GIS鋁合金罐體的鑄造技術
2011-09-27 09:58:52丁蘇沛康敬樂史學謙畢建峰郭小花
中國鑄造裝備與技術 2011年1期
丁蘇沛,康敬樂,史學謙,畢建峰,郭小花
(濟南鑄造鍛壓機械研究所有限公司,濟南 250022)
GIS鋁合金罐體的鑄造技術
丁蘇沛,康敬樂,史學謙,畢建峰,郭小花
(濟南鑄造鍛壓機械研究所有限公司,濟南 250022)
本文就鋁合金罐體的主要鑄造方法(即砂型鑄造、砂型低壓鑄造、金屬型砂芯低壓鑄造、金屬型低壓鑄造和V法鑄造)所涉及的設備、模具和工藝方面的技術要點進行分析和探討。
罐體;鋁合金;砂型鑄造;低壓鑄造;金屬型鑄造;V法鑄造
氣體絕緣金屬封閉組合電器(Gas Insulated metal-enclosed Switchgear,簡稱 GIS)是高壓、超高壓和特高壓輸變電工程的關鍵設備(圖1)。它主要由隔離開關、互感器和斷路器等電器元件組成,通常采用六氟化硫(SF6)氣體作絕緣介質、鋁合金罐體為其封閉罩殼。由于各個高壓開關生產企業設計的組合電器各不相同,罐體的結構和外形也是種類繁多,造型各異,僅某高壓開關廠一個系列產品設計的罐體就達數十種之多,重量從十幾公斤到幾百公斤不等(圖2),有的大罐體長度達4m以上,多數屬大型鋁合金鑄件。為保證GIS和電網的安全可靠運行,罐體必須具有強度高(水壓破壞性壓力值一般為其使用壓力的3~5倍,即3.0~5.25MPa)、氣密性好(SF6年泄漏率小于 0.5%)、耐腐蝕和導電性好的特性。目前國內采用的罐體成型方法主要有鑄造和焊接兩種工藝。在鑄造工藝方面,又分為砂型鑄造、砂型低壓鑄造、金屬型砂芯低壓鑄造、金屬型低壓鑄造和V法鑄造等。本文僅就鋁合金罐體的主要鑄造方法所涉及的設備、模具和工藝方面的技術要點進行分析和探討。

圖1 GIS的應用

圖2 各種結構的鋁合金罐體
1 砂型鑄造
樹脂砂造型結合重力澆注工藝是國內廠家普遍采用的方法之一,該方法的鑄件適應性強、工藝方案的調整比較方便、操作簡單易行。
1.1 樹脂砂罐體生產線
國內廠家使用的罐體樹脂砂生產線基本采用國產設備,由砂處理和造型(含制芯)兩大部分組成。砂處理系統比較先進的是舊砂三級機械再生系統,舊砂回收率達96%以上,有效改善了砂粒粒形,提高了砂型透氣率,節省粘結劑用量。主要設備包括:振動輸送機、斗式提升機、振動給料機、振動破碎再生機、撞擊再生裝置、強力摩擦再生機、砂溫調節器、密相氣力發送罐、除塵器和電控系統等。造型部分的設備主要包括:樹脂砂混砂機、振實臺、翻轉起模機、翻轉流涂機、砂型表干爐、合箱機械手、輸送輥道、除塵器、各種轉運車和電控系統等。
由于各廠家的生產綱領、工藝流程、廠房條件和資金狀況的差異,在設計配置生產線時所選擇的各個單機設備不盡相同,尤其是在造型圈部分差別較大。簡易的樹脂砂生產線以長臂混砂機為核心,配備樹脂砂斗、上下料位計、單機除塵器、手動輥道等,砂箱和砂型的輸送、轉運、翻箱、合箱等動作要借助車間的行車、叉車以及大量的人工來完成。自動化造型圈則配備有翻轉起模機、翻轉流涂機、合箱機械手和各種轉運車等專用設備。年產罐體鑄件在500t以下的廠家多采用簡易生產線。
生產鋁合金鑄件的樹脂砂鑄造工藝與生產黑色金屬的工藝有所不同。由于鑄造鋁合金的澆注溫度低(690~740℃)、鑄件強度相對低,且鋁合金液具有易吸氣的特點,所以對樹脂砂的透氣性、潰散性要求高;要求原砂的粒度大、圓度好,以利于透氣,并且樹脂、固化劑的加入量在保證砂型強度的前提下盡可能少,提高潰散性,以便在振動落砂清理工序中,采用較小的振幅,減小鑄件變形量,保證鑄件尺寸精度。
1.2 樹脂砂鑄造工藝及工裝
罐體鑄造用砂箱的邊長一般在1.5~3m之間,少數在3m以上,有鑄造砂箱和焊接砂箱兩種。大多數鑄造廠為適應生產組織靈活、快速的要求,更多地采用焊接砂箱。鑄件模板主要有木模、樹脂(玻璃鋼)模和鋁模。木模易加工、造價低廉、靈活性強,但易變形、尺寸精度低、壽命短,適于新產品試制階段采用;鋁模尺寸精度高、使用壽命長,但制作成本高;樹脂(玻璃鋼)模介于兩者之間。
罐體鑄件種類繁多,外形千姿百態,其基本特征是尺寸大,形狀相對簡單,鑄件主要壁厚根據罐體外形尺寸變化,一般在10~25mm之間,厚度基本均勻,但罐體上也有局部厚大部分,如連接法蘭、安裝凸臺等,有些罐體的熱節部分壁厚達60mm以上,是容易出現鑄造缺陷的部位,也是制定工藝方案的重點和難點。
罐體鑄件澆注系統的合理設計是獲得優質鑄件的關鍵。鑄件一般采取臥式底面澆注姿態(圖3),澆注系統開設在鑄件的外部下側,由階梯扁平內澆口沿罐體圓柱面將鋁液引入型腔,屬于底注開放式澆注系統。法蘭面、厚大部位采用冷鐵激冷或明冒口進行補縮。
砂型重力鑄造工藝出品率一般在50%左右,鑄件質量能夠滿足基本性能要求,水壓破壞試驗壓力一般可達2.5~4.5MPa,但具有較大的分散性。
2 砂型低壓鑄造

早在上世紀六、七十年代,鋁合金砂型低壓鑄造工藝已經成為一項比較成熟的技術應用于我國的軍工行業,生產內在質量要求高的大型鋁合金鑄件;但由于軍工產品的特殊性,此項技術并未在工業化批量生產的民品制造領域得到廣泛應用。近年來,隨著低壓鑄造和樹脂砂設備與技術的快速發展,人們越來越認識到,數量大、種類多且性能要求高的大型罐體鑄件可能適合采用砂型低壓鑄造,許多新上項目的廠家直接選擇了低壓鑄造工藝,原來僅采用重力澆注的廠家也紛紛進行低壓鑄造試驗研究,并很快取得成功。大量實踐證明,樹脂砂造型結合低壓鑄造與傳統的重力鑄造方法相比,無論是鑄件的內、外在質量,還是鑄件的成品率均有大幅度提高。
2.1 砂型低壓鑄造設備
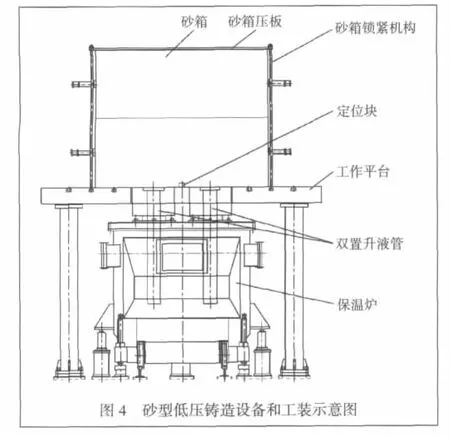
砂型低壓鑄造設備主要由砂型工作平臺、保溫爐、電加熱保溫套、液面加壓控制系統、氣源干燥過濾系統和電控系統等組成(圖4)。簡易的中小型砂型低壓鑄造機也可以將砂型工作平臺與保溫爐蓋合二為一,降低設備造價。由于罐體鑄件趨于大型化,砂型低壓鑄造機也向大型化發展,國產砂型低壓鑄造機的保溫爐容量已經達到1400kg(Al),工作臺面尺寸達到3800mm×2500mm。砂型低壓鑄造機升液管部分的結構有單升液管和雙升液管兩種形式,可根據工藝需要互相轉換。
2.2 砂型低壓鑄造工藝及工裝
砂型低壓鑄造的工裝與重力鑄造大同小異,只是在砂箱外側要增加與工作平臺之間的定位和鎖緊機構(圖4),保證砂型的澆口對正升液管口,砂箱在加壓過程中不致抬箱而造成“跑火”。
由于造型工藝與重力鑄造基本相同,砂型低壓鑄造時罐體鑄件仍采取“臥姿”(有的廠家也采用所謂“平做立澆”工藝),鑄件的厚大部分朝下,鋁液沿澆道自下而上從鑄件下部的外側進入型腔。受澆注系統和鋁液橫向流程長的限制,某些補縮不到的法蘭面和凸臺仍需要設置冷鐵或暗冒口,未能完全發揮出低壓鑄造壓力補縮的效能,這也是罐體鑄件采取“臥姿”進行低壓鑄造時工藝上的不盡合理之處。因此,在設計澆注系統時如何減少冷鐵和暗冒口的使用量,盡量發揮壓力的補縮作用是砂型低壓鑄造工藝設計的關鍵。水平造型豎直澆注(平做立澆)可以充分發揮低壓鑄造工藝的優點,但是,由于需要大量的專用工裝且造型、下芯、合箱等操作相對復雜,大多數鑄造廠家仍然采用通常的低壓鑄造工藝方法。
砂型低壓鑄造的加壓工藝要點之一是在充型結束后有一段較長時間的“結殼”過程,一般可控制在10~40s,保證鑄件在凝固成一個完整堅固的外殼后再增壓補縮,不致因氣壓高頂破砂型而“跑火”。
砂型低壓鑄造的保壓壓力通常在0.1MPa左右,相當于重力鑄造時3~4m高冒口的壓頭,且壓力傳遞快,可有效消除鑄件的縮孔、疏松缺陷,鑄件外形輪廓飽滿,鑄字清晰,尤其在要求對每個鑄件通體進行三維X光探傷的情況下,可大大提高鑄件合格率。
砂型低壓鑄造工藝出品率一般在50%~60%之間,鑄件質量能夠滿足較高性能要求,水壓破壞試驗壓力一般可達3.5~5.5MPa,但是,對于一些特殊結構的零件,仍然難以達到破壞試驗壓力要求。
3 金屬型砂芯低壓鑄造
金屬型鑄造時,由于鑄型對金屬液的激冷作用,金屬結晶組織致密,偏析較少,鑄件的機械強度較高,抗拉強度平均可提高25%[1]。特別是經過金屬型激冷所形成的組織致密層,對于有氣密性要求的鑄件,能起到很好的防漏作用。
采用砂型鑄造罐體時經常出現的質量問題之一是由于鑄件組織疏松而造成的氣密性試驗不合格。針對這一問題,國內多個廠家試驗成功了金屬型砂芯低壓鑄造罐體的新工藝,即鑄件外形由金屬型形成,鑄件內表面由樹脂砂芯形成,但與傳統的中小型鑄件所采用的金屬型低壓鑄造放置砂芯的工藝有所不同。
3.1 金屬型砂芯低壓鑄造設備
罐體的金屬型砂芯低壓鑄造設備為臥式結構,主要由工作平臺、垂直開合型機構、大容量保溫爐、液面加壓控制系統及上位操作平臺等組成(圖5)。其特點與砂型低壓鑄造設備類似,也是逐漸向大型化發展,以適應更大罐體的低壓鑄造要求。

3.2 金屬型砂芯低壓鑄造工藝及工裝
對中小型鑄件的低壓鑄造而言,如果需要在金屬型中放置小型砂芯,由于砂芯尺寸小,不宜開設澆注系統,通常的方法仍是把澆口開設在金屬模具本體上。而罐體的低壓鑄造澆注系統設計得比較巧妙,它充分利用砂芯尺寸大、導熱慢的特點,把直澆道、橫澆道和內澆道都設置在砂芯中,使直澆道與升液管直接對接,鋁液自砂芯中的澆道引入鑄型型腔,可以自下而上、自內向外建立起強烈、明顯的溫度梯度,能夠最大限度地發揮低壓鑄造壓力補縮的效能。
另外,金屬型砂芯低壓鑄造罐體工藝中鑄件一般采取垂直分型,“立姿”澆注(圖6),較砂型低壓鑄造時的“臥姿”相比,能充分發揮鋁液在反重力狀態下低壓澆注速度平穩、易控和層流充型的優點,有利于型腔排氣,提高了鑄件質量。
由于罐體鑄件種類多、尺寸大,低壓鑄造模具制作費用(有些模具重達十幾噸)和試模、修模成本也比較高,為減少試模次數,需精心對鑄件結構進行工藝分析論證和模具結構設計,重點關注零件結構是否妨礙開型以及厚大部位能否有效補縮等問題。

罐體低壓鑄造模具主要由底模、左右半模和左右半模鎖緊機構等組成,模具材料一般選用高牌號球鐵。
由于澆注系統開設在砂芯上,因此,鑄件落砂后其澆道部分殘留在罐體空腔中,不太便于機械切割清理,需要尋找更合適的切割方法以提高鑄件清理效率。
金屬型砂芯低壓鑄造工藝出品率一般在60%~75%之間,鑄件質量能夠滿足高性能要求,水壓破壞試驗壓力一般可達6.0~8.0MPa,具有較大的富裕度,可滿足高性能大型罐體類鑄件大批量生產的需要。比如浙江某中外合資企業已采用這種工藝方法批量生產出了多種規格的罐體鑄件,最大鑄件凈重超過600kg,一次鋁液澆注量超過900kg。
4 金屬型低壓鑄造
罐體的金屬型低壓鑄造是指罐體的內、外表面全部由金屬型和金屬芯子形成,與通常意義上的低壓鑄造并無二致。金屬型的光潔表面及其激冷作用對罐體鑄件質量所帶來的益處(特別是氣密性試驗)是顯而易見的。
一般來說,鑄件采用金屬型低壓鑄造的原則一是批量大,二是沒有妨礙開型、抽芯的結構。對罐體而言,法蘭類罐體(圖2(c))是最適合采用金屬型低壓鑄造的零件;而另外一部分零件盡管有內側凹,但形狀相對簡單,側凹淺,且有一定的批量,也可以通過抽活塊等方式加以解決,國內有廠家在這方面進行了許多有益的探索,生產出了高質量的鑄件。與其它工藝方法相比,該工藝出品率高,一般在75%以上,罐體的一次檢漏合格率大幅度提高。但采用金屬型低壓鑄造工藝時,由于受鑄件結構的限制,所能生產的罐體種類有一定的局限性。
4.1 金屬型低壓鑄造設備
罐體金屬型低壓鑄造設備的特點主要是大型化和采用雙升液管結構,對有內側凹的鑄件,還要有抽活塊機構。
在以上三種低壓鑄造設備中,金屬型低壓鑄造設備最為復雜且結構龐大,主要由水平開合型機構、抽芯(或稱邊模開合)機構、升降機構、鑄件取出機構、模具進出機構、保溫爐移動機構、液面加壓控制系統、保溫爐及其控制系統、液壓系統和模具冷卻系統等組成(圖7)。

圖7 金屬型低壓鑄造設備
目前,具有自主知識產權的國產低壓鑄造設備占據罐體生產的絕對主導地位,設備性能也完全滿足使用要求。
4.2 金屬型低壓鑄造工藝及模具
采用雙直澆道和階梯內澆道充型是罐體鑄件金屬型低壓鑄造的主要工藝特點之一。這種澆注系統相比中心澆口可分散澆口部位過熱度減少疏松、增加了鑄件補縮通道、有利于補縮壓力的快速傳遞并形成符合低壓鑄造順序凝固的溫度梯度,通過多級階梯內澆道的靈活設計,很方便地實現對鑄件厚大部位的補縮。
模具結構一般由動、靜模和左右邊模組成,在雙澆道所處的左右邊模分型面上設計凹凸相扣的迷宮密封結構,防止加壓時高溫鋁液從分型面溢出。模具材料可采用高牌號球鐵。
5 V法鑄造
將V法造型工藝應用于罐體鑄造是國內廠家近幾年進行的一項大膽探索和技術創新(河南某廠家已申請了相關技術專利)。該方法是采用V法造型形成罐體外型、樹脂砂芯作芯子的一種聯合鑄造工藝[2]。與樹脂砂造型工藝相比,該方法有以下幾個特點:①鑄型表面覆有塑料薄膜,澆注后形成的鑄件表面光潔;②澆注時有負壓抽吸,有利于鑄件充型,鑄件輪廓清晰,尺寸精度高;③造型使用不含粘結劑的干砂,省去了混砂、落砂設備,大大簡化了砂處理系統,設備簡單,投資較少。
目前國內的罐體V法鑄造生產線也是全部采用國產設備,主要由造型振實臺、塑料薄膜烤膜器、加砂系統、真空系統、模板和砂箱等組成。
除V法工藝外,國內還有少數廠家根據自身設備和技術條件采用粘土砂型、樹脂砂芯結合低壓鑄造以及樹脂砂型結合高壓釜鑄造[3]等工藝方法生產罐體,均取得了成功,但生產規模都不大,沒有成為罐體的主流鑄造工藝,本文不再作詳細論述。
6 結語
(1)隨著國家電網建設向超高壓、特高壓和智能化電網方向快速發展,對大型鋁合金罐體的需求量越來越大。目前國內已經形成了以遼寧、山東、河南、江浙和西安等地區為中心的罐體鑄造企業集群,新建、擴建企業方興未艾。
(2)在市場需求量不斷增加的同時,電力行業對罐體鑄件的內、外在質量的要求也在提高,因此,罐體的鑄造設備和工藝水平也應該不斷提高,才能更好地滿足這一行業的要求。作為罐體生產企業,也應在設備的自動化、智能化和工藝的精細化方面下功夫,以降低鑄件生產成本和工人勞動強度,增加企業效益。
(3)罐體鑄件種類多,尺寸大,性能要求高,但形狀相對簡單,壁厚基本均勻,因此,鑄造工藝的寬容度大,目前國內的罐體生產現狀是多種工藝方法并存。許多企業具有多種鑄造工藝手段及相關設備,如我國兩大高壓開關生產企業——西安高壓開關廠和沈陽高壓開關廠均是如此。
(4)任何一種鑄造工藝都有局限性,要針對罐體鑄件的結構進行全面的工藝性分析,找出適合該鑄件的一種或幾種工藝方法,結合企業的設備、技術和人員等條件加以確定,才能生產出具有市場競爭力的產品。
(5)盡管國內各廠家的罐體鑄造工藝有所不同,但所采用的各種鑄造設備、模具和工藝技術基本為國內廠家自主研發,是具有自主知識產權的成套鑄造技術,值得國內同行互相學習和借鑒,共同推動我國大型鋁合金罐體鑄造技術的快速提高,為國家電力工業的發展做出更大的貢獻!
[1]《特種鑄造手冊》編寫組.特種鑄造手冊:下冊.北京:機械工業出版社,1978.
[2] 龐勝侖,等,用V法造型鑄造ZL101A_T6鋁合金耐壓罐體的工藝試驗研究.鑄造技術,2009(10):1246-1248.
[3] 張東坡,等.鋁合金罐體的鑄造工藝.中國鑄造裝備與技術,2002(1):32.
致謝:在本文寫作和最后成文過程中得到李小俊、李和寶和張治國等同志的大力協助,特此致謝!

《蠕墨鑄鐵及其生產技術》一書出版
蠕墨鑄鐵是一種新型工程材料,它的結晶特性使其生產工藝的控制難于其他鑄鐵,甚至使人感到變幻莫測;在應用方面,如果不了解其性能,則可能出現相反的結果。
《蠕墨鑄鐵及其生產技術》一書已由化學工業出版社出版。作者邱漢泉先生緊密結合生產實際,主要介紹了蠕墨鑄鐵的性能和冶金特征,制作工藝、品質控制,以及產品缺陷的防止,列舉了大量國內企業蠕墨鑄鐵件應用實例,公開了一批作者幾十年來的經驗總結,使讀者通過本書,既可對蠕墨鑄鐵有全面的、較深的理解,也能在解決生產中的疑難問題時,找到更符合我國實際情況的幫助。
本書可供蠕墨鑄鐵領域的技術人員閱讀,也可供大專院校師生和鑄件設計者參考。
Foundry Technology of GIS Aluminium Alloy Tank
DING SuPei,KANG JingLe,SHI XueQian,BI JianFeng,GUO XiaoHua
(Jinan Foundry&Metalforming Machine Research Institute Co.Ltd.,Jinan 250022,Shandong China)
The involved equipment,die and mold as well as technological essentials for casting of aluminium alloy tank with foundry method such as sand casting,low pressure sand casting,low pressure permanent die casting with sand core,low pressure permanent die casting and Vacuum sealed molding process have been analysed and discussed.
tank;Aluminium alloy;Sand casting;Low pressure casting;Permanent die casting;Vacuum sealed molding process
TG 146.2+1;
A
1006-9658(2011)01-5
2010-11-17
2010-168
丁蘇沛(1962-),男,教授級高工,主要從事特種鑄造設備和工藝的研究與開發
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:00
消費者報道(2014年7期)2014-07-31 11:23:57