大型精密軸承套圈的硬車加工
2011-07-30 04:32:50曹保亮王素保肖愛民
軸承 2011年5期
曹保亮,王素保,肖愛民
(新鄉(xiāng)日升數(shù)控軸承裝備股份有限公司,河南 新鄉(xiāng) 453700)
隨著科技的發(fā)展,對大型、特大型軸承精度的要求也越來越高,公差等級要求達(dá)到P5,P4的范圍越來越廣,部分產(chǎn)品甚至要求達(dá)到P2。通常情況下,大型軸承在機械加工方面主要依靠數(shù)控立式車床和立式磨床,由于受一般數(shù)控立式車床加工精度限制,磨加工工序的留量較大,磨削時間較長,效率不高。隨著高硬度刀具的研制應(yīng)用,在許多冷加工中,磨削可以被某種幾何形狀刀具的車削所取代,文獻(xiàn)[1]介紹的軸承套圈硬車加工,工件表面粗糙度Ra為0.31 μm,圓度為2.4 μm。
文中介紹了采用高精度的數(shù)控立式車床CXK5225WP加工軸承套圈的方法,其能夠加工直徑不大于2 500 mm,高度不大于700 mm的軸承套圈,精車后工件表面粗糙度Ra≤0.4 μm,最終使成品軸承套圈幾何精度滿足P5,P4要求。
1 CXK5225WP立式車床結(jié)構(gòu)及主要特點
高精度數(shù)控立式車床CXK5225WP基礎(chǔ)構(gòu)件采用高強度、精密鑄鐵件,運動部件如鞍座、滑枕等,均經(jīng)過靜態(tài)力學(xué)和動態(tài)運動學(xué)仿真,提高了一次設(shè)計成功率。
1.1 結(jié)構(gòu)特點
1.1.1 高剛度、高旋轉(zhuǎn)精度工作臺
數(shù)控立式車床CXK5225WP工作臺底座結(jié)構(gòu)如圖1所示。其采用超精密、低能耗推力向心組合圓錐滾子軸承,不同于一般的靜壓圓導(dǎo)軌+主軸軸承的主軸結(jié)構(gòu),該軸承額定動載荷遠(yuǎn)遠(yuǎn)大于工作載荷(C/P值最小為38.5),具有高精度、高載荷的特點;超粗主軸、多筋板底座為旋轉(zhuǎn)工作臺提供了高剛度平臺;恒溫潤滑系統(tǒng)保證了工作臺的長時間穩(wěn)定運行。
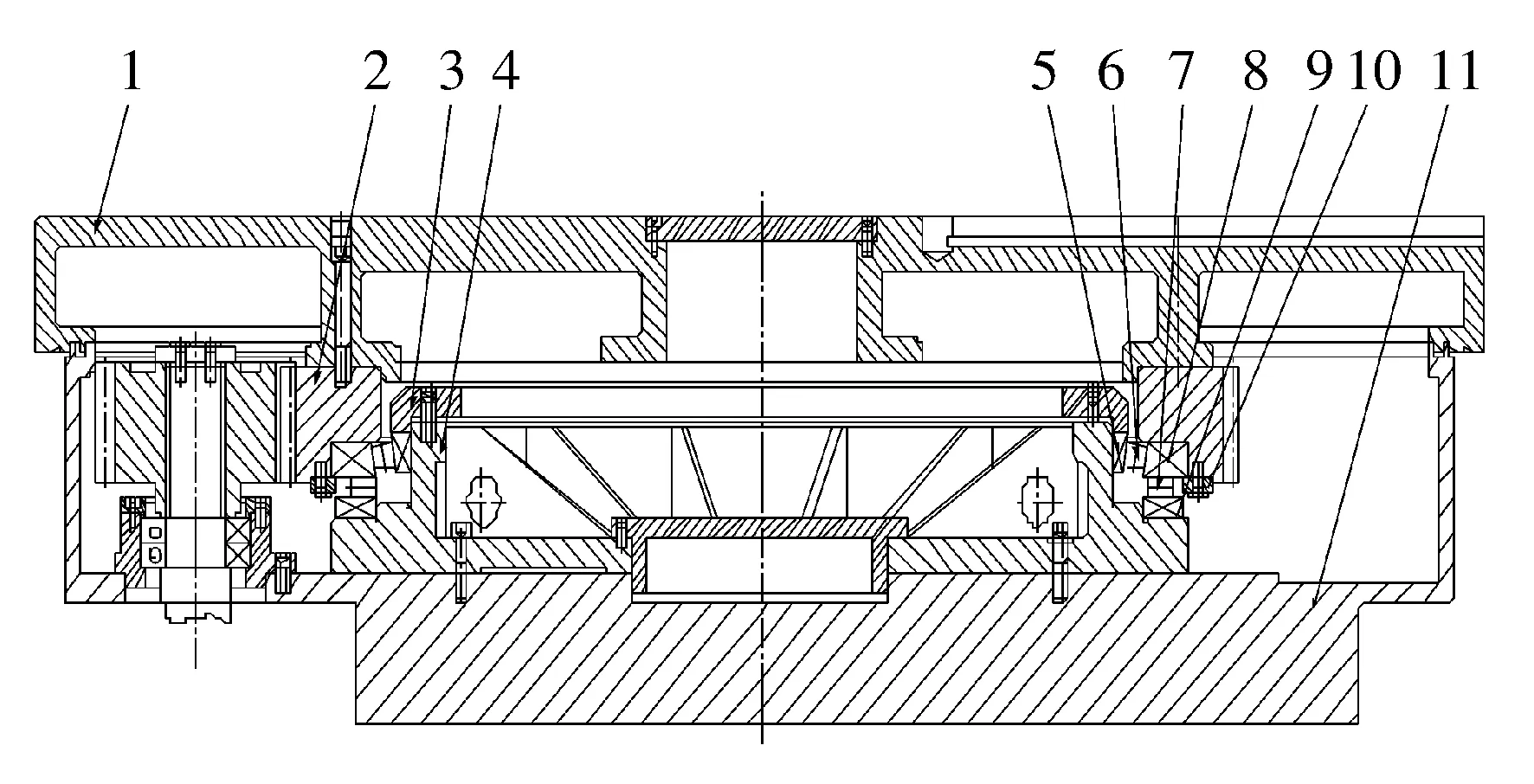
1—工作圓臺;2—齒圈;3—內(nèi)圈壓板;4—基座;5—內(nèi)圈;6—承受徑向力和顛覆力矩的圓錐滾子;7—承受軸向力的圓錐滾子;8—外圈(動圈);9—止推圈;10—動圈壓板;11—底座圖1 工作臺底座結(jié)構(gòu)
推力向心組合圓錐滾子軸承由內(nèi)圈、承受徑向力和顛覆力矩的圓錐滾子、承受軸向力的圓錐滾子和外圈(動圈)組成,其內(nèi)徑為1 090 mm,外徑為1 330 mm,寬度為112 mm,軸向動載荷大于5 000 kN,徑向動載荷大于2 600 kN,具有很高的承載能力。通過內(nèi)圈壓板對軸承進(jìn)行預(yù)緊安裝,預(yù)緊力為200 kN,預(yù)緊力由軸承內(nèi)圈壓板和基座吸收,超大的預(yù)緊力使得8 000 kg以下質(zhì)量的零件和切削力對工作臺運轉(zhuǎn)精度幾乎沒有影響。
1.1.2 高剛度橫梁立柱
一般立式車床采用門式結(jié)構(gòu),雙立柱下端通過螺栓連接在底座側(cè)面,上端在固定橫梁時通過螺栓連接,升降橫梁懸掛在立柱前側(cè)面。機床各大件相互獨立,僅通過螺栓連接,結(jié)合面多,裝配困難,剛度差,精度難以保證。而高精度數(shù)控立式車床CXK5225WP通過簡化及合并,采用定梁結(jié)構(gòu),并把橫梁立柱有機融合為一體,使機床大件由原來的5件變?yōu)?件,進(jìn)而減少了結(jié)合面。
1.1.3 高精度、高動態(tài)相響應(yīng)的進(jìn)給系統(tǒng)
CXK5225WP立式車床進(jìn)給系統(tǒng)采用獨立于基礎(chǔ)件的滾動/滑動復(fù)合導(dǎo)軌,既具有滾動導(dǎo)軌輕便、高速、無游隙的特點,又有滑動導(dǎo)軌減震、高載、抗沖擊的特點,即使在微米范圍內(nèi)進(jìn)給時,也會不出現(xiàn)粘滑錯動效應(yīng)。機床進(jìn)給驅(qū)動部分采用高剛性滾珠絲杠,并在其兩端施加一定的預(yù)拉伸量,充分克服溫升和撓曲給傳動帶來的不利影響。采用高精度光柵尺全閉環(huán)控制,兩軸聯(lián)動定位,機床進(jìn)給精度控制在微米級,刀架定位精度≤0.003 mm。
1.2 主要技術(shù)指標(biāo)
目前機床制造業(yè)立式車床精度檢驗執(zhí)行的標(biāo)準(zhǔn)為JB/T 4116—1996《單柱、雙柱立式車床 精度檢驗》,數(shù)控立式車床精度檢驗執(zhí)行的標(biāo)準(zhǔn)為JB/T 9934.1—1999《數(shù)控立式車床 精度檢驗》,以生產(chǎn)直徑為2 500 mm的數(shù)控立式車床為例,依上述標(biāo)準(zhǔn)如果工作臺端面/徑向跳動不大于0.03 mm即達(dá)到合格。但此精度檢驗標(biāo)準(zhǔn)無法滿足硬車加工高精密軸承的需求,因為工作臺端面/徑向跳動過大,被加工套圈將隨工作臺旋轉(zhuǎn)一起波動,致使其車削后表面粗糙度Ra、徑向跳動或壁厚差無法達(dá)到精度指標(biāo)要求。因此,在生產(chǎn)Φ2 500 mm高精度數(shù)控立式車床時,將精度檢驗標(biāo)準(zhǔn)規(guī)定值進(jìn)行壓縮(如端面/徑向跳動值壓縮為0.003 mm),作為企業(yè)內(nèi)部標(biāo)準(zhǔn)執(zhí)行,以實現(xiàn)高精度數(shù)控立式車床的硬車功能。
高精度數(shù)控立式車床CXK5225WP主要指標(biāo)為:工作臺徑向跳動小于0.005 mm;工作臺軸向跳動小于0.005 mm;刀架x/z軸定位精度為0.003 mm;刀架x/z軸重復(fù)定位精度為±0.001 5 mm;刀架進(jìn)給單位為0.001 mm;工作臺轉(zhuǎn)速為1~63 r/min;工作臺載荷為150 kN。
1.3 適用范圍
高精度立式車床屬于通用機床范疇,廣泛用于大型精密齒輪和軸承等精密加工領(lǐng)域,加工零件硬度可在55 HRC以上,適用于高速鋼、硬質(zhì)合金刀具、陶瓷刀具及CBN刀具對黑色金屬、有色金屬和部分非金屬零件的內(nèi)(外)圓柱面、圓錐面及圓弧面的粗(精)加工。
2 加工工藝
以CXK5225WP高精度數(shù)控立式車床加工推力球軸承511/1400/P4軸圈為例,軸圈直徑為1 400/1 625 mm,車削工藝過程為:(1)精車端面基準(zhǔn)面(車后基準(zhǔn)面的端面跳動小于0.005 mm),車軸圈外徑面;(2)翻工件,二次裝卡車上端面1(溝道內(nèi)),轉(zhuǎn)換工件壓板,車上端面2(溝道外);(3)硬車球形溝道(CBN圓形刀片),車后溝底軸向跳動小于0.005 mm,溝道表面粗糙度Ra小于0.4 μm;(4)精車軸圈內(nèi)徑面。采用該工藝方法,精車后推力球軸承軸圈的壁厚差小于0.01 mm。
某公司使用CXK5225WP高精度數(shù)控立式車床加工一批(10套)風(fēng)力發(fā)電機變槳軸承內(nèi)圈,工件外徑為1 893.5 mm,寬度為132 mm,精車后的雙桃形溝道表面法向跳動全部小于0.005 mm,最小值為0.002 mm(在機床上測量),溝道表面粗糙度Ra小于0.4 μm,完全可以滿足公差等級P5,P4的要求。
3 硬車加工的工藝特點
(1)加工效率提高。以加工1.5 MW風(fēng)力發(fā)電機變槳軸承套圈為例,如果采用普通數(shù)控立式車床精車+磨削加工工藝,加工一套軸承所需時間在18 h以上;若采用高精度立式車床,仍采用精車+磨削加工工藝,只需4.5 h。在同樣的加工精度要求下,加工效率提高4倍。
(2)適合小批量多品種生產(chǎn)。高精度數(shù)控立式車床適合大型精密軸承加工,一片CBN圓形刀片可適合多種球軸承溝道的加工,比起砂輪成形磨削減少了砂輪種類。
(3)生產(chǎn)成本低。以車削1.5 MW風(fēng)力發(fā)電機變槳軸承套圈為例,一片進(jìn)口CBN圓形刀片(約800元/片)可精車30多件套圈,每個桃形溝道刀具損耗成本約10元,遠(yuǎn)低于成形金剛石砂輪或其他砂輪的損耗成本。
(4)污染小。相比磨削砂輪損耗的鐵末砂粒,車削下來的鐵屑處理更加方便,可回收利用,環(huán)境污染更小。
4 結(jié)束語
使用高精度數(shù)控立式車床硬車加工大型軸承的工藝方法,加工效率高、成本低,傳統(tǒng)工藝無法與之相比擬。隨著高精度數(shù)控立式車床產(chǎn)品進(jìn)入市場,可以用一臺高精度數(shù)控立式車床代替以往的一臺立式車床、多臺立式磨床的生產(chǎn)配置方案,降低工廠建設(shè)費用,經(jīng)濟效益顯著。