集成電路塑封模具錯位、偏心問題探討
2011-08-08 10:22:54魏存晶
電子工業專用設備 2011年1期
關鍵詞:產品
魏存晶
(天水華天科技股份有限公司,甘肅天水 741000)
集成電路塑料封裝屬于電子產品后段的工藝技術,它的目的是給集成電路芯片一套組織構架,使其發揮芯片特定的功能。其封裝的目的主要體現在以下5個方面:①接通半導體芯片的電流通路;②為半導體芯片提供信號的輸入和輸出;③提供熱通路,散逸半導體芯片所產生的熱量;④提供機械支撐;⑤為芯片提供環境保護。
1 塑封模具錯位、偏心對集成電路產品的影響
由于塑封模具本身的設計精度,加工精度、引線框架的沖切精度以及材料的熱膨脹等原因,在封裝過程中容易產生產品錯位與偏心。錯位指的是半導體集成電路芯片在塑封模具封裝后,上、下塑封體的中心與載體引線框架設計中心向相反方向的偏離(見圖1);偏心指的是半導體集成電路芯片在塑封模具封裝后,上、下塑封體的中心與載體引線框架設計中心同方向的偏離(見圖2)。錯位、偏心的產品直接影響切筋工序的正常加工,如果產品錯位、偏心超標,切筋成型工位就會造成產品管腿位置貫通性分層,膠體隱形裂紋,膠體打爛等問題出現,所以說塑封模具錯位、偏心是集成電路封裝過程中常見的重要缺陷之一,也是各個封裝測試企業著重研究解決的頗為重要的問題。

圖1 相反方向偏離

圖2 同方向偏離
2 導致模具錯位、偏心的原因分析
2.1 引線框架尺寸公差
引線框架的功能是顯而易見的,首先它起到了封裝器件的支撐作用,同時防止模塑料在引線間突然涌出,為塑料提供支撐;其次它使芯片連接到基板,提供了芯片到線路板的電及熱通道。引線框架的精度是保證產品錯模的重要因素,由于引線框架沖切精度的不同,使得引線框架的各個尺寸都有公差范圍,所以引線框架本身存在公差誤差。引線框架影響產品偏心的尺寸主要有:定位孔、寬度、步距、累加步距、孔邊距等公差尺寸(見圖3)。
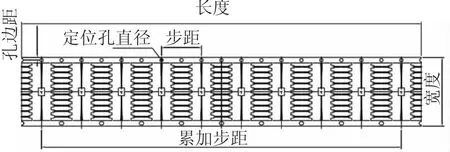
圖3 引線框架影響產品偏心的主要尺寸
引線框架材料的熱膨脹系數也會造成產品偏心。不同的材料它們的熱膨脹系數是有一定差別的,硅的熱膨脹系數是(2.3~2.6)×10-6,而環氧塑封料的熱膨脹系數為(16~20)×10-6,硅的熱膨脹系數和環氧塑封料的熱膨脹系數相差甚多,CET失配就會引起封裝模塊開裂、分層等問題。因此,根據器件的性能仔細挑選具有合適熱膨脹系數的框架材料是極為重要。合金42(鐵鎳合金)的CET為(4.0~4.7)×10-6,銅合金的 CET 在(17~18)×10-6。從上面的數據可看出,合金42的CET與芯片(表面為硅材料)的CET較為匹配,而銅合金的CET與環氧塑封料的CET較為接近。在解決了框架的粘接性問題之后,為了降低由于熱膨脹系數失配所引起的熱應力,通常人們更傾向于選擇銅合金作為框架材料。
材料熱膨脹系數的測量計算:
在這里,主要是針對引線框架的熱膨脹系數來計算。
熱膨脹系數的含義,指原材料溫度每升高1℃,單位長度內所增加的長度。

式中:a—為材料的熱膨脹系數。
Lt—為材料在T溫度時的長度(一般指高溫時的長度)。
L0—為材料在常溫時的的長度。
T—指高溫,一般我們測試時取175℃。
T0—指常溫,一般取20℃。
舉例:一種材料在20℃時長150 mm,升溫到175℃時長度為150.3 mm,求熱膨脹系數a為多少?

2.2 模具材料
包括模具型腔鑲件尺寸及受熱后熱膨脹對其的影響,理論的數據推算:
塑封模具是一種低溫熱作、多腔位、熱固性擠塑模具,其鑲件質量的優劣集中反映了模具的質量,一般來講作為鑲件,它的加工精度是保證產品錯模的最重要的因素,應具有以下技術特點:
2.2.1 基體剛性
由于模具需承擔一定的載荷,因此需具有一定的剛性,一般要求材料基體硬度在50HRC以上。
2.2.2 耐磨損性
因鑲件工作中不斷地與添加了玻璃纖維的塑料接觸和磨擦,使用條件十分苛刻,因此要保證模具壽命,鑲件應具有高耐磨性和必要的超硬性。
2.2.3 耐尺寸穩定性
封裝模具的尺寸公差為0.002~0.005 mm,為保證尺寸精度,工作中應保持尺寸穩定,一般要求在200℃、72 h時效后,前后尺寸變化值(RCD)為±10×10-6范圍內,通常這要求在熱處理工藝中通過多次深冷處理與高溫回火來保證。
2.2.4 耐腐蝕性
由于在175℃附近與塑料接觸解腐的塑料分子會對型腔有腐蝕,因而需要一定的耐腐蝕性。
2.3 型腔鑲件與引線框架的熱膨脹系數匹配計算

L模-模具型腔經熱膨脹系數匹配后的尺寸
L產-引線框架的實測長度尺寸
a產-引線框架的熱膨脹系數
a鋼-模具型腔所選鋼材的熱膨脹系數
T工作-模具正常工作時的溫度(一般取175℃)
T常溫-常溫-模具室溫時的溫度(一般取20℃)
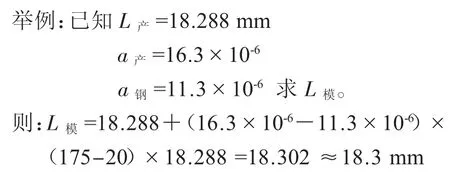
如上例:當a產小于a鋼時,假設a產=4.5×10-6

模具型腔鑲件和引線框架匹配的理論設計非常重要,如果設計存在偏差,直接會導致模具的精度達不到使用要求。
2.4 模具溫度對產品錯位和偏心的影響
因模具上、下模模溫相差較大,由實際熱膨脹量不一致,造成上下模型腔差位量,如以L3(鑲件)尺寸300 mm為例,11×10-6為材料的熱膨脹系數。
上、下模溫若相差5℃,則引起差位量:

上、下模溫若相差10℃,則引起差位量

所以模具溫度的均勻性對產品的錯位和偏心非常重要。一般模具的上下模溫要控制到±3°范圍內;同一模面的問題控制到±2°范圍內。
2.5 塑封模具設計理念中對錯位、偏心的控制方法
塑封模具在實際制造過程中,零件尺寸是無法達到理論尺寸的精確值的,而是存在一定的誤差。由于在設計時考慮到實際制造技術通過模盒定位銷釘、上下成型鑲件、模盒精定位塊、上下模溫,材料熱膨脹系數以及產品的定位方式將這個存在的誤差控制到允許的范圍內,在設計確定標注尺寸時每個尺寸有允許的公差。塑封模具設計理念一般在實際生產中產品X和Y方向偏差小于0.038 mm,因此塑封模具的偏心、錯模只能控制到一定的范圍內,而不能完全做到零對零。
2.6 塑封模具常出現錯位、偏心與哪些模具硬件有關
塑封模具在使用過程中由于定位系統的磨損,產品偏心、錯模都會出現,相關硬件有:模架精定位塊、模盒精定位塊、鑲件定位針、模盒銷釘、定位針座、型腔鑲件與模盒座的配合等。造成的原因:
(1)模架精定位、模盒精定位磨損配合間隙增大;
(2)模盒定位針與引線框架定位孔的配合間隙不合理;
(3)型腔鑲件與模盒座的無銷釘固定;
(4)清模廢料進入型腔鑲件與模盒座間隙內;
(5)模盒定位針磨損,定位針與引線框架間隙變大等。
2.7 人為因素及其它原因
在生產過程中框架在用上料裝置放在模具上后:
(1)引線框架定位孔沒有完全進入模盒定位針內,出現定位孔變形,產品偏心嚴重報廢;
(2)模具定位針斷裂,框架沒有定位。
3 如何預防模具產品的錯位、偏心
由以上原因分析每一項出現問題都會造成產品的錯位、偏心,那我們如何提前預防錯位、偏心呢?①我們必須在原材料的進料檢驗中嚴格按照我們的檢驗圖紙標準對引線框架尺寸進行檢驗,杜絕不合格的引線框架投入生產;②塑封模具制造商必須提供給我們合格的模具;③建立相關作業指導書,用正確的作業方法指導作業過程;④及時發現、反饋問題并及時處理異常。只要做好以上四點,就可以保證我們生產的產品錯位、偏心在我們所允許的公差尺寸范圍內,從而保證產品的質量,提高封裝企業的產品良率。由于在目前的技術下,塑封模具的設計精度、加工精度以及封裝引線框架尺寸公差等問題依然存在,集成電路塑封模具錯位、偏心只能向我們允許的公差范圍內向更小的公差范圍來控制,而不能完全消除。
4 結論
在集成電路封裝領域,質量是企業走向壯大的橋梁,每個環節都會影響產品的質量,塑封產品的錯位、偏心會導致產品在切筋成型后膠體出現裂紋、隱形裂紋、管腿位置貫穿性分層等質量可靠性問題,對產品的危害是致命性的,所以我們決不能掉以輕心。為了使封裝元件的質量得以保障,我們必須嚴格要求供應商保證模具的精度及質量;必須嚴把引線框架進料檢驗關;必須做好模具的維護保養工作;必須提高操作人員的技能水平,只有這樣才能在滿足自身發展和市場要求的情況下,應對封裝市場的快速變化。
未來隨著引線框架由單排向多排的不斷升級,封裝業現有的單缸模、MGP模都逐步不能夠滿足多排產品的硬件需求,所以全自動(AUTO)模的發展將是未來集成電路產品偏心和錯位保證的必然趨勢。
[1] 曹杰.集成電路塑封模具常用計算公式及方法[J].電子與封裝,2007,7(2):4-6.
猜你喜歡
現代裝飾(2022年4期)2022-08-31 01:39:32
現代裝飾(2022年3期)2022-07-05 05:55:06
物流技術與應用(2022年5期)2022-06-17 06:01:38
快樂語文(2021年36期)2022-01-18 05:48:46
金橋(2021年4期)2021-05-21 08:19:22
中國化妝品(2018年6期)2018-07-09 03:12:40
中國化妝品(2018年6期)2018-07-09 03:12:32
Coco薇(2015年1期)2015-08-13 02:23:50
汽車維修與保養(2015年6期)2015-04-17 03:31:50
玩具(2009年10期)2009-11-04 02:33:14