離合器殼體鑄造缺陷分析與改進
2011-09-27 09:58:58重慶大江信達車輛股份有限公司鑄造公司重慶401321
中國鑄造裝備與技術 2011年1期
關鍵詞:工藝
黃 政(重慶大江信達車輛股份有限公司鑄造公司,重慶 401321)
離合器殼體鑄造缺陷分析與改進
黃 政(重慶大江信達車輛股份有限公司鑄造公司,重慶 401321)
針對離合器殼體鑄件的氣孔、砂眼、斷芯等缺陷問題,分析其產生的原因,主要是由于工藝設計不完善造成的。通過對原鑄造工藝進行改進,采取對各砂芯分別設置排氣通道、制芯時在細長芯頭部位置入鐵芯骨、改變芯頭結構避免外型出現較深的溝槽,較好地解決了離合器殼體一型四件生產時的氣孔、砂眼、裂紋缺陷,使產品合格率得到了明顯提高,取得了較好的經濟效益。
殼體;氣孔;砂眼;鑄造工藝
我公司為某單位生產的離合器殼體鑄件,內腔形狀復雜,鑄件最大外形尺寸為363mm×384mm×220mm,重量18kg,材質為HT250。鑄件最小壁厚5mm,并要進行氣密性檢查,所以要求鑄件的力學性能好,組織致密,內部不允許有鑄造缺陷,屬于典型的復雜薄壁鑄件。
1 原生產工藝及質量狀況
1.1 原工藝簡介
我公司采用的是濕型砂氣沖造型,砂箱尺寸較大,其內口尺寸為 1200mm×800mm×(350/350)mm。為了提高生產效率,降低成本,我們設計時采用了一型四件的工藝方案。
由于中注式澆注系統具有充型平穩(wěn),鐵液對砂芯的浮力較小,抗氣孔、夾渣能力強,抗縮松(孔)、滲漏能力強的特點[1],同時結合我公司生產線為水平分型式的情況,選用了中注式臥澆澆注系統,將內澆道設置在分型面上,為了保證充型平穩(wěn),每件分別設置了3個內澆道。由于砂芯均使用覆膜砂制芯,砂芯發(fā)氣量較大,為了減少砂芯的發(fā)氣量,在工藝設計時,對砂芯進行了減空,并在砂芯的芯頭上設置了排氣通道,便于砂芯產生的氣體及時排出;同時為了將前期的冷鐵液溢出,在鑄件頂端面的法蘭位置設置了溢流冒口,并在冒口上安放了出氣棒,便于澆注時將型內的氣體及時排出,同時在鑄件底端面的最高部位設置了出氣片;為了增大排氣面積,有利于型內的氣體及時排出,還在上箱面的所有凸臺上均安放了出氣棒。原工藝具體見圖1。
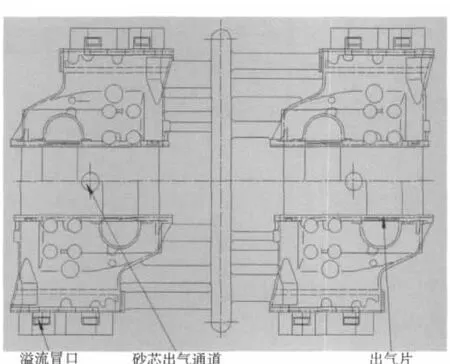
圖1 原工藝方案
1.2 存在的問題
在進行批量生產時發(fā)現,鑄件氣孔、砂眼和斷芯缺陷較多,嚴重地影響了產品質量。通過統計分析,發(fā)現缺陷產生的部位有一定的規(guī)律性,氣孔主要集中在鑄件底端面最高部位處(即出氣片的根部),斷芯主要在兩個砂芯相連的三個工藝孔芯頭處,而砂眼主要集中在鑄件頂端面的法蘭位置。具體見圖2。
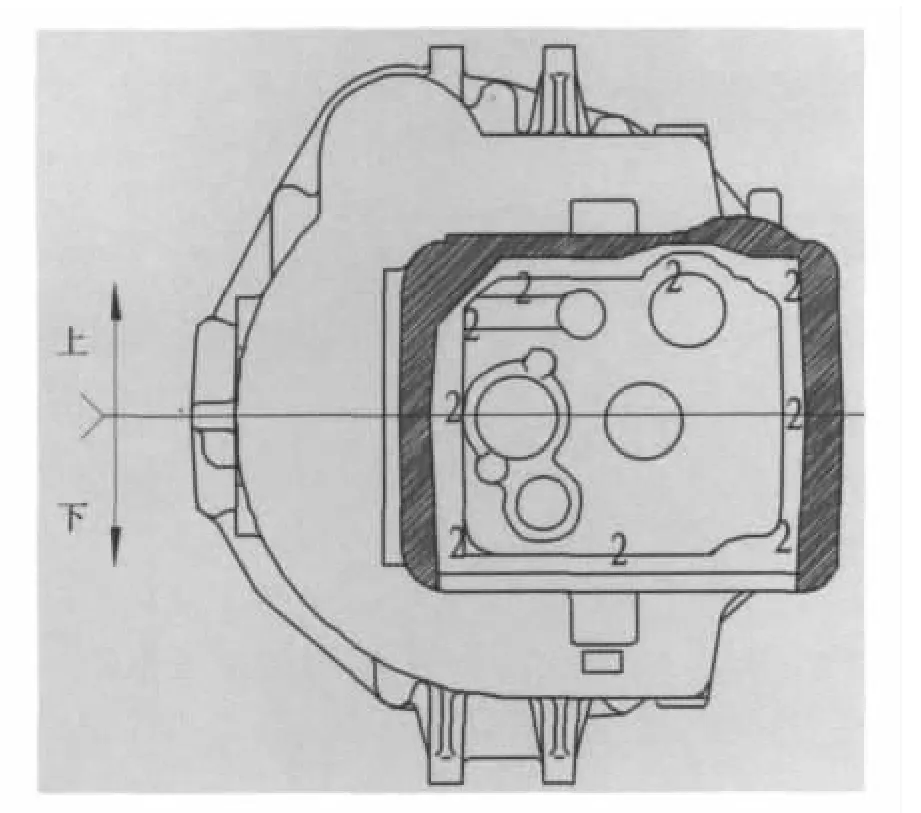
圖2 砂眼位置示意圖
2 原因分析
2.1 氣孔缺陷產生的原因分析
由于殼體類鑄件的氣孔大多數是侵入性氣孔,根據氣孔產生的部位,分析認為主要是由于使用的砂芯均為覆膜砂芯,砂芯發(fā)氣量大,原工藝設置的排氣通道橫截面面積不夠,致使在澆注過程中型內的氣體不能及時排出鑄型外,形成氣孔。
預防侵入性氣孔一般采取控制型(芯)造型材料的發(fā)氣量,設計合理的排氣系統和合理的澆注系統來解決[2]。
由于我公司采用的是濕型砂造型,如果將型砂水分控制過低,必將影響型砂的濕強度,容易造成澆注時沖砂,使鑄件砂眼缺陷進一步增加,因此不能通過過分降低型砂水分來降低砂型的發(fā)氣量。如果降低砂芯的發(fā)氣量,需減少樹脂的加入量,必將影響砂芯強度,現產品本身就存在斷芯的問題,所以也不能采取減少覆膜砂中樹脂的加入量來解決氣孔缺陷。通過提高澆注溫度可以延長鐵液凝固時間,有利于已侵入的氣體能在鐵液未形成硬殼前溢出[3],可以減少氣孔發(fā)生的幾率,但同時延長了砂芯承受鐵液浮力的時間,增加了砂芯漂移的幾率,不易保證鑄件尺寸精度,易造成試壓時鑄件滲漏,因此此方法也不可行。
綜合以上分析,認為只有通過采取增大型腔的排氣通道,設置合理的澆注系統,盡量使鐵液平穩(wěn)充填的方法來解決氣孔問題,才是可行的方法。
2.2 砂眼缺陷產生的原因分析
從砂眼的形成機理分析,砂眼是由于金屬液從砂型型腔表面沖下來的砂粒(塊),或者造型、合箱操作中落入型腔內的砂粒(塊),在澆注時來不及浮入橫澆道或冒口排氣針頂部,留在鑄件內部或表面而造成的[4]。
由于我公司采取的是生產線造型、合箱,下芯采用專用下芯吊具下芯,因此造型、下芯、合箱時落入砂粒(塊)型腔內的幾率較小;而現產品砂眼出現的部位較集中,主要在鑄件頂端面的法蘭位置,該部位鑄件較厚大,且靠近砂箱壁,故認為不是該原因造成的砂眼缺陷。
由于氣沖造型機靠氣流沖擊緊實,在模具溝槽部位易搭橋,使得砂型緊實度受到較大的影響,因此砂型靠近箱壁部位緊實度較差,澆注時經不起鐵液沖刷,易出現砂眼缺陷。通過用砂型硬度計對易出現砂眼部位的砂型立面進行了檢測,發(fā)現其硬度只有50~60,低于工藝要求的70以上。
綜合以上分析,認為該部位緊實度差是造成該部位砂眼較多的主要原因。由于提高該部位的緊實度較困難,而改變砂型的布置也不可能,因此通過改變砂芯結構,采用砂芯來形成鑄件該立面來解決砂眼問題,是現有條件下較理想的辦法。
2.3 斷芯缺陷產生的原因分析
由于斷芯主要出現在兩個砂芯相連的三個工藝孔芯頭處,且都是凸芯頭斷裂,因此認為是由于砂芯質量較大,兩個砂芯都是懸臂芯,靠中間三個工藝孔芯頭連成一個整體,而三個工藝孔芯頭較小,致使砂芯在該部位的強度不夠,造成砂芯從該處斷裂。
由于采用的是覆膜砂芯,如果要增加砂芯的強度,就需采用高強度的覆膜砂,這將增加生產成本,同時砂芯發(fā)氣量增大,加大了鑄件出現氣孔的幾率,因此通過提高覆膜砂的強度,來提高砂芯的強度方法不可行。采取安放芯撐的方法可以解決斷芯缺陷,但如果芯撐融合不好,試壓時易滲漏。
通過以上分析,認為在制芯時在三個工藝孔芯頭處,加入鐵芯骨來提高芯頭部位的強度,是解決該問題的最好辦法。
3 工藝改進
(1)增加砂芯的排氣通道
由于原工藝設計的是兩個砂芯共用一個排氣通道,砂芯產生的氣體不能及時排出,侵入鑄件后形成氣孔,且相鄰兩個件相互影響。為了解決該問題,采取每個砂芯分別設置排氣通道,且將排氣孔設置在砂芯的最高位置,確保砂芯產生的氣體及時排出。具體見圖3。
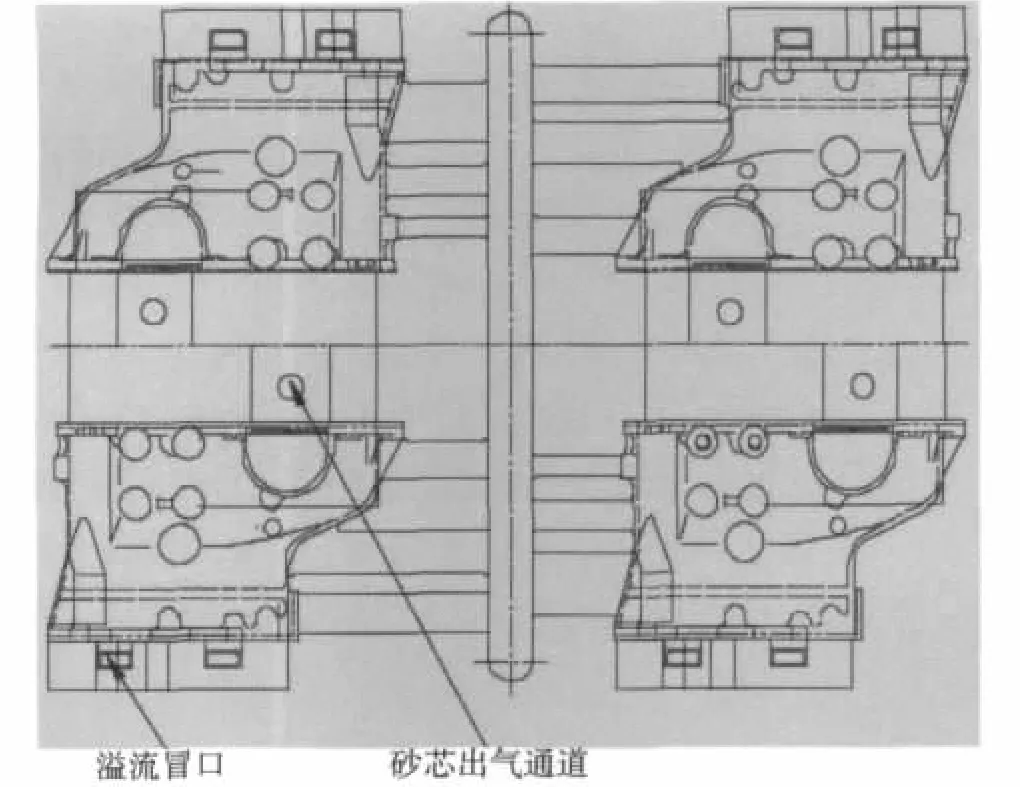
圖3 增加砂芯的排氣通道
(2)增大2#砂芯的芯頭尺寸
由于原工藝設計時,2#砂芯的芯頭尺寸較小,鑄件頂端面的法蘭立面由外型形成,由于該處砂型緊實度較低,澆注時鐵液易將砂型的表面沖刷掉,形成砂眼缺陷。現增大2#砂芯的芯頭尺寸(如圖4),讓鑄件頂端面的法蘭由砂芯形成,砂芯的表面硬度較高,澆注時鐵液不會將砂芯的表面沖刷掉,從而避免砂眼缺陷。
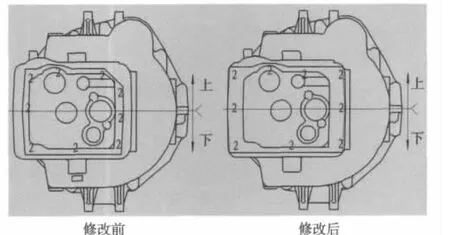
圖4 增大2#砂芯的芯頭尺寸
(3)砂芯工藝孔芯頭處增設芯骨
為了提高工藝孔處凸芯頭的強度,在凸芯頭中安放了鐵芯骨(圖5)。由于砂芯是熱芯盒制芯,先在形成該砂芯的2#芯盒模具中制作?10mm的孔,制芯前時先將鐵芯骨放入孔中,制芯后鐵芯骨包裹在砂芯中;同時在1#芯盒中相對應位置制作?12mm的凸臺,制芯后砂芯形成?12mm的孔,組芯前先在1#的孔中注入適量的粘接劑,然后再組芯,組芯時2#芯中的鐵芯骨插入1#的孔中,鐵芯骨與1#芯粘接在一起,從而提高了該處芯頭的強度,避免了砂芯斷裂。
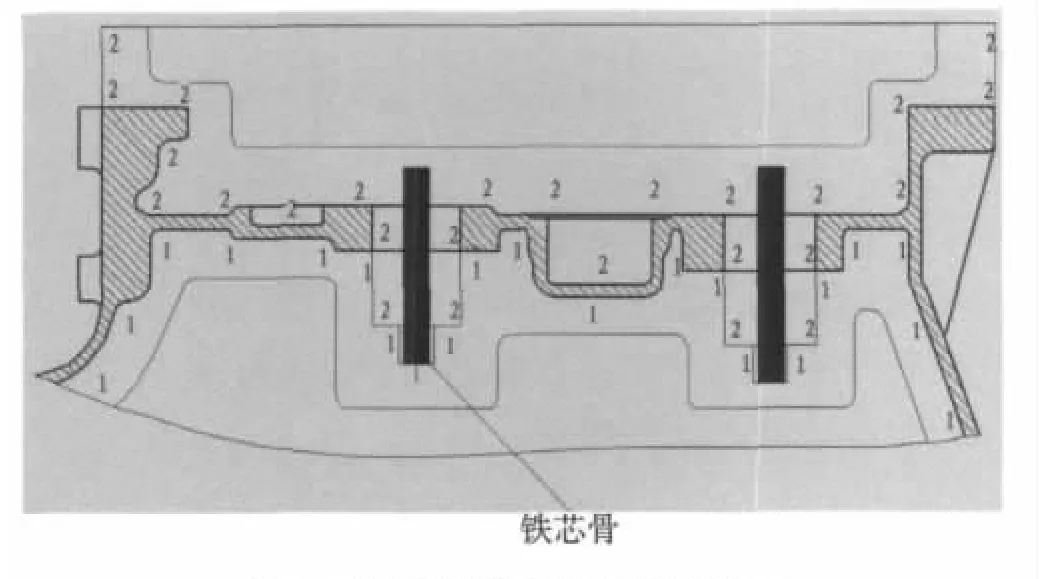
圖5 砂芯工藝孔芯頭處增設芯骨
以上三項工藝措施采取后,通過生產驗證,完全消除了斷芯缺陷,鑄件砂眼、氣孔缺陷的報廢率也有了較大幅度的降低,達到了預期的效果。
4 結束語
對于殼體類鑄件,由于砂芯尺寸較大,在進行工藝設計時:可以考慮通過增設鐵芯骨的方式來確保細長芯頭的強度;適當設置排氣通道,確保澆注過程中鑄件的排氣通暢,避免鑄件產生氣孔;同時從工藝上避免外型出現局部較深的溝槽。本案例在一型四件的情況下生產出合格產品,提高了生產效率。
[1] 黃政.汽車發(fā)動機缸體的鑄造工藝.鑄造,2008(10)1078-1080.
[2] 康寬滋.缸體鑄造工藝.現代鑄鐵,2007(5)13-17.
[3] 劉紹忠.液壓泵殼體氣孔缺陷產生原因與防止措施.鑄造技術,2007(7)1002-1004.
[4] 林家廣.微型汽車發(fā)動機曲軸箱砂孔缺陷的分析與消除.鑄造工程,2008(5)19-20.
Analysis and Improvement on Clutch Case's Casting Defects
HUANG Zheng
(Casting Branch Chongqing Dajiang Xingda Vehicle Co.Ltd.,Chongqing 401321,Chongqing China)
By analyzing the defects such as gas blow,sand explosion and core-fracture of clutch case castings,the non-perfect process design has been proved to be its main reason.Improvment on the former casting process such as setting up exhaust passage for each sand core and iron core rod in the core print of long thin core and changing the structure of core print to avoid the external mould from deep groove have made the defects of clutch case with one mould four pieces parts be better resolved with obviously increased qualified productivity and better economic benefit.
Shell;Air hole;Sand explosion;Foundry technology
TG 245;
B
1006-9658(2011)01-3
2010-08-20
2010-122
黃政(1967-),男,工程師,現主要從事鑄造工藝設計方面的工作
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52