真空導入工藝在風電葉片領域的應用與研究
2011-10-13 01:11:38郝志勇天津東汽風電葉片工程有限公司天津300456
天津科技 2011年3期
關鍵詞:工藝
郝志勇(天津東汽風電葉片工程有限公司天津300456)
真空導入工藝在風電葉片領域的應用與研究
郝志勇(天津東汽風電葉片工程有限公司天津300456)
介紹了真空導入工藝的概念和真空導入的基礎理論,對葉片制作過程中真空導入的壓縮行為進行了研究,得出了葉根區域一個擬合二次函數,結果表明葉片成型在樹脂的真空導入過程中始終受到很大的負壓。對真空樹脂導入工藝和手糊工藝制作葉片進行了比較,數據指出真空導入工藝葉片質量更高。【關鍵詞】復合材料真空導入風電葉片手糊工藝
0 引言
真空導入工藝(Vacuum infusion process),簡稱VIP,在模具上鋪“干”增強材料(玻璃纖維、碳纖維、夾心材料等),然后用真空袋進行密封,并將體系抽至真空狀態,在模具型腔中形成一個負壓,再利用真空產生的壓力把樹脂通過預鋪的管路壓入纖維層中,讓樹脂浸潤增強材料最后充滿整個模具。[1-2]制品固化后,揭去真空袋材料,從模具上得到所需的復合材料制品。由于這種工藝是從國外引入,所以在命名上有多種稱呼,如:真空導入、真空灌注、真空注射等。工藝模型如圖1所示。

圖1 真空導入工藝模型
真空導入工藝是近20年來發展的低成本制造工藝,尤適合于大型產品的制造。然而在風電葉片領域的應用,直到近幾年才得到了發展。
1 真空導入理論[3]
在真空導入工藝中,主要是采用達西定律(Darcy's Law)(即公式l)來描述樹脂流過預制件的過程。
t=l2h/(2k·DP)(l)t——導入時間,由4個參數來決定;
h——樹脂粘度,從公式上可以看出,所用樹脂的粘度低,則所需導入時間就短,因此真空導入所用的樹脂粘度一般不能太高,這樣可以使樹脂能夠快速的充滿整個模具;
l——注射長度,指樹脂進料口與到達出料口之間的距離,距離長當然所需的時間長;
DP——壓力差,體系內與體系外壓力差值越大,對樹脂的驅動力也越大,樹脂流速越快,當然所需導入時間也越短;
k——滲透性,指玻纖、夾心材料等對樹脂浸潤好壞的參數。k值大說明浸潤好,像連續氈、多向氈要比方格布、短切氈易被樹脂浸潤。因此為了使樹脂在增強材料被壓實的情況下能方便地充滿體系,一般認為應設置一些導流槽,比如在夾心泡沫上下打孔等。
在達西定律中,樹脂被認為是不可壓縮的、其粘度不隨切變速度影響的牛頓流體。
2 真空導入的壓縮行為研究
在真空導入工藝中,最終產品的厚度和纖維含量也是關鍵控制內容。由于真空袋是柔性的,不能直接控制制品的厚度,制品的厚度及制品中纖維的含量與體系真空壓力對預制件的壓縮行為有關,包括纖維在真空壓力下的壓縮和松弛行為,以及纖維和樹脂間的相互作用。研究表明,制品的厚度與樹脂的流動方向有著密切的關系,離開真空源越遠,制品中的樹脂含量越高,相應纖維含量越低,制品越厚。在真空導入工藝中預制件受到的外壓是大氣壓(Patm),這個壓力由樹脂壓力(Pr)和纖維結構支撐(Pf)(公式2)。
樹脂在進口處的壓力為1個大氣壓(1 Patm),其流動前鋒的壓力為零,樹脂壓力從真空源處到進口處,其壓力是從零到1個大氣壓的梯度分布,離開出口處越遠樹脂壓力越大,相應預制件受到的壓力越小,纖維受壓縮也越小,厚度也較大。在樹脂到達出口處后,關閉樹脂進口,而繼續保持真空出口,使樹脂壓力穩定地減少,從而使預制件進一步壓縮,可減緩厚度不均的現象。
風電葉片的制作由于其表面積較大,采用真空導入工藝時要安排幾個進膠口和布置較多的抽氣口,灌注完全后,關閉進膠口,保持真空壓力直到完全固化。以1.5WM某型號葉片為例,研究了葉片根部(L0m)和葉片中部(L18m)處從真空導入灌注開始到灌注結束時壓力的變化,見表1、圖2、表2所示:
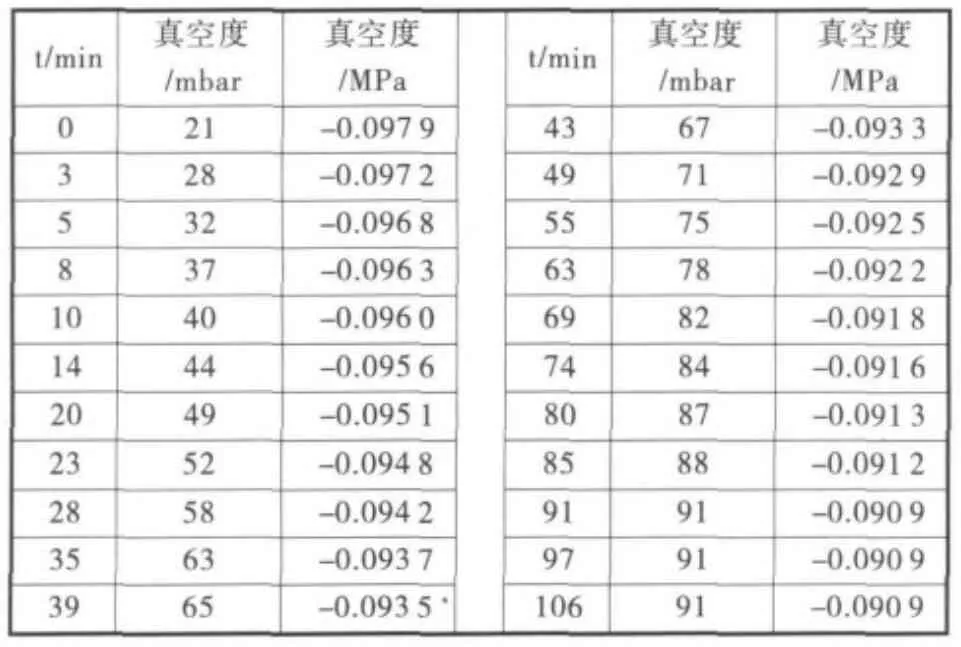
表1 葉片根部(L0m)灌注開始到灌注結束時壓力變化值

圖2 葉片根部(L0 m)灌注開始到灌注結束時壓力變化曲線圖
從表1中可以看出葉片根部真空導入灌注過程中,真空壓力值是從小到大逐漸增加,到灌注完全后,壓力值保持一個很小的數值,恒定不再變化。可以把該型號葉片根部灌注過程中真空壓力值的變化擬合成一個二次函數y=-0.0058x2+1.2295x+25.9102,但是否為規律性的結論,需要進一步的研究。
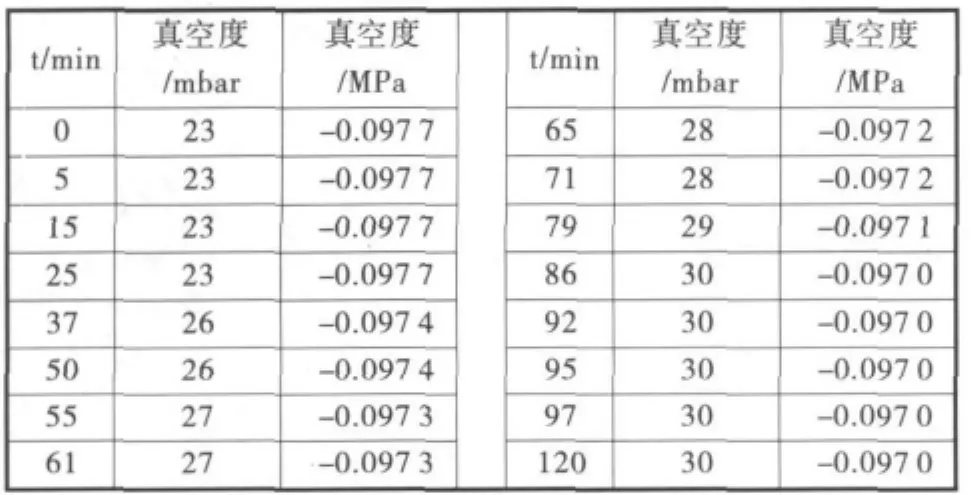
表2 葉片中部(L18 m)灌注開始到灌注結束時壓力變化值
從表2中可以看到真空導入灌注過程中,葉片中部(L18m)區域灌注開始到灌注結束真空壓力值同樣是從小到大逐漸增加,但相對根部灌注而言,變化值并不明顯,可以說明該型號葉片從灌注開始到灌注結束中部區域始終受到很大的真空壓力。
3 真空導入工藝和手糊工藝的比較
在通常的手糊工藝(hand lay-up)中,采用刷子、輥子或其他方式手工浸潤增強材料,然后將增強材料鋪覆于模具中。目前大型制品的生產,往往采用改進的手糊工藝方法真空袋壓輔助成型。而真空導入工藝相較于傳統工藝具有更多優勢:①更少樹脂損耗。用VIP工藝,樹脂的用量可以精確預算,對于手糊或噴射工藝來說,會因操作人員的多變性而難于控制。VIP可以使得樹脂的損耗達到最少,更重要的是,這樣可以節約成本。②樹脂分布均勻。對于一個制品來說,不同部分的真空產生的壓力是一致的,因此樹脂對玻纖的浸潤速度和含量趨于一致。這個對于重量要求穩定的FRP制件是很關鍵的。③過程揮發更少。生產過程中沒有刷子或輥子之類,不會造成樹脂的潑灑或滴落現象發現,更不會有大量的氣味出現。所以它能提供一個干凈、安全和友好的工作環境,保護操作者的身心健康。④使用單面模具。僅用一面模具就可以得到兩面光滑平整的制品,可以較好的控制產品的厚度。⑤更高質量制品。在真空環境下樹脂浸潤玻纖,與傳統制造工藝相比,制品中的氣泡極少。體系中不留有多余的樹脂,玻纖含量很高,可達到70%,甚至更高。所得制品重量更輕,強度更高。表3列出了采用手糊工藝(濕法真空袋壓)和真空導入工藝生產的部分葉片根部的巴氏硬度值。
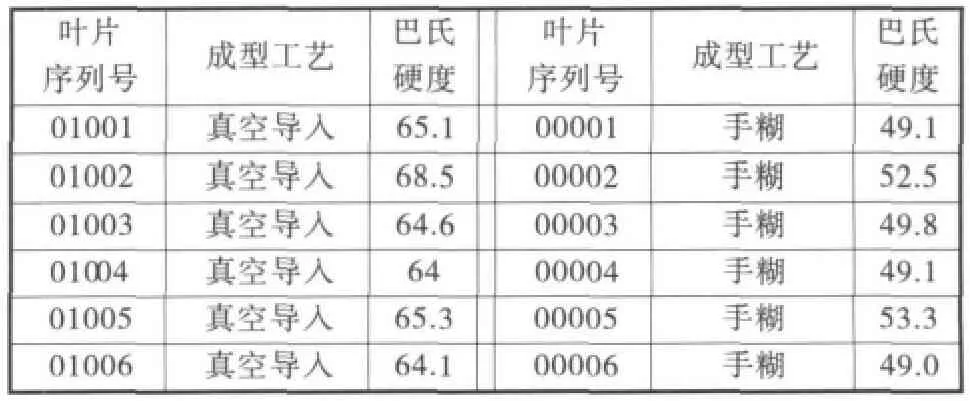
表3 手糊工藝與真空導入工藝生產葉片根部巴氏硬度值
當然,任何一種工藝不可能是十全十美的,目前來說VIP所需的一次性耗材生產成本較高,并產生較多的廢料。如真空袋膜、導流介質、脫模布及導流管等輔助材料都是一次性使用,而且很大一部分需要依賴進口。另外對操作人員的技能要求更高,每一過程都仔細按步驟做好才能進入下一步的操作,否則會造成不能逆轉的損失。尤其是大型復雜結構的風機葉片,一旦在樹脂灌注中失敗,產品易報廢。因此,操作過程要嚴格執行真空導入工藝要求并具備有效的預防措施,以保證生產出質量合格的產品。
4 結論
真空導入工藝制作葉片過程中,樹脂灌注開始到灌注結束真空壓力值從小到大逐漸增加,灌注完全后壓力值保持在一個很小的數值,恒定不再變化。葉中區域的壓力變化弱于葉根區域,葉根區域的壓力變化可擬合成一個二次函數y=-0.0058x2+1.2295x+25.9102。
本文比較了真空導入工藝和手糊工藝制作葉片的優缺點,通過數據對比指出:真空導入工藝葉片比手糊工藝葉片有更高的巴氏硬度值,質量強度更高。■
[1]趙渠森,趙攀峰.真空輔助成型工藝研究[J].纖維復合材料,2002(1):42-46.
[2]Correia N C,Robitaille F,Long A C.Analysis of the vacuum infusion molding process[J].Analytical formulation Composites,2005(3):1645-1656.
[3]C.D.拉德,A.C.朗,K.N.肯德爾.復合材料液體模塑成型技術[M].北京:化學工業出版社,2004.
2011-05-09
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
