激光噴丸技術(shù)在核電設(shè)備上的應(yīng)用
2011-08-03 11:07:12吳樹輝黃科峰胡金力陳國星
中國核電 2011年3期
吳樹輝,黃科峰,胡金力,陳國星
(蘇州熱工研究院有限公司,江蘇 蘇州 215004)
隨著我國核電建設(shè)的快速發(fā)展,將有越來越多的核電設(shè)備投入運(yùn)營,盡管設(shè)備材料在一定程度上會有所更新,但隨著運(yùn)行時間的延續(xù),構(gòu)件的老化、疲勞、應(yīng)力腐蝕這些問題仍是不可回避,這些問題仍然是影響設(shè)備安全可靠運(yùn)行的重要因素。近30年國內(nèi)外核電廠的實(shí)際運(yùn)行情況也證實(shí)了這一點(diǎn),相當(dāng)一部分核電設(shè)備和結(jié)構(gòu)達(dá)不到設(shè)計(jì)壽命,實(shí)際運(yùn)行壽命僅達(dá)到設(shè)計(jì)壽命的20%左右[1],這種局面目前仍未得到根本性的改變。以反應(yīng)堆壓力容器(RPV)為例, 輻照脆化和應(yīng)力腐蝕開裂仍是決定其壽命的關(guān)鍵因素,如何對在役設(shè)備的薄弱部位進(jìn)行強(qiáng)化,從而達(dá)到對設(shè)備的有效保養(yǎng)、延壽的效果,提高其安全穩(wěn)定運(yùn)行的水平,無論從經(jīng)濟(jì)效益還是社會效益都非常值得關(guān)注。激光噴丸技術(shù)在航空領(lǐng)域?qū)娇詹考某晒?yīng)用,以及取得的顯著強(qiáng)化效果,顯示了該技術(shù)在設(shè)備延壽方面的潛力,為其在核電領(lǐng)域的應(yīng)用奠定了基礎(chǔ)。
激光噴丸技術(shù)是20世紀(jì)70年代發(fā)展起來的一種新型表面強(qiáng)化技術(shù)。由于激光噴丸處理與其他噴丸技術(shù)比較,實(shí)施作業(yè)時沒有反彈介質(zhì)及反作用力產(chǎn)生,又能夠?qū)崿F(xiàn)精確遙控操作,由于不使用鋼砂等噴丸介質(zhì),因此,不存在影響設(shè)備正常運(yùn)行的殘留物,而且對一些狹窄區(qū)域或形狀特殊的部位能夠?qū)崿F(xiàn)完整的作業(yè)[5]。更為關(guān)鍵的一點(diǎn),同一構(gòu)件,激光噴丸的效果比普通噴丸要優(yōu)異得多,形成的壓應(yīng)力層深可以達(dá)到1 mm,而且不會傷及構(gòu)件的表面。由此推斷,激光噴丸是特別適合于核電設(shè)備保養(yǎng)延壽的技術(shù)。但由于核電設(shè)備的服役環(huán)境明顯有別于其他的設(shè)備,許多設(shè)備的不可拆卸及輻照環(huán)境,要實(shí)現(xiàn)該技術(shù)的現(xiàn)場應(yīng)用,與航空部件上的應(yīng)用還有許多明顯的不同之處,還有待于針對性的深入研究與開發(fā)。
1 激光噴丸技術(shù)
激光噴丸技術(shù)又稱激光沖擊處理技術(shù),是隨著強(qiáng)脈沖激光的出現(xiàn)而發(fā)展起來的一項(xiàng)技術(shù)。是利用1~50 ns的高峰值功率,功率密度大于109W/cm2脈沖激光束照射被處理的構(gòu)件表面,在被沖擊構(gòu)件的外表面由于吸收激光能量,在被處理基體的表面,發(fā)生爆炸性汽化蒸發(fā),產(chǎn)生高溫高壓的等離子體,該等離子體受到約束層的約束作用(見圖1),其高強(qiáng)度的應(yīng)力沖擊波將沖擊金屬表面,并向構(gòu)件的內(nèi)部傳播。當(dāng)激光沖擊波的沖擊力大于被沖擊材料的屈服強(qiáng)度時,在構(gòu)件的表面,就會發(fā)生塑性變形,微觀結(jié)構(gòu)上會產(chǎn)生孿晶等晶體缺陷,會形成極其細(xì)小的位錯亞結(jié)構(gòu),在構(gòu)件的表層形成很大的殘余壓應(yīng)力層,從而使材料的近表面層的強(qiáng)度、硬度和抗疲勞、抗腐蝕性能都得以大幅度的提高。相當(dāng)于對構(gòu)件表面進(jìn)行了塑性加工,使表面形成殘余壓應(yīng)力的一項(xiàng)強(qiáng)化技術(shù)。與常規(guī)的表面強(qiáng)化工藝相比,激光沖擊強(qiáng)化處理對材料表面基本上無熱損傷或機(jī)械損傷,激光沖擊處理能獲得比普通噴丸深約2~5倍的殘余壓應(yīng)力層,能保持材料表面光潔度,適合于處理那些表面質(zhì)量要求較高的精加工部件或成品件,對投入運(yùn)營的核電機(jī)組來說,核島內(nèi)有些部件不能拆下來處理,而且很多部件處于水環(huán)境中,因此,對于在役核電設(shè)備而言,與航空部件的處理明顯不同:一方面,無法實(shí)現(xiàn)噴丸前在被處理部位的外表面貼吸收層,且有許多工作需在水下完成(見圖2);另一方面,核島內(nèi)構(gòu)件有些是處于輻照區(qū),有些是作業(yè)空間狹窄等客觀條件,都決定了要實(shí)現(xiàn)在役核電設(shè)備的噴丸處理,必須因地制宜,開發(fā)一套能夠遠(yuǎn)距離操作,實(shí)現(xiàn)激光的準(zhǔn)確傳輸,終端能量的準(zhǔn)確計(jì)量的作業(yè)系統(tǒng)。

圖1 激光噴丸的基本原理示意圖[4]Fig.1 Fundamental principle schematic of laser-peening

圖2 水下激光噴丸示意圖[2]Fig.2 Schematic of underwater laser-peening
2 核電廠應(yīng)力腐蝕現(xiàn)狀
核電廠設(shè)備多因?yàn)楦鞣N不易克服的損傷(如應(yīng)力腐蝕、疲勞等)而提前退役(見圖3),當(dāng)然,隨著材料科學(xué)的發(fā)展,采用性能更優(yōu)異的材料,可以一定程度的緩解應(yīng)力腐蝕或疲勞導(dǎo)致的破壞發(fā)生,但對于已投入運(yùn)營的機(jī)組,更換新材料做成的配件,有很大的局限性。而且核電廠內(nèi)大部分重要設(shè)備屬于不可更換或者極難更換的范圍,如反應(yīng)堆壓力容器(RPV)在安全上處于特殊地位,在電站壽命管理中,RPV被定義為“不可更換的敏感類設(shè)備”;蒸汽發(fā)生器也是不可輕易更換的設(shè)備。決定這些設(shè)備壽命的主要因素之一就是應(yīng)力腐蝕開裂[3]。因此,利用表面強(qiáng)化技術(shù),對易出現(xiàn)老化或應(yīng)力腐蝕的部位進(jìn)行現(xiàn)場強(qiáng)化處理,是最為現(xiàn)實(shí)可行的有效措施之一。
核電廠的應(yīng)力腐蝕破裂事件大部分與270~345 ℃范圍的高溫水質(zhì)環(huán)境相關(guān),主要材料是不銹鋼、鎳基合金、鋯合金以及低合金鋼。從技術(shù)角度講,比較適合進(jìn)行激光噴丸處理。

圖3 某核電廠蒸汽發(fā)生器及控制棒導(dǎo)管出現(xiàn)的應(yīng)力腐蝕裂紋Fig.3 The stress corrosion crack of steam generator and control rod catheter in some nuclear power plants
2.1 沸水堆應(yīng)力腐蝕
沸水堆核電站中主要應(yīng)力腐蝕破裂問題的歷史演變?nèi)绫?所示。該堆型在歷史上發(fā)生重大損失的典型問題是發(fā)生在20世紀(jì)70年代及以后的不銹鋼等材料再循環(huán)管道的晶間應(yīng)力腐蝕破裂(IGSCC)。美國沸水堆在1980—1994年由于腐蝕問題導(dǎo)致的功率因子損失數(shù)值平均值為5%以上,在1984年達(dá)到峰值超過18%。在峰值時的功率因子損失幾乎都是由再循環(huán)管道晶間應(yīng)力腐蝕破裂造成的。
2.2 壓水堆應(yīng)力腐蝕
壓水堆核電站上發(fā)生應(yīng)力腐蝕破裂的部位主要有蒸汽發(fā)生器傳熱管、蒸汽發(fā)生器以外的鎳基合金部件及焊接件、主回路不銹鋼管道和高強(qiáng)合金螺栓、堆內(nèi)的燃料包殼和結(jié)構(gòu)部件等。美國壓水堆在1980—1994年由于腐蝕問題導(dǎo)致的功率因子損失數(shù)值有一些差異,其平均值也在5%以上,在1982年達(dá)到峰值,大約為8%。
3 核電廠應(yīng)力腐蝕問題的解決方法
核電廠應(yīng)力腐蝕是核電領(lǐng)域亟待解決的重要問題之一,抗應(yīng)力腐蝕研究在核電設(shè)備安全領(lǐng)域占有重要地位,現(xiàn)在國內(nèi)外很多專家做了相關(guān)研究,針對產(chǎn)生應(yīng)力腐蝕的條件,出現(xiàn)了一些解決方法,但是各有優(yōu)缺點(diǎn)。
(1)防腐處理,可采用多種防護(hù)措施,如涂層、襯里或陰極保護(hù)等,還可在介質(zhì)中加入緩釋劑,由于核電的很多設(shè)備含有放射性,涂層等措施都會受到應(yīng)用條件的限制,而且經(jīng)常停機(jī)維護(hù)設(shè)備,會大大降低核電廠的經(jīng)濟(jì)性,核電廠一、二回路水環(huán)境對水質(zhì)有很高要求,而且還會引起其他一些安全問題,不可能加入很多防腐物質(zhì)。

表1 沸水堆核電站中主要應(yīng)力腐蝕破裂問題的歷史演變Table 1 The evolution of SCC for boiling-water reactor nuclear power plant
(2)選用優(yōu)質(zhì)材料,核電廠大量采用了性能更好的金屬材料以提高材料抗應(yīng)力腐蝕的能力,使用優(yōu)質(zhì)材料是控制應(yīng)力腐蝕最簡單有效的辦法,但是不可能所有部件都更換優(yōu)質(zhì)材料,而且新材料也存在各種問題,考慮到經(jīng)濟(jì)上的巨大投入,更換材料并不是設(shè)備抗應(yīng)力防腐的最佳選擇。
(3)消除應(yīng)力處理,如常規(guī)噴丸、表面熱處理、整體高溫回火處理、爆炸法、機(jī)械拉伸法等。這些方法有一個共同之處,就是使用前設(shè)備必須在工廠內(nèi)就進(jìn)行應(yīng)力處理,無法做到對在役核電設(shè)備實(shí)施。
由于上述幾種方法都存在很大局限性,無法全面滿足在役核電設(shè)備的抗應(yīng)力腐蝕處理要求,因此,隨著核電的快速發(fā)展,對能有效提高在役核電設(shè)備構(gòu)件抗應(yīng)力腐蝕性能,且適合于現(xiàn)場作業(yè)的技術(shù)手段的開發(fā),變得越來越迫切。通過廣泛地調(diào)研認(rèn)識到,激光噴丸技術(shù)是比較理想的選擇。
4 核電激光技術(shù)應(yīng)用與其他領(lǐng)域應(yīng)用的區(qū)別
激光噴丸技術(shù)在核電領(lǐng)域的應(yīng)用,與其他行業(yè)有相同之處,但也有明顯的不同。目前,航空航天領(lǐng)域的應(yīng)用,由于被處理件可以接近作業(yè),可以采用大能量的激光,通過貼吸收層的辦法,既保證被處理件不受損傷,又能保證處理效果。但核電設(shè)備有很多部位不能直接接觸作業(yè),而且很多待處理部位處在水下區(qū)域,因此,明顯不同的是,要能夠?qū)崿F(xiàn)遠(yuǎn)距離傳輸,且要準(zhǔn)確把握在傳輸過程中能量的損耗,及不同介質(zhì)中傳播規(guī)律是實(shí)現(xiàn)核島內(nèi)激光噴丸處理的先決條件。
5 需要突破的技術(shù)難題
(1)核電設(shè)備的激光噴丸處理,涉及激光發(fā)生及傳導(dǎo)技術(shù)、遙控及自動精確定位的自動化控制技術(shù),是一個典型的跨學(xué)科、多項(xiàng)高新技術(shù)集成的一項(xiàng)先進(jìn)的加工技術(shù)。但就目前來說,我國在激光發(fā)生器的制造及自控技術(shù)方面,與發(fā)達(dá)國家還有很大的差距,涉及敏感的激光技術(shù)又會遇到國外的技術(shù)封鎖,作為一項(xiàng)具有非常重要的現(xiàn)實(shí)意義的高端技術(shù),更值得盡早著手開發(fā)。
(2)激光在不同的介質(zhì)中傳播,其傳播規(guī)律、能量變化都會不同,特別是流體的水中傳播,由于水不會靜止不變,其傳播規(guī)律就更為復(fù)雜,也是要重點(diǎn)攻關(guān)的課題。
(3)噴丸效果的評價(jià)。由于在大型設(shè)備上作業(yè),又不可能局部取樣評定,所以,作業(yè)前更接近現(xiàn)場環(huán)境的模擬試樣的設(shè)計(jì)及工藝評定方案,也是確保處理效果的關(guān)鍵。
6 應(yīng)用現(xiàn)狀及前景展望
東芝公司經(jīng)過近10年的開發(fā),于2007年正式在核電設(shè)備上應(yīng)用激光噴丸技術(shù)(見圖4)。目前已經(jīng)有8臺機(jī)組的業(yè)績,日本原子能協(xié)會專門起草了核電設(shè)備噴丸技術(shù)應(yīng)用導(dǎo)則,由于該項(xiàng)技術(shù)的應(yīng)用效果直接,效益顯著,解決了關(guān)系核電設(shè)備安全穩(wěn)定運(yùn)行的關(guān)鍵技術(shù)問題,引發(fā)了很多領(lǐng)域的重視。目前,激光噴丸技術(shù)已經(jīng)得到美國相關(guān)部門的認(rèn)可,將在美國的核電廠應(yīng)用,EPRI也就該技術(shù)與東芝公司開展了實(shí)質(zhì)性合作。
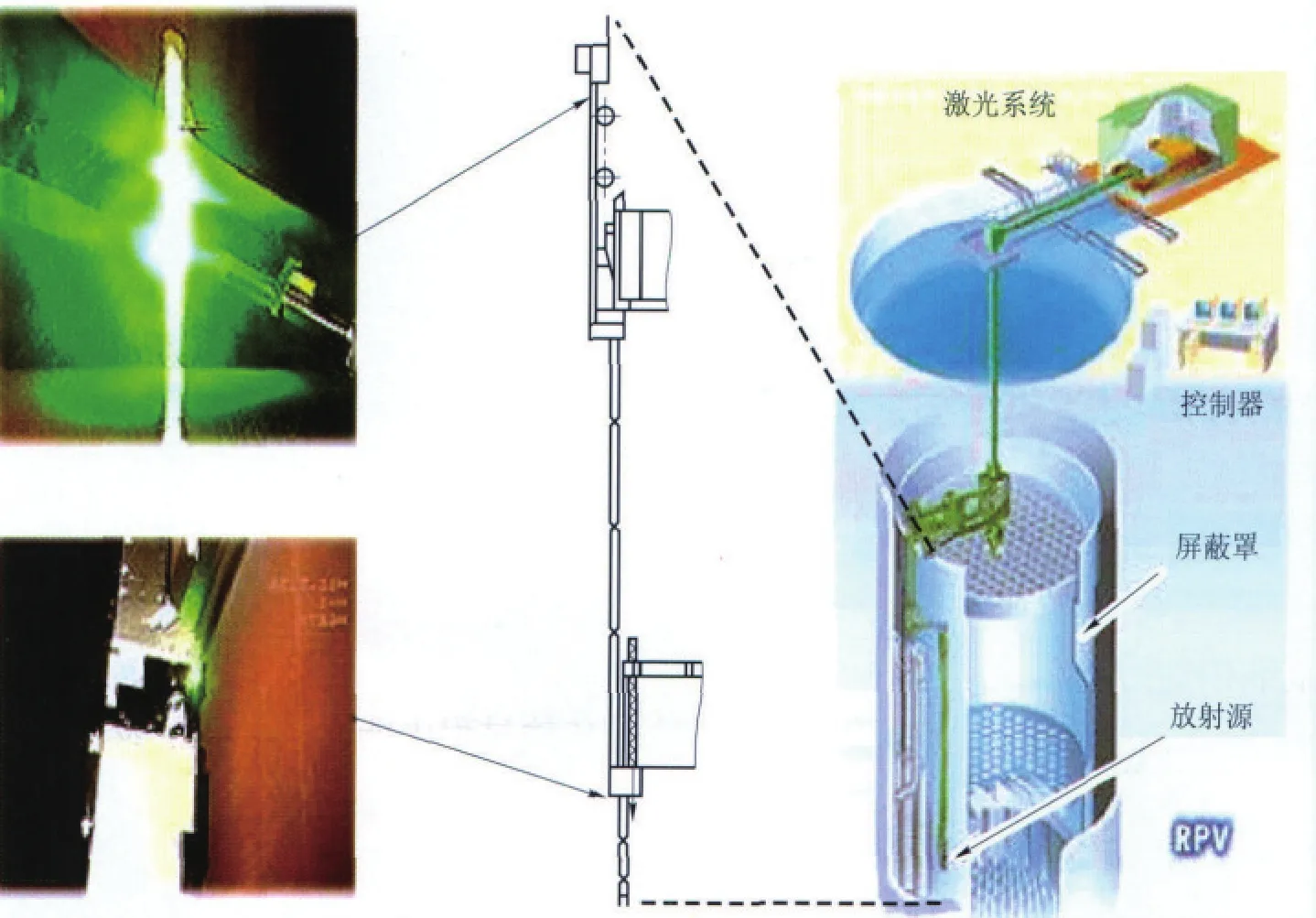
圖4 核島內(nèi)實(shí)施激光噴丸處理示意圖[2]Fig.4 Schematic of using laser-peening technique in nuclear island
7 結(jié)束語
激光技術(shù)本身有很多優(yōu)異的特性,作為其中應(yīng)用技術(shù)之一的噴丸技術(shù),其顯著的強(qiáng)化效果和可操作性,使其有著廣闊的應(yīng)用前景。隨著各項(xiàng)相關(guān)技術(shù)的發(fā)展,激光噴丸技術(shù)的性價(jià)比也會越來越高,也必將成為我國核電設(shè)備安全穩(wěn)定運(yùn)行的重要保障技術(shù)。
[1]唐輝.世界核電設(shè)備與結(jié)構(gòu)將長期面臨的一個問題——微動損傷[J].核動力工程,2006,21(3):221.(TANG Hui.A Long-term Problem to be Faced by World Nuclear Power Equipment and Structure [J].Nuclear Power Engineering, 2006,21(3):221.)
[2] Yuji sano,Naruhiko mukai,Yoshinobu makino.Enhancement of Surface Properties of MetalMaterials by Underwater Laser Processing[J],The Review of Laser Engineering Supplemental Volume 2008.
[3]萬里航,劉鵬,陶余春.大亞灣核電站2號機(jī)組反應(yīng)堆壓力容器老化現(xiàn)狀的初步分析[J].核動力工程,2004,25(1):252.(WAN Li-hang, LIU Peng,TAO Yu-chun.Preliminary Analysis on the Ageing Status of Unit 2 Reactor Pressure Vessel of Daya Bay Nuclear Power Plant [J].Nuclear Power Engineering,2004,25(1):252.)
[4]鄒世坤,王健,王華明.激光沖擊處理技術(shù)的發(fā)展動態(tài)[J].材料工程,2001.(ZOU Shi-kun,WANG Jian,WANG Hua-ming.The Development of Laser Impact Processing Technique [J].Material Engineering,2001.)
[5](株)東芝佐野雄二、小畑稔、濱本良男、鳩誠之、レーザーピーニング技術(shù)の開発と原子爐爐心シュラウドへの適用、「材料」(J.Soc.Mat.Scl,japan),Vol.49.
猜你喜歡
設(shè)備管理與維修(2022年21期)2022-12-28 07:34:58
設(shè)備管理與維修(2022年21期)2022-12-28 07:33:36
中國特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
中國特種設(shè)備安全(2022年1期)2022-04-26 14:15:58
中國核電(2020年2期)2020-06-24 03:37:36
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
中國核電(2018年4期)2018-12-28 06:43:48
電子制作(2018年11期)2018-08-04 03:26:08
中國核電(2017年1期)2017-05-17 06:10:11
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00