LZRL型凸輪全自動精密套圈冷輾擴機的電氣設計
2011-07-25 08:53:54高海濤趙鋼
軸承 2011年1期
關鍵詞:測量
高海濤,趙鋼
(1.洛陽理工學院,河南 洛陽 471023;2.洛陽軸承集團新事業開發有限公司,河南 洛陽 471039)
近20年以來,隨著現代工業控制技術、傳感器技術、微機技術、比例閥技術、材料技術等的飛速發展,精密冷輾技術也得到了長足的進步,已開始由試驗研究進入批量應用階段, 并逐步推廣應用開來。冷輾擴軸承套圈的優越性已得到了行業內的充分肯定,尤其是在提高軸承壽命和降低生產成本上冷輾擴具有更為顯著的優勢[1]。從2003年以來,在對國、內外幾家冷輾設備進行深入研究的基礎上,吸眾所長,在關鍵的進給結構上采用具自主知識產權的專利技術,在控制方面采用自創的獨特算法,率先將雙工位和柔性圓度控制相結合,并采用光柵傳感技術和PLC控制技術,研制出了LZRL系列凸輪全自動精密軸承套圈冷輾擴機。下文主要對該機床的電氣控制系統進行了詳細介紹。
1 設計方案
精密冷輾過程中必須很好地控制進給速度和穩定性,由精確的測量保證工藝的進程和產品精度。LZRL系列冷輾機設計采取的措施為:
(1)采用扭矩大、進給穩定可靠的冷輾環凸輪進給裝置[2]。
(2)采用測量定位、環件精度高的光柵進行精度測量,設計的機床加工零件尺寸精度為0.05 mm,光柵測量的實際控制精度(分辨率)可達到0.02 mm,因此,環件的加工精度更高。
(3)PLC控制系統自動完成加工;彩色大型觸摸屏使工藝參數輸入、調整簡單方便。
(4)自我保護功能和故障自我診斷功能,主要為限位保護、PLC內部保護和伺服電動機的自我保護功能。
2 電氣控制系統
2.1 電控系統組成
電氣控制系統主要由工作電動機(主軸電動機、液壓電機、冷卻電動機和潤滑電動機)控制、機床工作控制(PLC)、人機界面(觸摸顯示屏)、進給系統(伺服電動機、伺服控制器)、測量及定位(光柵尺)和保護系統(限位保護、PLC保護和伺服控制的自我保護)組成[3]。如圖1所示。

圖1 電氣控制系統結構
2.2 控制原理
2.2.1 參數設置
人機界面是操作者與設備之間傳遞、交換信息的媒介和對話接口,參數設置由觸摸屏輸入到PLC,PLC經過運算后轉變為需要的數據,數值精確到0.01 mm,輸入參數按照觸摸屏的要求輸入。
2.2.2 主回路及控制回路
主回路控制各種380 V三相交流電動機、220 V的PLC電源和其他直流電源。主回路及控制回路如圖2、圖3所示。

圖2 主回路

圖3 控制回路
2.2.3 PLC控制
選用Fx1n-60mT作為機床的核心控制器,控制器接口如圖4所示。PLC主要通過主滑塊原位開關,各工進位置,上、下料開關和芯輥前、后位開關進行控制。手動時,芯輥不在后位不能上料。PLC控制的自動循環過程為:主滑塊原位(快速進)→主滑塊上料位→圓度輥進、上料→芯輥進→機械手退→測量進→主滑塊進、測量停→主滑塊工進、末工進、零工進→(尺寸到)主滑塊退、測量進、圓度輥退→主滑塊上料位、芯輥退→測量退→返回到上料→(復位)主滑塊原位。

圖4 PLC接口
2.2.4 伺服進給
伺服電動機作為執行電動機,在自動控制系統中,把所收到的電信號轉換成電動機軸上的角位移和角速度精確輸出,經減速器帶動凸輪軸旋轉,推動主滑塊、滾輪實現精確進給。選用了SGDM-30ADA伺服驅動器和SGMGH-30-AC-61交流伺服電動機來完成進給。伺服控制器結構如圖5所示。
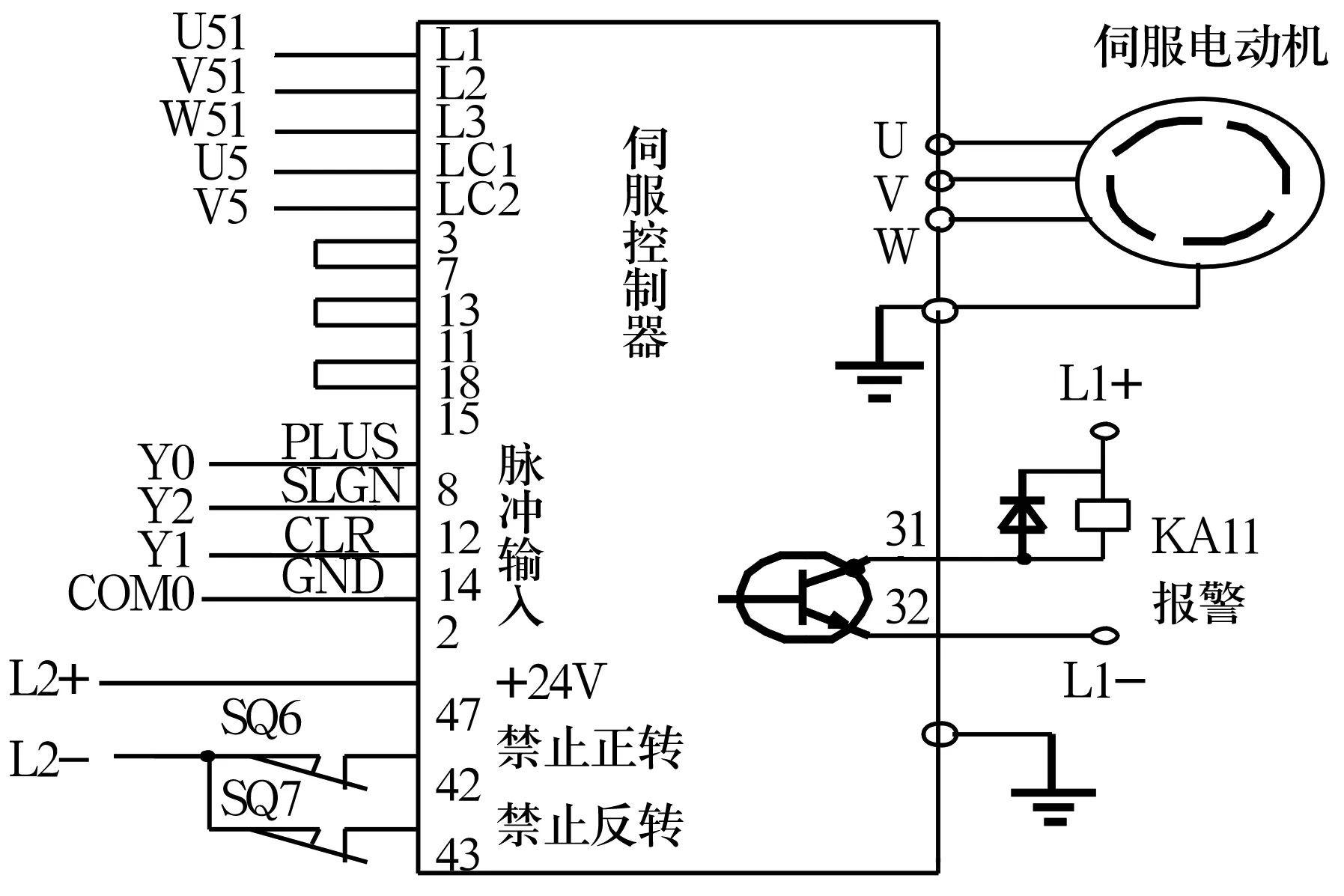
注:伺服電動機額定轉速為1 500 r/min,最高轉速為2 000~3 000 r/min;配套增量式編碼器(16384P/R 17bit);控制精度(分辨率)為0.000 25 mm。
2.2.5 光柵測量
光柵尺具有判別光柵移動方向、預置初值、實現自動定位控制及過限報警、自檢和掉電保護以及溫度誤差修正等功能。該輾擴機選用精度(分辨率)為0.02 mm的光柵尺(SGC-4),長度為100 mm,柵距為0.02 mm (50線對/毫米),24 V,相位角差90°方波輸出,中間一個零位參考點。并采用了獨特的適時測量技術,可以隨時進行手工測量,與光柵測量結果對比,隨時掌握光柵測量的誤差和加工件的實際精度,及時調整參數以校正各種原因引起的累計誤差,使產品一致性好。
測量中使用光柵有主滑塊光柵和測量光柵兩種,主滑塊光柵測量主滑塊位各個位置,如上料位、各工進位等,并將測得數據傳送給PLC,由PLC及時進行速度轉換;測量光柵測量工件外徑,經運算轉換為工件內徑、中徑等尺寸,測量的結果需經過一定運算,再與設定輸入的數據比較后進行相應控制,即達到某個工進值就轉入其工進控制。
因為光柵尺只能給出相對計算數值和方向,所以要有個基準。閉合光柵尺的校準開關,兩個光柵都有一個零點位置,在通過零點位置時會發出一個脈沖信號,PLC在收到這個信號時就將當時的C值、W值設為C0,W0。有了C0,W0,再通過光柵的加減信號,才能顯示即時的C值和W值。測量值的修正是通過適時測量最終工件的尺寸來修正累計誤差的。
2.2.6 保護功能
(1)主滑塊位置保護:主滑塊上有兩個接近開關,來限制主滑塊的前、后位置,前限位開關亮,主滑塊只能退不能進;后限位開關亮,主滑塊只能進不能退。并且主滑塊位置保護是將信號直接傳送給伺服控制器,PLC和觸摸屏并無反映,只是伺服控制器進給無動作,也不報警。
(2)PLC內部保護:PLC內部根據測量到的主滑塊位置換算模具間隙(即G值),與預先設定的最小模具間隙值比較,小于設定值,伺服控制器停止進,并報警。同樣,后位也有一設定值,保護動作相同。
(3)伺服控制器的自我保護:當進給的力距,也就是伺服電流超過伺服控制器內部設定值時,伺服控制器停止并報警,這時只有通過關閉電源才可重新恢復,此種情況的出現,往往是芯輥與輾輪直接接觸,造成伺服力距過大而引起,屬非正常故障,而(1),(2)兩種保護出現時,按復位均可正常復位。
(4)缺料保護:當自動運行時沒有上料,測量桿的位置比有料時的值要小,PLC與預先設定的缺料保護值(一個W值)相比較,小于設定值時,即報警,并停止運行。
2.2.7 程序設計
冷輾機加工程序流程如圖6所示。

圖6 加工程序流程
3 結束語
LZRL系列凸輪全自動精密軸承套圈冷輾擴機操作方便,生產自動化程度高,大大降低了工人勞動強度;加工出零件的表面尺寸精度、形位公差穩定,表面粗糙度低;冷輾套圈中非金屬夾雜物流線與軸承溝道表面形狀相一致且金相組織更加致密,全面改善了工件的內在質量;軸承噪聲明顯降低,使用壽命顯著提高;可節省鋼材10%~35%,材料、工藝成本降低,具有良好的經濟效益和社會效益。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
