發生這種情況的最可能原因,是制造或安裝過程中該管段受到局部異常加熱。有關文獻研究認為,760℃,30 min的焊后熱處理,有助于改善T92/HR3C異種鋼焊接接頭的綜合力學性能[1]。從鍋爐廠服務技術人員了解到,該異種鋼焊接接頭需進行焊后熱處理,且熱處理可能采用加熱器對焊接接頭進行局部加熱。而T92焊縫、母材的硬度和抗拉強度均隨回火溫度升高而降低。焊縫附近未回火的T92母材的馬氏體粗大,呈細針狀;經740~780℃回火,馬氏體組織會變細,但板條特征明顯;超過780℃,馬氏體板條特征消失,表現為屈氏體組織;隨回火溫度升高,母材碳化物會產生偏聚,鐵素體含量增加;780℃以下回火母材力學性能滿足ASME標準要求[2]。因此分析有可能在進行焊后熱處理過程中,存在因控溫熱電偶損壞或熱電偶安裝位置不當等原因導致的熱處理溫度過高,超過了780℃,而使焊接接頭附近的T92管段發生局部組織異常和硬度強度性能下降。
由于是焊后熱處理導致的焊縫附近的T92管段局部組織異常和性能下降,在高溫高壓蒸汽內壓力作用下,在緊鄰焊縫的T92管段發生了局部脹粗,然而奧氏體不銹鋼材質的焊縫強度未受到任何影響,因而對T92側管子的環向鼓包脹粗起到拘束限制作用,從失效T92管端的最終形態看,局部管段已逐漸脹粗變形趨于球狀,因此,在受到焊縫嚴重拘束作用下的T92側焊縫熱影響區的管子軸向應力已逐漸接近管子周向應力。T92側熱影響區在管子脹粗帶動下產生整圈均勻變形和內外表面開裂,當表面開裂和變形減薄到一定程度,開始沿最薄弱部位(距離焊縫1~2 mm處)產生快速的剪切滑移,直至最終斷裂。
據了解該廠2號爐也曾在168 h試運行期間發生一次高過出口異種鋼過渡段T92短節的脹粗鼓包開裂爆管,推斷導致T92短管發生失效的根本原因應相同。導致失效的表象不完全相同的原因可能有兩個:一是有可能焊后熱處理時加熱器中心位置偏離了焊縫,導致硬度和強度最薄弱帶離開了焊縫;另一個原因是試運行初期系統內雜物較多,節流孔極易發生異物堵塞導致個別管子汽溫超溫幅度較高,由于蠕變速度的不同導致發生不同的失效現象。
5 結束語
(1)該鍋爐末級過熱器出口的T92/HR3C異種鋼焊接接頭發生局部脹粗和環向剪切斷裂失效的最主要原因是焊縫附近的T92管段組織異常和性能下降。導致這一情況發生的最可能原因是該焊接接頭在進行焊后熱處理時,工藝控制不當導致實際熱處理溫度過高。
(2)同類型鍋爐為了避免發生類似情況,建議對高過出口所有T92/HR3C異種鋼過渡段的T92側管段進行宏觀、脹粗及硬度檢查,且應重點檢查靠近異種鋼焊縫的管段,發現管子脹粗鼓包開裂等異常應更換異種鋼過渡段;硬度明顯異常 (低于170 HB)應進行金相組織檢查,必要時也應更換異種鋼過渡段。
(3)建議今后對T91或T92材料與不銹鋼對接的異種鋼焊接接頭驗收的時候,應增加T91,T92側熱影響區和母材的硬度檢驗,必要時進行金相檢驗抽查。
(4)設計時應要求異種鋼焊接接頭布置在頂棚上方,且最好應高于頂棚密封澆注料150 mm,以便于異種鋼焊接接頭的定期檢查。
[1]劉俊建,陳國宏,余新海,等.T92/HR3C異種鋼焊接接頭的組織結構和力學性能[J].材料熱處理學報,2011,32(2):54-60.
[2]齊向前,田旭海.焊后熱處理對T92鋼焊接接頭組織及性能的影響[J].理化檢驗(物理分冊),2008,44(3):115-118.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07