冒口保溫性能的數(shù)值模擬計(jì)算
2011-09-25 11:27:00黎雅茹劉建紅張亞才
大型鑄鍛件 2011年5期
關(guān)鍵詞:工藝
許 諾 黎雅茹 劉建紅 田 濤 張亞才
(天津重型裝備工程研究有限公司,天津300457)
鑄件的澆冒口系統(tǒng)對(duì)于獲得沒有縮孔縮松的優(yōu)質(zhì)鑄件來說是至關(guān)重要的,其中冒口的補(bǔ)縮作用更是重中之重。然而到目前為止,可以說鑄造行業(yè)中大多數(shù)鑄造工藝設(shè)計(jì)仍然是以經(jīng)驗(yàn)為基礎(chǔ)的,冒口系統(tǒng)的計(jì)算都是基于模數(shù)法和經(jīng)驗(yàn)公式[1]。冒口太大,既延長了凝固時(shí)間,又浪費(fèi)鋼水,增加成本;而冒口太小,則無法很好的進(jìn)行補(bǔ)縮,容易造成縮孔縮松缺陷。隨著計(jì)算機(jī)輔助技術(shù)的發(fā)展和鑄造材料的發(fā)展,鑄造過程數(shù)值模擬技術(shù)的應(yīng)用和冒口保溫材料的應(yīng)用也越來越廣泛[2,3]。本文采用德國鑄造數(shù)值模擬軟件MAGMA,結(jié)合冒口保溫材料進(jìn)行了冒口保溫性能的鑄造CAE分析,其結(jié)果數(shù)據(jù)可用于對(duì)實(shí)際生產(chǎn)進(jìn)行指導(dǎo)和參考。
1 鑄件及材料數(shù)據(jù)
本文選擇軋機(jī)機(jī)架作為模擬計(jì)算的鑄件,主要是考慮其工藝方案較為成熟,結(jié)構(gòu)簡單,利于比較冒口變化所帶來的影響。機(jī)架主要尺寸為8 675 mm×2 940 mm×620 mm。材質(zhì)為ZG230-450,凈重82 400 kg。幾何結(jié)構(gòu)如圖1所示。
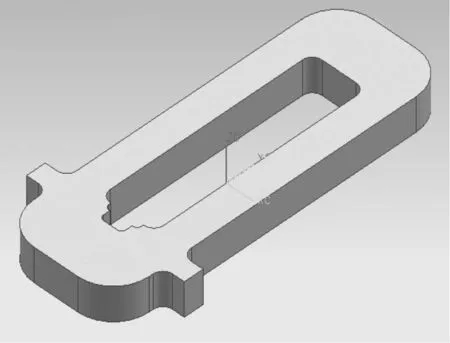
圖1 鑄件幾何結(jié)構(gòu)圖Figure 1 The geometry of casting
鑄造數(shù)值模擬技術(shù)所得到結(jié)果的準(zhǔn)確性在很大程度上取決于鑄造材料和邊界條件的準(zhǔn)確性。本文模擬用高溫?zé)嵛镄圆牧蠑?shù)據(jù)是根據(jù)生產(chǎn)實(shí)際測(cè)試和經(jīng)驗(yàn)資料綜合所得,能夠較為準(zhǔn)確的反映材質(zhì)特性。其中砂型為呋喃樹脂砂,保溫磚為ISO系列冒口保溫磚,覆蓋劑為ISO型覆蓋劑。ISO系列冒口保溫磚和覆蓋劑具有密度低,導(dǎo)熱系數(shù)小,不與金屬反應(yīng)等特點(diǎn),其中覆蓋劑具有發(fā)熱功能,在金屬粉氧化放熱完成后,會(huì)與覆蓋劑中其他物質(zhì)化合形成一種多孔的硬質(zhì)層,這層硬質(zhì)層不會(huì)隨著液態(tài)金屬收縮導(dǎo)致冒口中的液面下降而損壞,因此在整個(gè)鑄件的凝固過程中,覆蓋劑都會(huì)一直起到保溫作用。
鑄件澆注溫度為1 550℃,其主要高溫?zé)嵛镄詳?shù)據(jù)有導(dǎo)熱系數(shù)、比熱、密度等,其中液相線以上密度取值7.3 g/cm3,固相線以下密度取值7.8 g/cm3,導(dǎo)熱系數(shù)和比熱分別如表1和表2所示。

表1 導(dǎo)熱系數(shù)Table 1 Coefficient of heat conductivity

表2 比熱Table 2 Specific heat

圖2 鑄件-砂型界面換熱系數(shù)Figure 2 Coefficient of heat transfer between casting and sand mould
鑄件的凝固過程是一個(gè)由液相轉(zhuǎn)變?yōu)楣滔嗟膹?fù)雜過程,貫穿這一過程始終的是熱量的傳遞和傳導(dǎo)。其方式主要有輻射、對(duì)流和熱傳遞等,本文結(jié)合生產(chǎn)實(shí)際和經(jīng)驗(yàn)設(shè)定了鑄件和砂型的界面換熱系數(shù),并利用軟件設(shè)置考慮了對(duì)流和高溫輻射作用,其界面換熱系數(shù)如圖2所示。
2 冒口工藝設(shè)計(jì)及初步數(shù)值計(jì)算
根據(jù)鑄造工藝原理,本文鑄件采用兩種冒口形式,分別為在兩頭較為厚大的部位采用較大冒口,機(jī)架立柱中部采用較小的冒口。兩冒口中間則在底部放置外冷鐵,形成人為末端冷卻區(qū),增加冒口補(bǔ)縮距離。冒口設(shè)計(jì)原則采用模數(shù)法。
M件=V件/S件
(1)
M冒=V冒/S冒
(2)
M冒=ζM件
(3)
其中,M表示模數(shù),V表示體積,S表示表面積,ζ為保險(xiǎn)系數(shù),通常取值為1.1~1.2。當(dāng)冒口模數(shù)大于鑄件模數(shù)時(shí),表明冒口凝固時(shí)間晚于鑄件,從而實(shí)現(xiàn)了由冒口向鑄件的補(bǔ)縮作用。根據(jù)公式(1)計(jì)算所得該機(jī)架兩端頭模數(shù)M1=243 mm,中間部位的模數(shù)M2=210 mm。因此取保險(xiǎn)系數(shù)ζ=1.2,根據(jù)公式(3)所得到的冒口對(duì)應(yīng)的模數(shù)M11=292 mm,M21=252 mm。然后根據(jù)經(jīng)驗(yàn)計(jì)算使得冒口滿足相應(yīng)的補(bǔ)縮距離,并且滿足公式(2),從而得到端頭冒口尺寸為1 700 mm×1 300 mm×1 450 mm,中間冒口尺寸為?1 200×1 450 mm。具體形狀如圖3所示。

圖3 冒口幾何尺寸Figure 3 Dimension of riser
MAGMA軟件采用有限差分方法,對(duì)于凝固計(jì)算來說具有先天的優(yōu)勢(shì),并且采用六面體網(wǎng)格格式,網(wǎng)格劃分簡單,易于控制,從而使得計(jì)算結(jié)果精度較高,且耗費(fèi)時(shí)間相對(duì)較短。
根據(jù)以上冒口工藝計(jì)算,我們利用MAGMA軟件進(jìn)行了初步的溫度場數(shù)值模擬計(jì)算。首先采用工藝計(jì)算冒口,不放置保溫板和覆蓋劑,得到如圖4(計(jì)算1)所示的縮孔分布狀態(tài)。
從圖4(計(jì)算1)可以看出,整個(gè)鑄件除冒口下以外沒有出現(xiàn)任何縮孔,說明工藝設(shè)計(jì)是基本合理的。所有冒口的收縮呈現(xiàn)V型,在兩邊端頭處冒口內(nèi)的鋼液甚至已經(jīng)收縮至鑄件中,在冒口下出現(xiàn)了局部縮孔;中間冒口的收縮雖然沒有這么嚴(yán)重,但也幾乎到了鑄件的上表面。想要獲得合格鑄件,只有增大冒口模數(shù),但是通過增大尺寸來增加模數(shù)將要浪費(fèi)更多的鋼水,增加成本,因此我們考慮通過添加保溫材料來變相地增大模數(shù)的方法。

圖4 縮孔分布狀態(tài)圖(計(jì)算1)Figure 4 Distribution of shrinkage cavity (simulation 1)

圖5 縮孔分布狀態(tài)圖(計(jì)算2)Figure 5 Distribution of shrinkage cavity (simulation 2)

圖6 縮孔分布狀態(tài)圖(計(jì)算3)Figure 6 Distribution of shrinkage cavity (simulation 3)
圖5(計(jì)算2)是添加了覆蓋劑,但沒有使用保溫磚的縮孔分布狀態(tài),可以看出在整個(gè)鑄件內(nèi)均沒有出現(xiàn)任何的縮孔,而冒口內(nèi)鋼液的收縮并沒有進(jìn)入到鑄件內(nèi),但是兩端頭冒口最后收縮處距鑄件上表面的安全距離也非常小,中間部位的安全距離則比兩邊稍大,這也與兩端頭比中間部位更厚大相符合,冒口收縮形狀明顯地出現(xiàn)過度,呈現(xiàn)螺釘型。這一結(jié)果說明添加覆蓋劑起到了一定作用。
然后我們又考慮了同時(shí)添加覆蓋劑與保溫板,但不改變冒口尺寸的情況。得到了如圖6(計(jì)算3)所示的結(jié)果。
從圖6(計(jì)算3)的縮孔分布狀態(tài),可以看出該結(jié)果不僅在整個(gè)鑄件內(nèi)沒有出現(xiàn)任何的縮孔,而且冒口內(nèi)鋼液收縮后的安全距離非常大,中間的安全距離比端頭處更大,其收縮出現(xiàn)了鋼液沿冒口整體收縮一部分距離后再呈現(xiàn)螺釘型的狀態(tài),這充分說明了在不改變冒口尺寸的條件下,同時(shí)添加保溫板和覆蓋劑后冒口的補(bǔ)縮作用得到了非常明顯的加強(qiáng)。
3 改變冒口尺寸的模擬計(jì)算
根據(jù)計(jì)算3的結(jié)果,該工藝冒口通過添加保溫磚和覆蓋劑后冒口內(nèi)收縮的安全距離比較大,因此我們考慮對(duì)減小冒口尺寸的方案進(jìn)行嘗試,以期在保證鑄件質(zhì)量的前提條件下盡可能地獲得更小尺寸的冒口,從而更大程度地降低成本。
第一方案:所有冒口周圍尺寸減小100 mm,高度尺寸減小100 mm。從而端頭冒口尺寸變?yōu)? 500 mm×1 100 mm×1 350 mm,中間冒口尺寸變?yōu)?1 000 mm×1 350 mm。
第二方案:所有冒口周圍尺寸減小200 mm,高度尺寸減小100 mm。從而端頭冒口尺寸變?yōu)? 300 mm×900 mm×1 350 mm,中間冒口尺寸變?yōu)?800 mm×1 350 mm。
第三方案:所有冒口周圍尺寸減小200mm,高度尺寸減小200mm。從而端頭冒口尺寸變?yōu)? 300×900×1 250 mm,中間冒口尺寸變?yōu)?800 mm×1 250 mm。
第四方案:所有冒口周圍尺寸減小200 mm,高度尺寸減小300 mm。從而端頭冒口尺寸變?yōu)? 300 mm×900 mm×1 150 mm,中間冒口尺寸變?yōu)?800 mm×1 150 mm。
如上所示,我們制定了多種方案分別進(jìn)行溫度場的數(shù)值模擬計(jì)算,并選擇端頭收縮最嚴(yán)重的冒口進(jìn)行定量分析,從而獲得了更為詳盡的數(shù)據(jù)。
圖7表示的是各個(gè)方案端頭冒口最終收縮的狀態(tài),每一方案冒口均給出了兩個(gè)尺寸,上面的尺寸表示的是冒口整體收縮的高度,下面的尺寸表示的是收縮最低處距鑄件上表面的安全距離。從各方案冒口的收縮狀態(tài),可以很清楚地看出,在使用冒口保溫磚和覆蓋劑以后,以上四種方案均可以得到?jīng)]有任何縮孔的合格鑄件,其差別在于冒口收縮狀態(tài)及利用效率。隨著冒口尺寸的減小,各冒口內(nèi)鋼液的收縮均為沿冒口整體收縮一定距離后再呈U型的情況。在前三個(gè)方案中,整體收縮的距離隨冒口尺寸和高度的減小而增加,但增加值呈遞減趨勢(shì),至第三方案,整體收縮距離達(dá)到最大值,當(dāng)冒口高度進(jìn)一步降低時(shí),整體收縮距離如第四方案所示不升反降。這說明在冒口尺寸的減小過程中,整體收縮距離存在最大值,并不可能無限增大。而安全距離則是呈現(xiàn)出冒口尺寸越小,安全距離越小的狀況,控制好安全距離則能獲得最合理有效的冒口。

圖7 各方案冒口收縮圖Figure 7 Shrinkage of various risers
表3給出了各個(gè)方案冒口的一些情況,由該表可以看出,各個(gè)方案在冒口模數(shù)和質(zhì)量方面均比按照模數(shù)法設(shè)計(jì)的原始工藝冒口小很多,特別是第四方案,其冒口模數(shù)為原始工藝冒口模數(shù)的0.76倍。換句話說,在冒口尺寸完全相同的情況下,使用保溫材料以后的冒口模數(shù)相當(dāng)于不使用的1.31倍。同時(shí),一個(gè)冒口的質(zhì)量還比原始工藝冒口減少了11.19 t,減少量相當(dāng)于原始冒口的57%。若采用該工藝方案冒口,則能夠在獲得合格鑄件的基礎(chǔ)上極大地提高收得率,降低成本。

表3 各方案冒口情況Table 3 Parameter of various risers
4 結(jié)論
通過數(shù)值計(jì)算發(fā)現(xiàn)使用保溫材料很好地改善了鑄件冒口的收縮情況,得到了合格鑄件,并且同時(shí)使用覆蓋劑和保溫磚效果更好。同時(shí)使用覆蓋劑和保溫磚等效于變向增加了冒口的模數(shù),其模數(shù)相當(dāng)于相同尺寸不使用保溫材料冒口模數(shù)的1.31倍,冒口減重量約為57%,能夠在獲得合格鑄件的基礎(chǔ)上極大地降低成本。
[1] 李培耀,俞正江.鑄造冒口計(jì)算機(jī)輔助設(shè)計(jì)新算法.鑄造,2008(6):589-591.
[2] 肖榮存,陳立亮,等.鑄造冒口CAD設(shè)計(jì)模塊的研究開發(fā).特種鑄造及有色合金,2000(1):42-44.
[3] 楊大春,葛新梅.鑄鋼件保溫冒口的計(jì)算方法和應(yīng)用.熱加工工藝,2001(3):71-72.
猜你喜歡
中國特種設(shè)備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52