超高強鋼焊接接頭CTOD評定的概率方法*
2011-09-25 07:51:20冷曉暢劉占國苗張木
武漢理工大學學報(交通科學與工程版) 2011年5期
冷曉暢 陳 剛 馬 濤 劉占國 苗張木
(武漢理工大學交通學院1) 武漢 430063) (上海外高橋造船有限公司2) 上海 200137)
0 引 言
從20世紀40年代起,世界多個國家先后發生大型焊接結構的脆性破壞事故.焊接結構的韌度問題引起世界各國的高度重視.近年來,海洋石油開發的重點不斷向深海轉移,跨海大橋也不斷向深水區域延伸,跨度越來越大.海洋平臺與跨海大橋等海洋結構趨于大型化和高強化.大尺寸高強鋼的焊接對焊接技術提出了更高的要求.大尺寸高強鋼焊接接頭的韌度問題更加突出[1].
本文對某大型結構的焊接接頭進行了低溫(-10℃)CTOD韌度試驗,并對其進行了韌度評定.評定中,針對超高強鋼焊接接頭CTOD值離散性大的特點,提出了CTOD韌度評定的概率方法.同時,還綜合考慮了CTOD試驗結果與焊接接頭的金相組織特征,對超高強鋼焊接接頭的CTOD允許值提出了新的觀點和建議.為超高強鋼焊接接頭的CTOD韌度評定開拓了新的思路.
1 焊接接頭的CTOD試驗
1.1 焊接材料與焊接工藝
母材為EQ70,板厚60mm.由日本住友金屬工業株式會社鹿島制鐵所提供,供貨狀態為調質態.焊材是由美國Lincoln Smitweld B.V.公司提供的Conarc 80焊條,等級為AWS A5.5:E11018M-H4.母材及焊條的化學成分見表1.

表1 母材與焊條的化學成分(質量分數)
焊接接頭的形式為對接焊縫,等角K形坡口.K形坡口的直角邊垂直于試板平面.采用手工電弧焊進行多層多道焊接.預熱溫度70℃,焊后保溫(210~230℃)/1h.分別采用2種不同焊接工藝參數(A,B)焊成2批焊接接頭,焊接工藝參數A、B均見表2.

表2 焊接工藝參數A,B
CTOD試樣包括熔合線試樣與焊縫中心試樣兩種類型.其中,工藝參數A下熔合線試樣及焊縫中心試樣均為3個,工藝參數B下熔合線試樣及焊縫中心試樣分別為7個和6個.
1.2 試驗過程與試驗結果
CTOD試驗采用直三點彎曲試樣.試樣截面采用2B×B型.切口取向為NP方向.其中,N為垂直于焊縫方向,P為平行于焊縫方向.機械加工后,標準試樣的實際厚度為52mm.熔合線與焊縫中心處的屈服強度σs、彈性模量E及泊松比μ均按照規范《金屬材料室溫拉伸試驗方法》[2]由試驗測得.試驗結果見表3.

表3 熔合線與焊縫中心處的屈服強度與彈性常數
試樣制備、疲勞裂紋預制及試驗過程均嚴格按照規范 BS7448Part1[3]與 BS7448Part2[4]進行.CTOD值δ按照下式計算
式中:δ為裂紋尖端張開位移(CTOD);F為施加載荷;S為試樣跨度;B為試樣厚度;W 為試樣寬度;a0為預制疲勞裂紋長度;f為三點彎曲試樣a0/W 的函數;μ為泊松比;E為彈性模量;σs為材料的屈服強度;VP由F-V曲線圖測得;Z為刀口厚度(本文試驗取Z=0).
CTOD試驗結果見表4.
按照規范BS7448Part2與Offshore Standard DNV-OS-C401對CTOD試樣進行有效性檢驗.檢驗結果為全部有效.

表4 焊接工藝A,B焊接接頭試樣的CTOD值
2 焊接接頭CTOD值的離散性
表4中最大的CTOD值為0.248mm,最小值僅為0.049mm.整體來看,CTOD值具有明顯的離散性.為了對其離散性進行量化并便于比較,分別計算了各組試樣的均值、標準差及離散系數.其中離散系數為標準差與均值的比值,表征了離散性的大小.統計結果見表5.
表5 各組試樣CTOD值的統計結果
本試驗所依據的規范中只對焊接接頭CTOD試樣取樣數量作了一般規定,而沒有對熔合線試樣與焊縫中心試樣作分別的討論.由表5知,熔合線試樣與焊縫中心試樣CTOD值的離散系數明顯不同,前者約是后者的2倍.因此,兩種試樣取相同數量的做法是不科學的.對于離散性更大的熔合線試樣,取樣數量應比焊縫中心試樣的更多.
3 CTOD韌度評定的概率方法
CTOD韌度評定時,若實測的CTOD值不小于允許值,視為合格.但當CTOD值的離散性較大時,若用最小CTOD實測值和允許值比較,有可能造成焊接接頭的韌度儲備過高,雖然安全,卻不經濟;若用試驗測得的平均CTOD值和允許值比較,雖然經濟,但安全系數卻降低了.利用概率方法進行評定,可以更合理地協調安全性與經濟性[5].
所謂CTOD韌度評定的概率方法,即將一組實測CTOD值的均值與允許值比較,當均值不小于允許值時,將允許值作為某個置信水平的置信區間下限值,在該置信水平下,視為合格.置信水平由設計生產的實際需要確定.
文獻[6]假設X65管線鋼焊接接頭的CTOD值近似服從正態分布,并通過柯爾莫哥洛夫-斯米爾諾夫檢驗方法,證明了假設是合理的.按照該檢驗方法,對本文中的CTOD值進行檢驗,發現EQ70海洋結構用鋼的焊接接頭CTOD值也服從正態分布.
對于本文試驗,假設取CTOD允許值為0.10 mm.按照上述概率方法進行評定.以工藝B熔合線試樣為例.其均值為0.126mm>0.10mm.取允許值0.10mm為某置信水平的置信區間下限值,則置信區間為(0.100,0.152).置信水平按照下式計算
式中:ˉX為樣本均值;σ為樣本標準差;n為樣本數量;α為標準正態分布的上分位點(在zα/2已知時,可查表求得);為實測CTOD值的均值;δmin為CTOD允許值.
經計算得,α=0.27.故實測CTOD值落在該置信區間的置信水平為1-α=73%.根據標準正態分布的對稱性特點,該置信區間以外,有一半分布在該置信區間上限值以上區間.也即該置信區間以外的一半分布在允許值δmin以上.因此,CTOD實測值分布在允許值以上區間的置信水平為(1-α)+α/2,即1-α/2.所以,在要求置信水平不低于1-α/2=86.5%時,該組試樣為合格.CTOD韌度評定的概率方法見圖1.

圖1 概率方法評定原理
采用概率方法對表4中4組CTOD值進行評定,結果見表6.
表6 CTOD評定合格的置信水平
由于工藝A焊縫中心試樣CTOD值的均值小于允許值0.10mm,故不進行概率計算.為了評價焊接工藝,需綜合考慮焊接接頭的熔合線試樣與焊縫中心試樣.由此可見,按照概率方法對該焊接接頭進行CTOD韌度評定的結果為:工藝A焊接接頭的熔合線試樣在要求置信水平不高于94.6%時,為合格,工藝B焊接接頭的熔合線和焊縫中心試樣在要求置信水平分別不高于86.5%和98.9%時,為合格.
4 CTOD允許值的確定
用CTOD韌度指標評價焊接接頭時,首先要確定一個CTOD允許值,然后將試驗測得值與允許值進行比較.若實測值不小于允許值,則可視為合格,或認為具有足夠的韌度.國際上已較多運用CTOD試驗評定焊接接頭的韌度,并在有關規范中明確規定了焊接接頭CTOD允許值δmin.但各國規范給出的CTOD允許值并不一致.英國規范BS6235要求按BS6493方法計算焊接接頭的δmin.例如對板厚為50mm,屈服點強度值為360 MPa的鋼,若設計應力為屈服點強度值的1/2,應力集中系數為2時,計算得出焊態下的δmin為0.24mm.挪威規范Offshore Standard DNV-OSC401給出的焊接接頭δmin為0.15mm.甚至有些國際規范沒有明確給出δmin,國內有關規范也較少規定焊接接頭的δmin.
在工程應用中,首先確定焊接接頭的CTOD允許值δmin,對于CTOD韌度評定是十分重要的.以上試驗結果表明,不管是按照英國規范給出的δmin,還是按照挪威規范給出的δmin,對這2種焊接接頭進行CTOD韌度評價時,韌度都較低.
為了尋找這兩種焊接接頭韌度較低的原因,對這兩種焊接接頭進行了金相試驗.發現這兩種焊接接頭的正火區、過熱區及焊縫區組織均為韌塑性良好的回火索氏體、回火貝氏體或針狀鐵素體組織.金相照片見圖2.
為什么韌性良好的組織的CTOD值還是不能滿足以上兩種規范的要求呢?考慮到以上規范制定年代較早,一般以360~460MPa的普通高強鋼為對象.而本文中的鋼板及焊接接頭的屈服強度均超過了700MPa.建造企業及鋼板生產企業均表示,已有近30a沒有遇到對這種級別的超高強鋼進行CTOD韌度試驗和評定.因此,以上規范給出的CTOD允許值δmin,在對這種超高強鋼進行CTOD韌度評定時,可能存在一定的局限性.建議對這種屈服強度在700MPa以上的高強鋼進行CTOD韌度評定時,CTOD允許值δmin應適當降低.
文獻[7]利用結構應力集中區域產生脆性斷裂的研究結果,提出了CTOD允許值的計算公式,并指出冰冷海域使用的結構材料該值達到0.10mm以上即可.本試驗中絕大部分試樣的CTOD值都在0.10mm以上.參照本文的試驗結果及焊接接頭的金相組織特征,建議屈服強度在700MPa以上的超高強鋼厚板焊接接頭的CTOD允許值δmin可以取0.10mm.
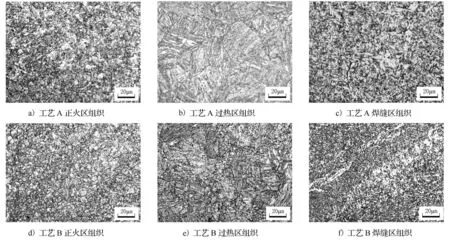
圖2 焊接工藝A,B焊接接頭各區域金相組織
5 結 論
1)對CTOD試驗結果的統計分析表明,焊接接頭CTOD值存在明顯的離散性,且熔合線試樣CTOD值的離散系數約是焊縫中心試樣的2倍.建議熔合線試樣取樣數量應比焊縫中心的稍多.
2)提出CTOD韌度評定的概率方法.認為CTOD韌度評定單一依靠有限樣本CTOD值的方法,存在一定的局限性.通過有限樣本CTOD值服從的分布規律,利用置信水平評價整體樣本的合格程度更為科學.
3)結合高強鋼焊接接頭的組織特征及CTOD值的統計規律,提出了適用于700MPa以上超高強鋼焊接接頭的CTOD允許值.將CTOD允許值的確定與焊接接頭的強度級別聯系起來.不同強度級別焊接接頭的CTOD值應區別對待.這種觀點突破現有規范中統一取值的局限性.同時也是對CTOD韌度評定技術的一種細化.
4)運用概率方法對EQ70(60mm)焊接接頭進行CTOD韌度評定.評定結果為:工藝A焊接接頭的熔合線試樣在要求置信水平不高于94.6%時,為合格,工藝B焊接接頭的熔合線和焊縫中心試樣在要求置信水平分別不高于86.5%和98.9%時,為合格.
5)本文中超高強鋼焊接接頭CTOD試驗值的概率評定是基于正態分布的,而超高強鋼焊接接頭CTOD試驗值的分散性很大,試驗測得值并不僅僅服從正態分布,運用單一的正態分布不能全面的評定其試驗值,還需要考慮其他的分布規律.同時在評定試驗結果時存在一定的概率范圍,工程中多大概率滿足需求還需要進一步討論.
6)超高強鋼焊接接頭的韌度往往比普通高強鋼焊接接頭的韌度更低.但焊接接頭的韌度與屈服強度存在怎樣的數學關系,還不明確.那么對于700MPa以上等級的超高強鋼,CTOD允許值究竟應該取多大?本文只針對EQ70(60mm)焊接接頭的CTOD值與微觀組織特征,提出屈服強度在700MPa以上的超高強鋼厚板焊接接頭的CTOD允許值δmin可以取0.10mm.對于與本文中同強度等級的其他超高強鋼種,以及比本文更高強度等級的超高強鋼種,0.10mm是否還適用還需進行更多的試驗來確定.
[1]余 立,苗張木,馬 濤,冷曉暢.海洋工程用鋼疲勞壽命與CTOD值關系的研究[J].武漢理工大學學報:交通科學與工程版,2010,34(2):323-327.
[2]中國國家質量監督檢驗總局.金屬材料室溫拉伸試驗方法GB/T228-2002[S].北京:中國標準出版社,2002.
[3] British Standard Institution.BS7448Part1:1991.Method for determination of KIc,critical CTOD and critical J values of metallic materials[S].British Standard Institution,1991.
[4]British Standard Institution.BS7448Part2:1997.Method for determination of KIc,critical CTOD and critical J values of welds in metallic materials[S].British Standard Institution,1997.
[5] Det Norske Veritas.Offshore Standard DNV-OSC401:Fabrication and Testing of Offshore Structures[S].Det Norske Veritas,2008.
[6]金曉軍,霍立興,張玉鳳,李曉巍,曹 軍.X65管線鋼焊縫金屬斷裂韌度的統計分布研究[J].焊管,2003,26(1):11-14.
[7]矢島浩,多田益男,梶本勝也,縄田卓生,野田俊介.大型構造物の損傷例とその教訓[J].西部造船會會報,1986(72):335-229.
猜你喜歡
北部灣大學學報(2022年1期)2022-06-22 04:58:38
北部灣大學學報(2022年2期)2022-06-21 11:44:36
現代儀器與醫療(2021年4期)2021-11-05 08:25:08
建材發展導向(2021年6期)2021-06-09 05:57:08
北部灣大學學報(2021年4期)2021-04-28 08:01:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
