橡膠軸承加工方法及應用
2011-06-30 10:46:52蔣南平
江蘇船舶 2011年3期
關鍵詞:工藝
蔣南平
(江蘇鎮江五峰山船廠,江蘇 鎮江 212133)
橡膠在-50~150℃溫度范圍內具有良好的彈性、柔順性、易變性、復原性和耐泥沙性等特點,因而橡膠軸承成為國內在役船舶中普遍使用的艉軸軸承之一。但是橡膠易老化、易腐蝕變質,使得船舶修理周期縮短。
某型艦船在進行中級修理時,艉軸修理是修理過程中的關鍵步驟。其中更換軸承橡膠條,更是關鍵過程中必須進行的一道重要修理工序。軸承的切削加工是軸承修復后,艦船使用情況的關鍵因素。在選用了滿足要求的金屬橡膠條后,制定有效的加工工藝顯得尤為重要。
1 加工現狀及要求
橡膠軸承由軸承襯套內加裝金屬橡膠條組成。橡膠內部夾有規定尺寸金屬條,此金屬橡膠條在船舶修理時定制。橡膠軸承加工結構圖如圖1所示,圖中尺寸為mm。
橡膠軸承是滑動軸承,工作時橡膠軸承以水作潤滑劑,支撐相對旋轉的艉軸。船舶螺旋槳在不規則水流沖擊下,艉軸會產生振動,而橡膠軸承起到了承受載荷和緩沖沖擊振動的作用,對船舶的平穩航行起到至關重要的作用,因此也要求橡膠軸承加工后的表面粗糙度達到Ra1.6。
軸承與艉軸間的裝配間隙:1.5 mm,橡膠軸承內徑:Φ343 mm,最大回轉直徑:570 mm,長1645 mm。橡膠的材質:橡膠217。
根據零件尺寸,我廠適用于加工的機床型號為:C63125。機床最大回轉直徑 1200 mm,加工長8000 mm(可進行16000 mm艉軸校調),最大轉速200 r/min。
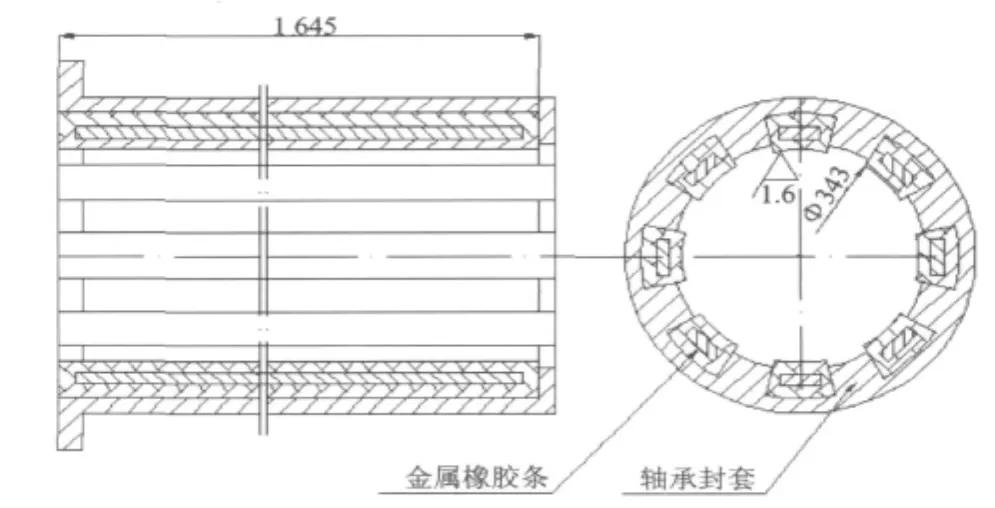
圖1 橡膠軸承加工結構圖
2 加工中的問題
2.1 橡膠加工特點
(1)由于橡膠的彈性模量小,彈性恢復快,在切削中極易變形,很難控制橡膠的尺寸和形狀精度,特別是在小余量時,刀具很難切下切屑。
(2)橡膠的硬度和強度很低,要求刀具的楔角小,刃口鋒利,切削時以切割為主。當刃口的圓角增大時,就很難進行切削。一般選擇刀具的前角為45°~55°,后角為10°~15°,楔角為20°~30°。刀尖部分要磨出大于進給量的修光刃或圓弧,否則切屑容易粘在已加工的表面上,影響切削質量,因此打磨刀具的角度對工人技術水平的要求很高。
(3)橡膠的導熱系數低,約為一般鋼材的1/350,其硬度和強度也很低,因此切削時產生的熱量少。但是切削橡膠的刀具楔角很小,散熱條件差,加之它的彈性恢復大且快,使得刀具和工件的摩擦加劇,刀具很容易變鈍。一般要求選用刀具的材料導熱性好,又能打磨出鋒利的刃口,如高速鋼、YG6X、YG8等牌號的硬質合金。
(4)橡膠在連續切削時,切屑成帶狀,不斷屑。要求通過改變刀具的幾何角度,來控制切屑流向,避免切屑纏繞在工件或刀具上,影響工作的順利進行。
(5)切削橡膠時,一般不用切削液。若必要時,只能采用水溶液。禁止用油類作為切削液,以防止橡膠的變質和變形。
2.2 工件及機床特點
(1)由于工件過長,四爪卡盤配裝中心架后,機床運行時零件仍產生較大的離心力,使機床不能高速運轉。
(2)加工精度與機床轉速成正比,同時加工精度還與材質有關。橡膠在進行低速加工的情況下,有成塊被啃落現象。相比金屬加工所需要的轉速要高得多,但機床轉速不宜選擇太高,以防止切削溫度超過150℃時,使橡膠軟化。
(3)用高速鋼刀具進行橡膠軸承內孔切削時,隨著刀具軸向進給加大,刀具切削力的作用使橡膠讓刀明顯。
(4)切削熱的作用使橡膠產生熱膨脹,而一般中小型企業受限于技術和儀器配備等因素,很難對當時加工批次的橡膠的熱膨脹系數進行測定,這導致橡膠軸承加工冷卻后,直徑尺寸超差,長度方向尺寸形成錐度,通過調整刀具進給量仍很難保證加工精度。
(5)車削時,刀排過長,隨著深度加大,加工過程中尺寸變化更難于發現和測量。刀排振動隨內孔加工深度增加而加大,零件加工后尺寸不易控制。
分析結果:僅對零件進行車削加工,零件的加工表面毛糙,尺寸精度不能保證。
3 工藝方案設計
針對上述問題,制定工藝時增加一道磨削工序,可彌補車削的不足。對上述軸承的加工,至少選擇大型號深孔內圓磨,而考慮到船舶修理行業的機床配置特點,一般工廠都沒有滿足加工工件所需的深孔內圓磨床,通常可以有以下兩種方法解決:
(1)購置新機床,僅解決一道工序加工問題;同時購置深孔磨床,向機床制造廠家訂購,需要很長一段時間,將會影響加工的周期;需花費相當可觀的費用支出。
(2)利用現有設備,增加工裝解決磨削問題,既解決了加工周期的影響,又能節約開支。
因此,改裝設備比購置新設備更經濟。既可跟蹤質量進度,又能以此編定出工藝規程,規范加工,為以后工作帶來方便。
比較兩種加工方法的特點后,確定了在車床大拖板上加裝簡易動力頭來解決磨削問題的方法,即工件在同一臺機床上完成車削和磨削兩道工序。
4 磨削橡膠特點
(1)橡膠的彈性大,導熱性差,磨削時磨屑容易堵塞砂輪,使砂輪失去磨削能力,從而造成工件表面的不平整等缺陷。同時磨削中產生切削熱,使得橡膠氣味彌散,污染了空氣。干磨時,產生的磨屑飛揚;濕磨時,橡膠吸油后會膨脹變形,因此不能使用含有油的乳化液。
(2)砂輪的選擇,這是影響磨削質量的重要因素。根據橡膠的磨削特點,為了防止磨屑堵塞砂輪空隙,應選用中等粒度陶瓷結合劑的大氣孔砂輪,日常生產中一般用(60~70)目的中軟硬度砂輪。
5 主要加工工藝及說明
5.1 設備
型號:C63125。
動力頭:4 kW高速電機(轉速為2880 r/min)和一級皮帶輪加速,速比1.375。
5.2 工具
高速鋼刀具、加長刀排(滿足900 mm,粗、精加工時工件需調頭,以軸承外圓為基準校調)。
碳化硅砂輪:(60~80)目。
5.3 粗加工車削
機床主軸轉速:70~80 r/min。
切削角:主偏角加工,以減少切削阻力,降低刀排振動。
預留磨削余量:3~4 mm。
5.4 精加工磨削
機床主軸轉速:60~70 r/min。
動力頭主軸前端裝大皮帶輪動力頭主軸轉速:2880 r/min,小皮帶輪聯接刀排(加裝聯軸節固定做刀排的支撐),砂輪轉速約4000 r/min,動力頭主軸與機床主軸平行,轉向與機床主軸轉向相反。
5.5 排屑
連接空氣壓縮機,把加工件內孔的橡膠粉末吹出,降低加工空間內的溫度。有條件時,增加車間的排風設施。
5.6 選擇參數理由
依據《機械加工工藝手冊》對橡膠加工的要求作為參考,車床的主軸轉速為60~70 r/min、磨削轉速為4000 r/min;選擇旋轉工件與轉動磨頭磨削速度匹配,并經多次調試,要求磨下的橡膠呈粉狀,砂輪不爆裂,最終得出達到滿足零件表面加工精度的要求而定的。
施工時利用了現有設備,以最小的投入制作工裝,同時還可通過皮帶輪大小,調整速比,以選擇合適的砂輪轉速,也可直接購置所需轉速的電機。
砂輪用過棕剛玉等種類,調試結果以碳化硅砂輪最好。砂輪目數過大,效率低;砂輪目數過小,橡膠粉塵在砂輪表面不易脫落。砂輪目數的選擇取決于橡膠性能。
經檢驗,在加裝工裝后的機床上加工的橡膠軸承尺寸滿足要求,粗糙度達Ra1.6。
6 工藝的效用分析
6.1 工藝可靠性
粗加工時,加工尺寸比較難控制。但精加工時,砂輪相對金屬刀具導熱性差得多,有效地減小了熱膨脹因素的作用。經過多次砂輪加工比較,控制好砂輪目數所加工出的軸承,均能滿足要求。經修理后的艦船試航狀態良好,交付使用至今無問題反饋。
6.2 工藝實用性
車床上實現鏜削內孔,磨削內孔,減少了加工零件的裝夾、校調次數,大大提高了工效,便于生產組織管理及質量跟蹤。此工藝方法易于在多種較大尺寸軸套類零件的加工上推廣使用。
6.3 工藝經濟性
僅在初次使用時,增加動力頭的開支和參數選擇確定時的調試費用,工作效率較高。
7 工藝方法的應用
(1)鑒于上述工藝的成功使用,將工藝中使用動力頭的方法,推廣到艉軸外圓拋光。在動力頭主軸上直接加裝千葉輪,采用橡膠軸承磨削時機床運行參數,動力頭轉速為2880 r/min,對軸類零件外圓拋光處理。千葉片目數形成的磨削量見表1。
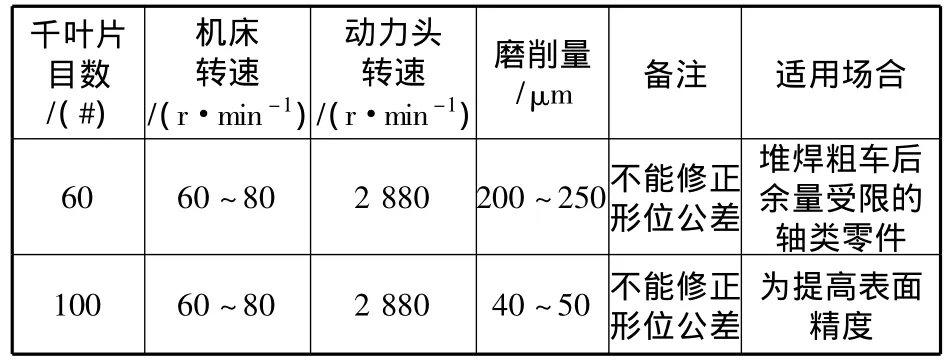
表1 軸套類零件末道工序加工選擇參照表
以上工藝,完全取代了鉗工手工打磨拋光,質量大大高于手工操作,粗糙度達Ra0.8。
(2)對舵桿、中間軸、聯軸節等軸類零件的修理或制作加工最后一道工序,均可采用拋光方法降低粗糙度值。
(3)上述加工工藝,還可用于高速艇艉軸橡膠軸承等加工,對有V尺寸橡膠零件,僅需將刀排在裝夾時,按靠模調整到所需角度。但對直徑較小,而且長度小于500 mm以下的橡膠軸承,只需在車床上車削即可達到加工要求。可根據零件直徑和長度確定車床型號,車床轉速為200~300 r/min。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52