軸承鋼環(huán)件軋制端面凹坑與折疊缺陷原因分析
2011-09-26 00:46:38劉小剛吳永安榮繼祥袁洪虎項春花
大型鑄鍛件 2011年1期
關鍵詞:變形
劉小剛 吳永安 宋 捷 榮繼祥 袁洪虎 項春花
(貴州航宇科技發(fā)展有限公司,貴州550081)
軋制是用環(huán)形毛坯在旋轉(zhuǎn)的模具中進行成形的一種特種成形工藝。其特點是借助軋環(huán)機和軋制孔型使環(huán)件產(chǎn)生連續(xù)局部塑性變形,可在低載荷下實現(xiàn)壁厚減小、直徑擴大和截面輪廓成形。由于其節(jié)材、節(jié)能等一系列優(yōu)點而被廣泛用于航空、航天、石油、化工等行業(yè)中。軋環(huán)變形中,金屬流動規(guī)律復雜,因而其軋制缺陷也是多種多樣。本文重點介紹了軸承鋼在軋制過程中端面凹坑與折疊缺陷產(chǎn)生的原因及防止措施。
1 軸承鋼材料性能
本文以3311MPP材料為例,3311MPP是美國的滲碳軸承鋼,類似于我國G20Cr2Ni4材料。該材料滲碳后表面有相當高的硬度,很好的耐磨性和接觸疲勞強度,同時心部保留有良好的韌性,能耐強烈的沖擊負荷,一般用于承受沖擊負荷的大型軸承。具體化學元素含量如表1所示。

表1 3311 MPP材料化學成分(質(zhì)量分數(shù),%)Table 1 The chemical composition of 3311 MPP material (mass fraction, %)
2 端面凹坑和折疊產(chǎn)生難易程度與鍛件結構的關系
通過生產(chǎn)現(xiàn)場的實際跟蹤和數(shù)據(jù)統(tǒng)計分析,鍛件端面產(chǎn)生凹坑和折疊的難易程度與鍛件結構存在著一定的聯(lián)系,大致關系如表2所述。
由表2可知,壁厚處于50 mm~90 mm區(qū)間的鍛件極易產(chǎn)生端面凹坑與折疊。其次,鍛件外徑越大,產(chǎn)生端面凹坑與折疊的概率也越大。這主要與軋制變形量有關,軋制變形量越大,越容易產(chǎn)生端面凹坑與折疊。
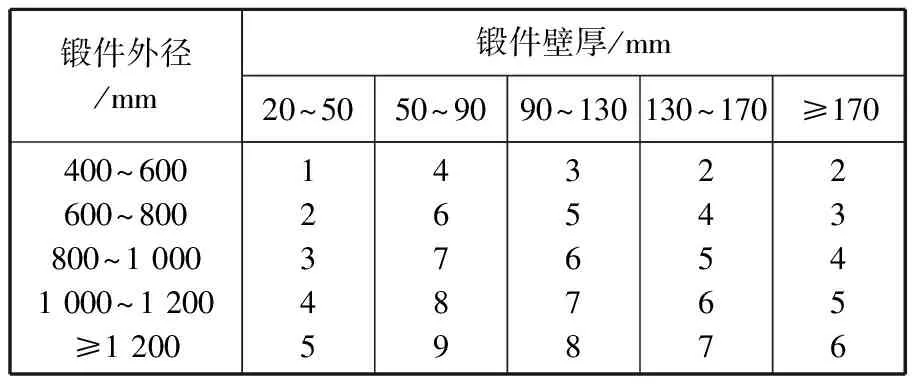
表2 鍛件結構與產(chǎn)生缺陷程度關系Table 2 The relationship of forging construction and defect level
注:1~9表示鍛件端面產(chǎn)生凹坑與折疊難易程度由低至高。
3 端面凹坑和折疊產(chǎn)生原因分析與防止措施
端面凹坑與折疊是環(huán)件軋制中最常見也是最主要的缺陷,如圖1所示。此缺陷會造成產(chǎn)品因高度尺寸不足而報廢。尤其是端面折疊,若隱藏較深一般肉眼很難看出,需借助探傷手段才能發(fā)現(xiàn),對產(chǎn)品質(zhì)量造成很大影響。制坯與環(huán)軋過程控制不當均會造成端面凹坑與折疊缺陷。
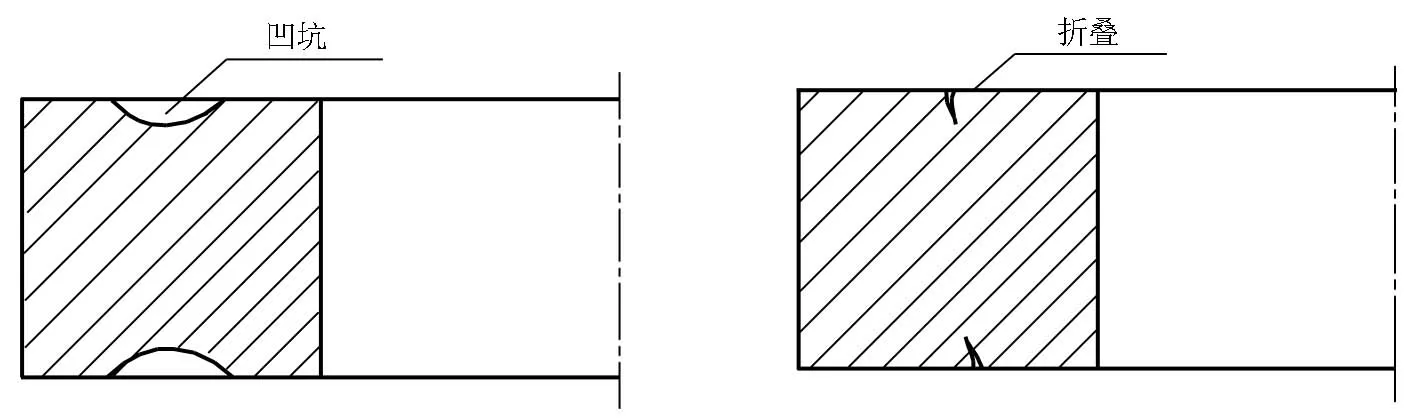
圖1 端面凹坑與折疊Figure 1 The depression and overlap in rolling end
3.1 制坯對端面凹坑與折疊的影響
坯料在鐓粗時按變形程度大小大致可分為三個區(qū)(如圖2)。第I區(qū)變形程度最小,一般稱為困難變形區(qū),也稱為變形死區(qū)。第Ⅱ區(qū)變形程度最大,稱為大變形區(qū)。第III區(qū)變形程度居中,稱為小變形區(qū)。第I區(qū)金屬由于端面摩擦和溫降影響,變形抗力較大,溫度低,故鐓粗時此區(qū)域原始(鑄態(tài))組織不易破碎和再結晶。再加上坯料端面尖角處變形時易產(chǎn)生應力集中,導致坯料鐓粗沖孔后在毛坯端面形成一圈淺凹坑和細小裂紋,如圖3所示。這種原始的淺凹坑和小裂紋在后續(xù)軋制中不斷擴展為深度凹坑甚至折疊。其次,毛坯在沖孔時留下的毛刺在后續(xù)軋制時也會發(fā)展成折疊。
為保證產(chǎn)品質(zhì)量,制坯工序就需向軋環(huán)工序提供無缺陷毛坯。主要可通過以下手段防止上述缺陷的產(chǎn)生。
(1)在鐓粗時采取鉚鐓(見圖4)和換頭鐓方式,可減小坯料變形時尖角處應力集中,并可以提高難變形區(qū)變形程度。事實證明,采取這種鐓粗方式可以很大程度上改善毛坯質(zhì)量(見圖5)。
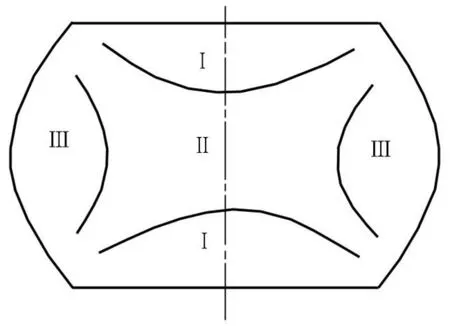
圖2 鐓粗變形區(qū)分布Figure 2 The distribution of upsetting deformed zone
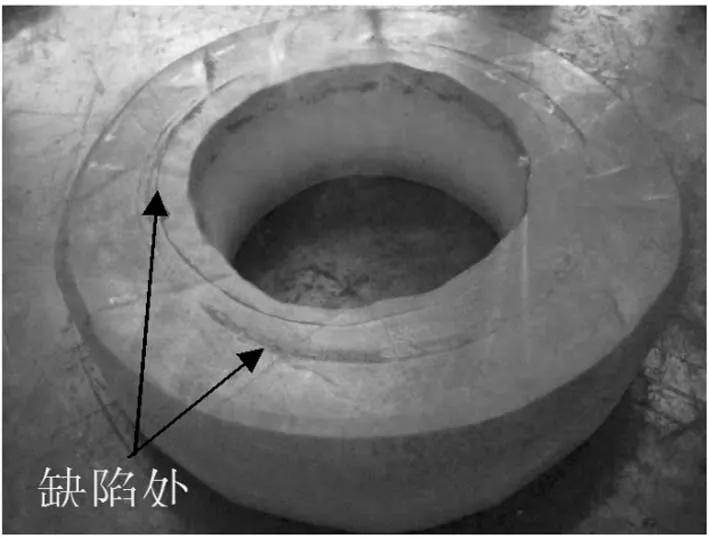
圖3 含缺陷毛坯Figure 3 Blank with defects

圖4 鉚鐓Figure 4 Riveting upsetting

圖5 無缺陷毛坯Figure 5 Blank without defects
(2)沖孔時根據(jù)餅坯外徑和高度合理選擇沖頭,防止因沖頭選擇不當而產(chǎn)生沖孔毛刺。若產(chǎn)生毛刺,需徹底打磨干凈方可轉(zhuǎn)環(huán)軋工序。
3.2 環(huán)軋對端面凹坑與折疊的影響
由于金屬變形具有表面變形特點,環(huán)件壁厚與接觸弧長的比值過大,使軋制變形集中于環(huán)件內(nèi)外表面。同坯料鐓粗類似,環(huán)件截面同樣大致可分為三個變形區(qū),如圖6所示。第I區(qū)變形程度最小,稱為變形死區(qū)。第II區(qū)變形程度最大,稱為大變形區(qū)。第III區(qū)變形程度居中,稱為小變形區(qū)。軋制過程中,Ⅱ區(qū)金屬向高度方向流動激烈,而I區(qū)金屬基本不流動,兩區(qū)金屬之間產(chǎn)生的高度差就極易形成軋制原始凹坑。特別是壁厚較厚鍛件,針對1 600 mm軋機,最佳軋制產(chǎn)品結構為鍛件高度/壁厚=3/1。厚壁環(huán)軋制時軋制力較難穿透整個鍛件,加之鍛件在軋制過程中表面冷卻速度比心部較快,端面形成的高度差更大,形成的原始凹坑更明顯。隨著軋制變形量的不斷加大,原始凹坑寬度不斷減小,深度不斷加深。在軋制變形量足夠大的情況下,端面凹坑甚至會逐步轉(zhuǎn)變成端面折疊,形成過程如圖7所示。
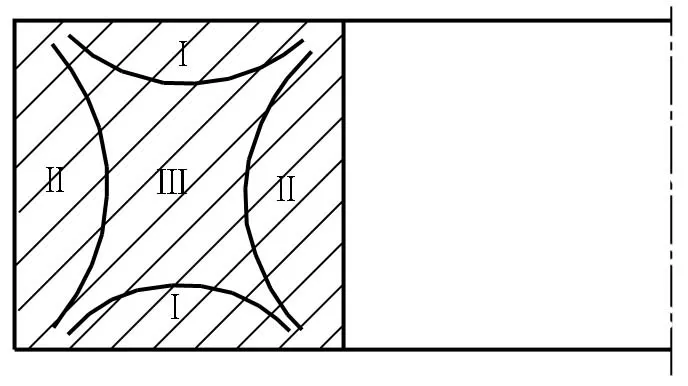
圖6 軋制變形區(qū)分布Figure 6 The distribution of rolling deformed zone
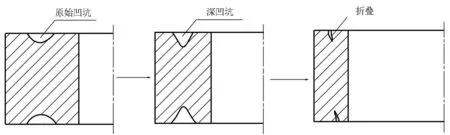
圖7 折疊產(chǎn)生過程Figure 7 The producing process of overlap defects
要解決端面凹坑和折疊就需從根本上控制軋制時原始凹坑的產(chǎn)生。針對不同產(chǎn)品結構,主要采取以下兩種工藝路線,通過控制工序間一些工藝參數(shù)和操作方式來防止端面凹坑與折疊的產(chǎn)生。
(1)工藝路線一(一般適用于重量≤180 kg,外徑≤700 mm鍛件):下料→加熱→鐓粗→沖孔→馬架擴孔、平端面→軋制。
按此工藝路線制坯時需按上述毛坯端面凹坑與折疊防止措施防止缺陷產(chǎn)生。軋制時需控制好徑向軋制力與軸向軋制力的匹配,避免形成原始凹坑。始終保持毛坯端面平整,鍛件基本不產(chǎn)生端面凹坑和折疊。
(2)工藝路線二(一般適用于重量>180 kg,外徑>700 mm鍛件):下料→加熱→鐓粗→沖孔→預軋、平端面→終軋。
采用此工藝路線的鍛件毛坯壁厚一般較厚,預軋時難免會形成原始凹坑。所以在制坯時,毛坯高度應根據(jù)產(chǎn)品結構合理的留有足夠的余量,供后續(xù)預軋后平端面消除或減小原始凹坑。一般對于高厚比<3的鍛件,毛坯高度不宜比鍛件高度高出太多,否則在后續(xù)軋制中由于軸向軋制量過大易出現(xiàn)內(nèi)外徑雙腰和翻邊缺陷;對于高厚比≥3的鍛件,由于高度較高,材料在高度方向流動阻力較大,軋制過程中高度方向尺寸基本不增長,若毛坯高度沒有足夠余量,在后續(xù)軋制過程中軸向軋制就沒有足夠的下壓量控制端面凹坑的產(chǎn)生。如表3所示的產(chǎn)品,開始生產(chǎn)時制坯高度不是很合理,毛坯高度余量不足,導致產(chǎn)品端面出現(xiàn)了嚴重的凹坑(如圖8)。通過調(diào)整毛坯高度后,防止了端面凹坑缺陷的產(chǎn)生,端面質(zhì)量較好(如圖9)。
此外,該工藝方案在預軋時若不可避免產(chǎn)生端面凹坑,應盡量控制凹坑為圓弧過渡凹坑(如圖10),避免產(chǎn)生尖角凹坑(如圖11)。圓弧過渡凹坑在后續(xù)平端面時便于消除或減小,尖角凹坑則很難在平端面過程消除。
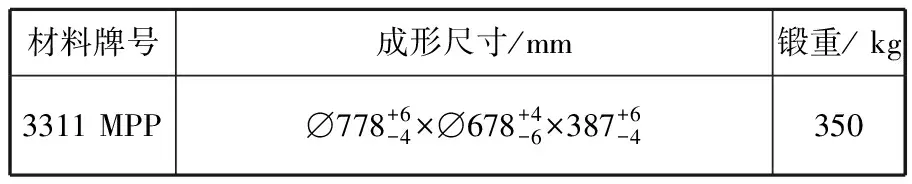
表3 產(chǎn)品信息Table 3 Product information

圖8 調(diào)整毛坯高度前鍛件Figure 8 Forgings before adjusting blank height

圖9 調(diào)整毛坯高度后鍛件Figure 9 Forgings after adjusting blank height
4 結論
1)通過生產(chǎn)發(fā)現(xiàn),鉚鐓可減小制坯時產(chǎn)生的原始端面缺陷。
2)制坯時,應根據(jù)不同的產(chǎn)品結構合理的控制毛坯高度尺寸。
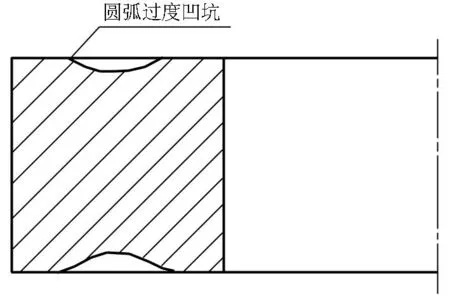
圖10 圓弧過渡凹坑Figure 10 Depression with circular arc transition
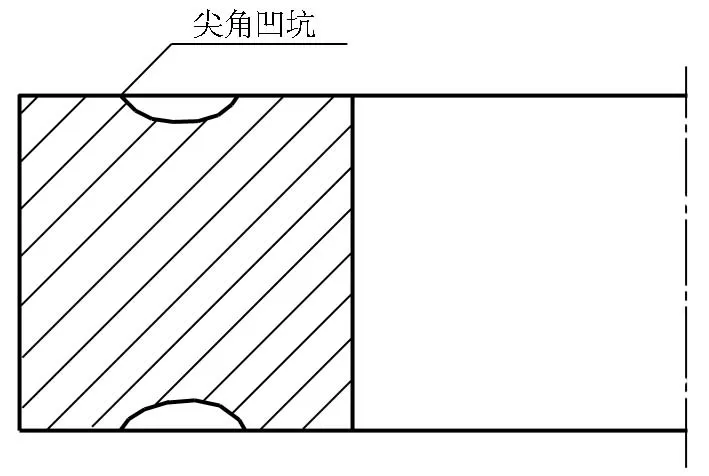
圖11 尖角凹坑Figure 11 Depression with sharp corner
3)軋制時,徑向軋制力與軸向軋制力的合理匹配可很好的防止端面凹坑與折疊缺陷。
[1] 中國機械工程學會鍛壓學會編.鍛壓手冊.2008年1月.
[2] 王以華.鍛模設計技術及實例[J].北京:機械工業(yè)出版社,2009.1.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數(shù)理化·七年級數(shù)學人教版(2017年11期)2017-04-23 07:18:00
數(shù)學大王·中高年級(2016年12期)2016-12-26 21:37:36