單筒式除氧器制造工藝研究
2011-08-16 02:43:04哈爾濱鍋爐廠有限責任公司武玉君范博
電器工業 2011年9期
哈爾濱鍋爐廠有限責任公司 武玉君 范博
引言: 我公司為某用戶生產的300MW單筒式除氧器采用的是引進技術,結構比較復雜,制造難度很大。在充分消化吸收引進技術的同時,結合我公司現有設備條件,成功生產制造了這臺除氧設備。
1、產品結構技術參數
1.1 結構
結構簡圖如圖1所示
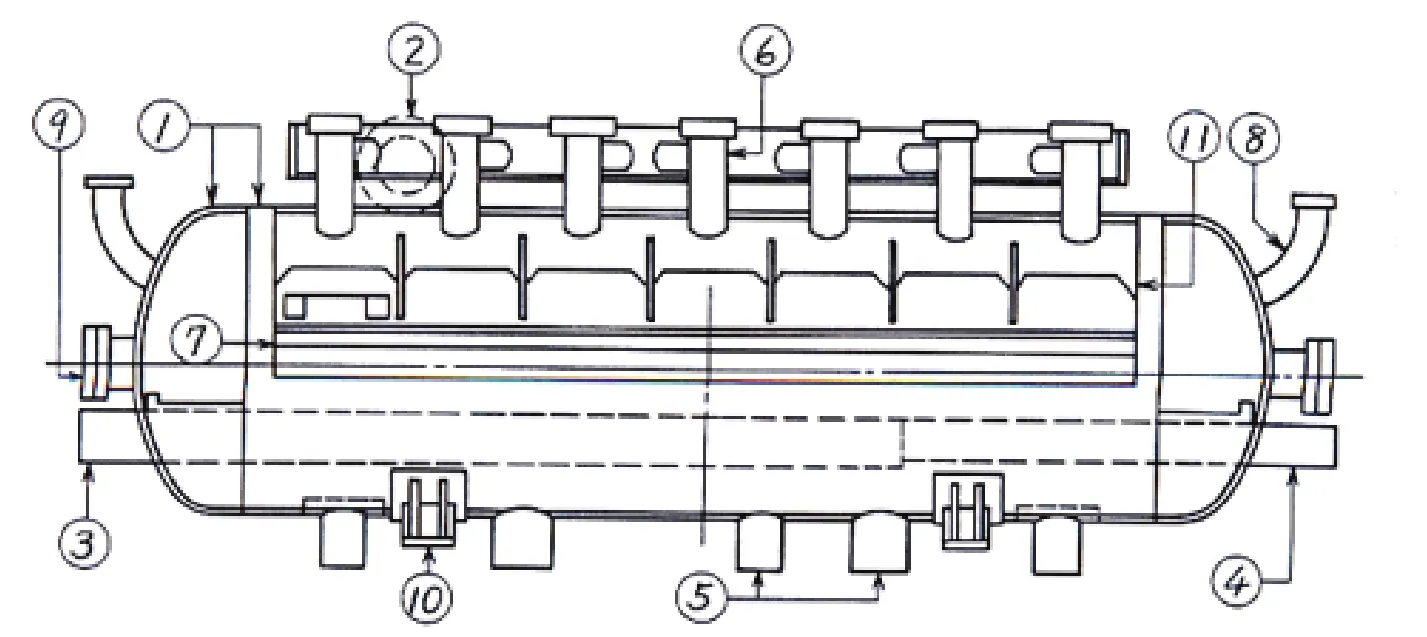
圖1 除氧器結構簡圖
1.2主要特點:
(1)在不改變設備除氧性能的前提下,將原來除氧設備由除氧器和水箱兩部分合而為一,結構更為緊湊,設備占用的空間大大縮小。單筒式除氧設備結構設計尺寸(直徑和長度)可根據特殊要求而改變。
(2)單筒式除氧設備的應用,可降低成本,提高效率,尤其是提高現場設備安裝效率。
(3)水位控制更為簡便。
(4)由于采用了彈簧噴嘴、受水箱及除氧盤等新式內件結構,從而使除氧效果更加良好和簡易。
1.3 主要設計參數及技術要求(見下表):
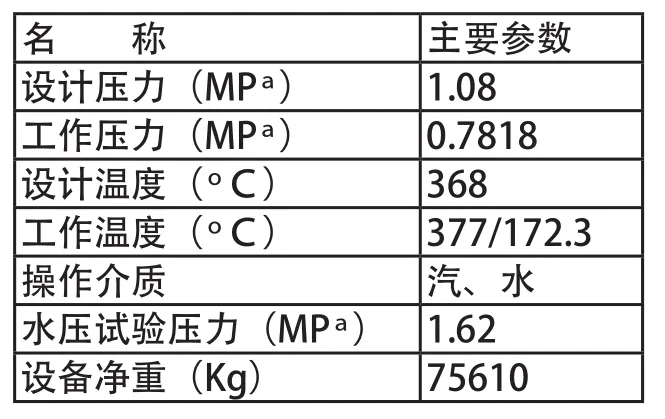
?
1.4 采用的標準及技術條件
(1)ASME法規第Ⅷ卷《壓力容器》
(2)《壓力容器安全技術監察規程》99版
(3)GB150-98《鋼制壓力容器》
(4)《電站壓力除氧器安全技術規定》
2、主要零部件制造難點及質量控制措施
2.1 左、右標準橢圓封頭
左、右標準橢圓封頭的結構特點和難點為封頭直徑大,直徑約為Di3500;壁厚薄,壁厚約為δ25mm。由于其材質為P1類材質,所以成型方法采用的是正火結合沖壓。封頭展開外徑尺寸幾乎達到D4500mm,目前國內還無法軋制如此大直徑的鋼板,所以封頭下料時采用由兩塊板拼接,焊縫修磨平滑,超聲波探傷合格后沖壓成型,封頭沖壓后,劃封頭四中心線及端部余量線,割除端部余量,并按圖割磨坡口成形,按圖和技術要求無損探傷合格后備用。
2.2 筒身
筒身展開后直徑方向尺寸達到12000mm,由于板厚較薄,運輸以及吊裝都存在難度,目前我廠采用的下料方法是2快板拼接后,按圖劃縱、環縫余量及坡口,然后利用刨邊機按圖刨加工成型。刨加工環縫坡口時,由于筒身中徑ПD中徑較大,因此需在筒身中間部位預先加工一個長度約500mm的退刀槽,然后再加工環縫坡口成形。
2.3 內件概述
單筒式除氧器內件主要包括:隔板、擋板、第一受水箱、第二受水箱、除氧盤、上圍板、下圍板、散水筒等。內件的制造主要注意以下幾個方面:
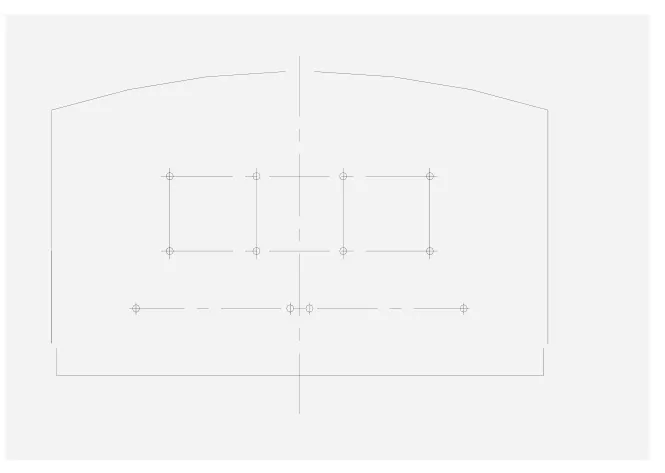
圖2 隔板簡圖
(1)控制下料精度;
(2)控制折彎精度,首件檢查及樣板檢查;
(3)受水箱體試裝及配磨;
(4)嚴格按焊接工藝要求實施焊接,控制焊接變形。
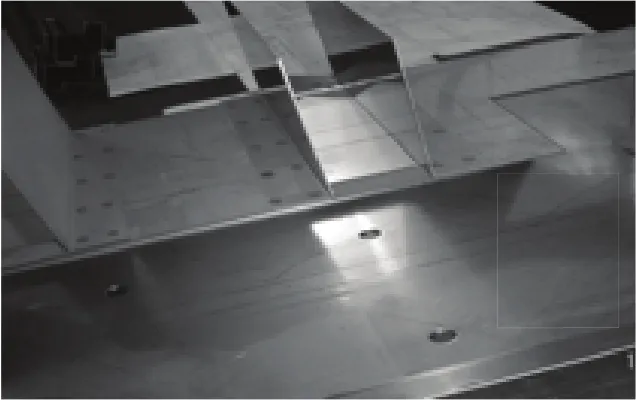
圖3 第二受水箱
2.4 噴嘴接管是單筒式除氧器中一個非常重要的零件,是除氧器的進水口,結構如圖所示。
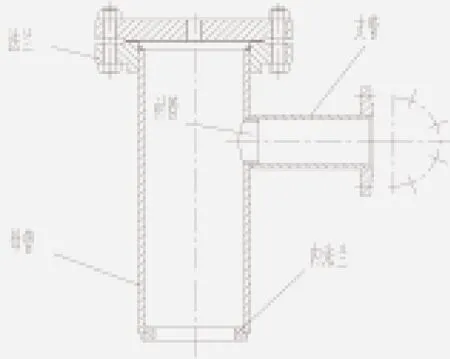
2.4.1 噴嘴接管的制造要點:
(1)噴嘴母管內壁機械加工,包括與支管連接管孔。
(2)噴嘴接管裝配時,首先將內法蘭裝焊好,試裝襯管,嚴格檢查件襯管不得深入管子內壁,同時試裝支管,要求襯管的裝配,必須保證支管裝配時與母管相垂直,試裝過程中可對襯管局部伸入母管內壁部分作局部修磨,設裝合格后將支管拆除。注意此時噴嘴接管法蘭暫不裝,因殼體技術要求中注3規定,噴嘴接管法蘭密封面要求與殼體水平截面平行,且在同一平面上,所以此法蘭待總裝時再裝配,便于調整并保證技術要求。
(3)所有焊接接頭進行PT檢測。
3、單筒式除氧器總裝工藝研究
單筒式除氧器的總裝工藝為本文的介紹重點,也是除氧器整個制造過程中的精華所在,只有把各個零部件按圖紙合理的裝焊起來,才能充分發揮各零部件的作用,實現整個設備的功能。
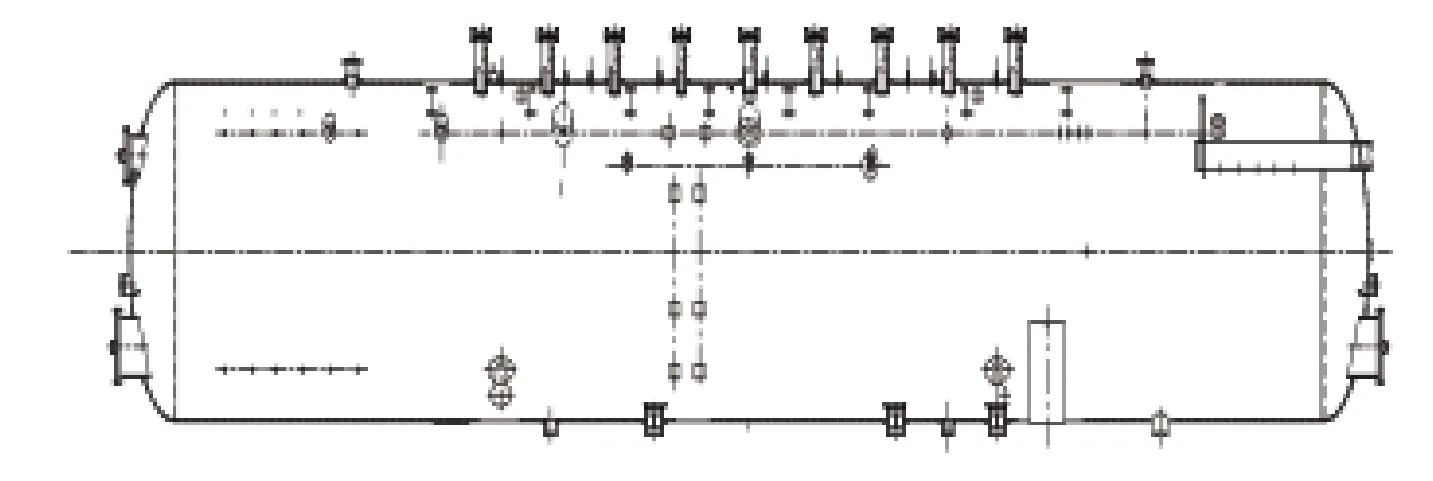
圖5 外殼簡圖
首先按圖接筒體環縫,將整個筒身裝成三大段,即中間除氧內件部分筒體為一段,左,右封頭與兩側其余筒節為左、右段。中部筒身兩敞口端加設環向外支撐環支撐,筒身內部加設防變形十字圓弧板支撐,左,右段筒身敞口端內部加設防變形十字圓弧板支撐。殼體環縫接焊成型,無損探傷合格后,按圖及拼接圖劃四中心線并引至殼體內壁,標記。此時兩端封頭組件暫不扣。將三大段筒身按圖及拼接圖拼成整體,拉筋板焊牢,按圖及拼接圖劃殼體二次線,包括孔線及內、外件裝配位置線,同時在筒身兩條總裝環縫兩側分別各劃一條距環縫中心距離為150mm環向基準線(用于三大段總裝時裝配基準),拆開。裝圓弧支座墊板,支座墊板環向自動焊,端頭手工焊妥。按圖氣割開孔及坡口并修磨成形。
3.1 管接頭裝配。
按圖裝配除氧盤內件區域,即上下圍板區域及附近的管接頭和加強板等附件,因為當隔板、上下圍板裝焊后,若此區域內的管接頭后裝,受空間尺寸影響,管接頭內側焊接及返修空間條件不好,影響焊接質量。并且筒身靠近兩側封頭環縫附近區域的管接頭若先裝焊,則滾輪架擺放受限制,同時封頭環縫附近的管接頭裝配伸出高度,受廠內環縫焊機操作平臺升起高度的限制,必須在封頭環縫焊接結束后再裝焊。管接頭焊后無損檢查,加強板作氣密性檢漏試驗。拆除內支撐,修磨焊疤MT,此時敞口側外支撐暫不拆除。
3.2 內件裝配,內件裝配可參考下圖進行。
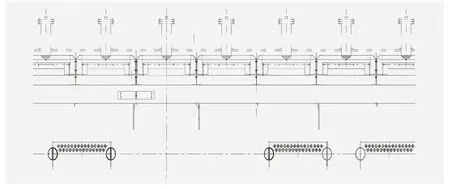
圖6 內件示意圖
按圖及位置線裝配隔板,首先裝中隔板,然后以中隔板為基準,向兩邊依次裝配其余隔板,裝配隔板的同時要試裝受水箱體及散水桶,確保受水箱裝配精度及隔板間距尺寸要求;按圖裝兩側上、下圍板及支撐角鋼、橫梁及附件等,包括除氧盤擋板聯接用角鋼,試裝除氧盤擋板,試裝受水箱體,除氧盤模塊等包括附件;保證除氧盤可在下圍板角鋼滑道中靈活滑動,并保證能夠裝配水平度要求。全部試裝結束并合格后,點焊牢全部,將受水箱及散水桶編號標記,并拆下。焊妥內部支撐框架及圍板等,打磨并按圖無損檢查。按圖裝焊防沖擊裝置;按圖裝內部平臺、柵架及扶梯等。
3.3 將所有人孔無法進入的內件先運放于殼體內,并點焊牢固在殼體內壁上,不允許殼體滾動時脫落。接左右兩大段筒體組件,點焊并手工焊打底焊,拆除拉筋及防變形支撐環,打磨焊疤,MT。環縫焊接妥,無損探傷合格。
3.4 按圖裝焊剩余全部管接頭及其附件,包括加強板。無損探傷合格并氣密性檢查。
3.5 按圖裝配彈簧噴嘴接管,并試裝給水母管,試裝合格后將給水母管組件拆下,焊妥彈簧噴嘴接管,焊妥給水母管中管接頭法蘭,無損探傷合格。
3.6 裝焊支座。
3.7 裝妥水壓封蓋,裝焊好水壓端蓋
3.8 按圖水壓試驗,放盡積水。
3.9 按圖裝配受水箱及散水盤等內件,裝配好除氧盤擋板,把緊。
3.10 清理、油漆,包裝發貨。
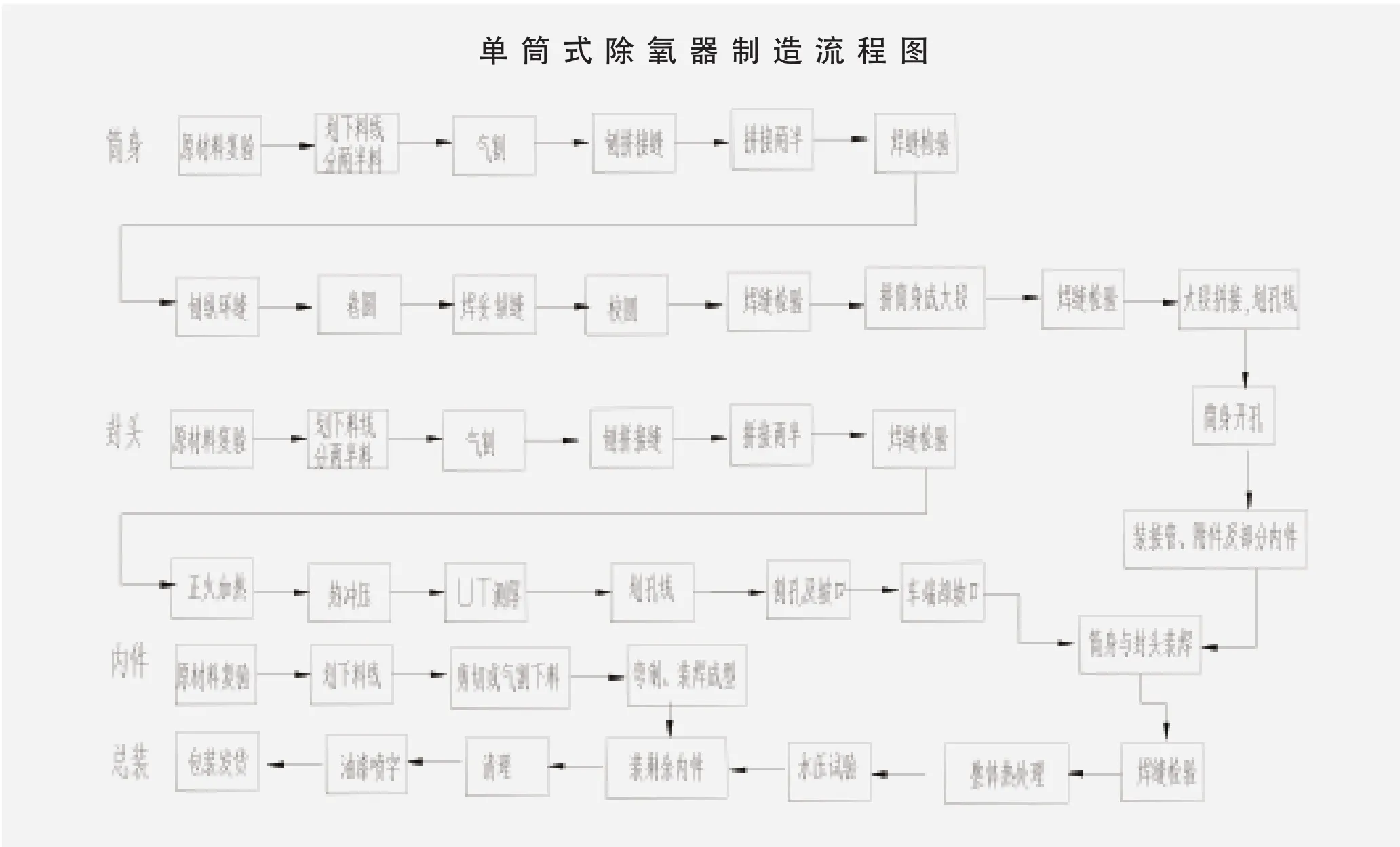
總裝的順序可以參考工藝流程圖
4、總裝注意事項
4.1 筒身及封頭裝配前裝焊好防變形支撐;
4.2 受水箱、散水筒及除氧盤模塊與相應部件試裝。
5、結論
采用上述制造工藝,為用戶制造的除氧設備目前運行性能、除氧性能良好。由于除氧器結構很復雜,所以不可能介紹的極為詳盡,但是通過上述制造工藝的研究與介紹,對類似產品的生產與制造可以提供大量寶貴的經驗與技術。
