大型刃具類工件磨削的創(chuàng)新設(shè)計(jì)
2011-10-26 07:16:50渤船重工有限責(zé)任公司125004
中國(guó)科技信息 2011年10期
關(guān)鍵詞:設(shè)備
劉 楊 渤船重工有限責(zé)任公司 125004
大型刃具類工件磨削的創(chuàng)新設(shè)計(jì)
劉 楊 渤船重工有限責(zé)任公司 125004
BX2012型龍門刨銑床是工業(yè)制造企業(yè)重要設(shè)備之一,可以加工工件尺寸最大長(zhǎng)度為4米、工件最大寬度1.25米,工件最大高度為1米,工件最大重量為8噸的大型設(shè)備。該設(shè)備具有刨、銑、磨功能。可以加工各種胎具、導(dǎo)軌面、復(fù)雜幾何形狀的工件。但由于設(shè)備原磨削功能工作狀態(tài)為“干”磨,不具備冷卻裝置,因此不適合刃具類工件的磨削加工。為解決刃具類工件磨削材質(zhì)硬、工件易變形、砂輪易密死、溫度難以控制等技術(shù)難題,特此在原有設(shè)備基礎(chǔ)上自行設(shè)計(jì)制作一套“水”磨裝置,以達(dá)到加工刃具、胎具、導(dǎo)軌等光潔度要求較高的工件磨削功能。經(jīng)過實(shí)踐,所加工的工件均能達(dá)到圖紙工藝要求。在BX2012龍門刨床上實(shí)現(xiàn)工件加工由“干”磨到“水”磨,填補(bǔ)了國(guó)內(nèi)在此領(lǐng)域的空白。
冷卻循環(huán)系統(tǒng);工裝工作臺(tái);夾具
一.概況
刃具、胎具類工件在工業(yè)制造領(lǐng)域運(yùn)用十分廣泛,主要用于剪板機(jī)刀刃、折邊機(jī)刃具、沖床刀具、油壓機(jī)胎具等各種冷加工型工件,其主要材質(zhì)是C r12、T 8A,變形小、硬度高,但高溫易淬裂,可磨性差等主要特點(diǎn)。刃具類工件磨損后通過重磨加工,可以繼續(xù)使用,但原修理方法采用的是“干”磨,溫度難以控制、光潔度及尺寸公差達(dá)不到要求、且加工周期長(zhǎng)。為解決生產(chǎn)過程中的實(shí)際難題,特此在原有的設(shè)備基礎(chǔ)上自行設(shè)計(jì)制作增加冷卻循環(huán)系統(tǒng),達(dá)到了加工工件溫度低、光潔度與尺寸公差得到保證,而且縮短了加工周期,提高了工作效率。此次創(chuàng)新設(shè)計(jì)不僅擴(kuò)大機(jī)床加工范圍,探索新的加工途徑,完善新的加工工藝,提高產(chǎn)品加工質(zhì)量,而且提高了工作效率、降低了成本。
二.創(chuàng)新設(shè)計(jì)
設(shè)計(jì)目的:為解決各種刃具、胎具及軌道工件加工磨削材質(zhì)硬、工件易變形、砂輪易密死、溫度難以控制等生產(chǎn)實(shí)際過程中的技術(shù)難題。
設(shè)計(jì)原理:參照平面磨床水磨削的基本原理。在龍門刨床上創(chuàng)新設(shè)計(jì)安裝冷卻循環(huán)系統(tǒng),以達(dá)到解決實(shí)際問題的目的。
冷卻循環(huán)系統(tǒng)、工裝工作臺(tái)以及磨頭處出水口用軟管連接構(gòu)成水循環(huán)系統(tǒng),磨頭處設(shè)有控制開關(guān),加工工件時(shí)將冷卻液開關(guān)打開對(duì)加工工件進(jìn)行冷卻,冷卻液經(jīng)工裝工作臺(tái)匯流盤在經(jīng)過軟管回流到水箱內(nèi),構(gòu)成冷卻循環(huán)系統(tǒng)。工裝工作臺(tái)用自行設(shè)計(jì)的斜壓板固定到設(shè)備的工作臺(tái)面上,加工工件以同樣的方式固定在工裝工作臺(tái)上,之所以制作工裝工作臺(tái)固定在設(shè)備工作臺(tái)面上,是為了不破壞設(shè)備本身床身的基礎(chǔ)上在工裝工作臺(tái)四周焊接匯流盤,將冷卻液回收形成冷卻循環(huán)系統(tǒng)。設(shè)備工作臺(tái)面與工裝工作臺(tái)下表面要保證一定的光潔度,以確保加工出工件的精度。工件加工完成后,工裝工作臺(tái)、冷卻循環(huán)系統(tǒng)可整體拆除,恢復(fù)機(jī)床原功能,不影響機(jī)床的正常使用。
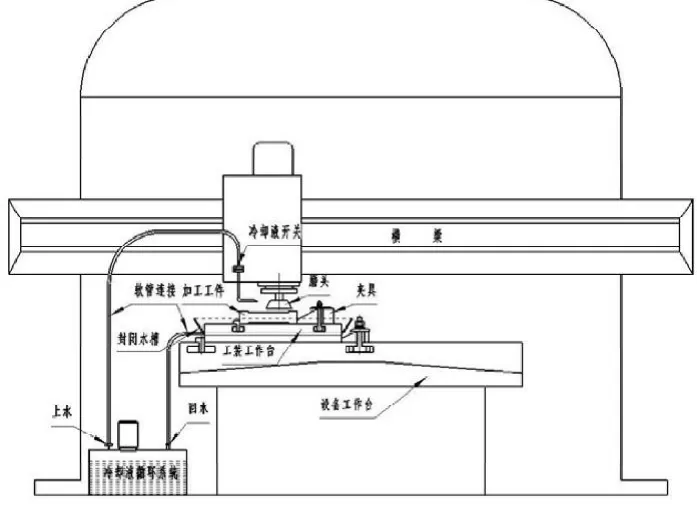
圖1 工件加工冷卻示意圖
三.工裝工作臺(tái)
工裝工作臺(tái)采用3000×500×50的鋼板(單位:mm 材料45#),由龍門刨床自身加工工裝工作臺(tái)的四周表面和T型槽,工裝工作臺(tái)兩個(gè)T型槽的距離應(yīng)符合工件的寬度為裝夾工件定位提供保證,工裝工作臺(tái)下表面與設(shè)備工作臺(tái)面表明光潔度應(yīng)達(dá)到使用要求,保證工裝工作臺(tái)與設(shè)備工作臺(tái)的平行度。然后將匯流盤焊接到工裝工作臺(tái)四周,保證冷卻液順利回流。工裝工作臺(tái)如下圖所示。
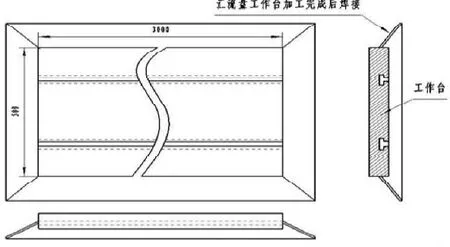
圖2 工裝工作臺(tái)
四.冷卻循環(huán)系統(tǒng)
冷卻循環(huán)系統(tǒng)包括:焊接式水箱、液位顯示器、水泵、出入水口、軟管。
將冷卻循環(huán)系統(tǒng)放置在設(shè)備操作者對(duì)面工作臺(tái)中間位置,保證整個(gè)裝置布置簡(jiǎn)單、實(shí)用、科學(xué)合理。
冷卻循環(huán)系統(tǒng)出水口用軟管經(jīng)刨刀架與磨頭處噴水口連接,中間用手動(dòng)開關(guān)控制,冷卻液經(jīng)被加工工件流到工裝工作臺(tái)匯流盤內(nèi),再經(jīng)過軟管流回至冷卻循環(huán)系統(tǒng)。冷卻循環(huán)系統(tǒng)如下圖所示。
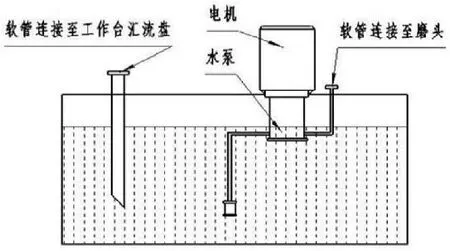
圖3
五.工件的裝夾方法與砂輪選用
工件的裝夾:
夾具定位塊均勻放在工作臺(tái)梯形槽內(nèi),螺桿、螺母、斜鐵壓板,墊塊構(gòu)成裝夾系統(tǒng)。
充分利用制作工作臺(tái)平面定位,定位槽定位,均勻擠壓,符合三點(diǎn)定位的一種裝夾方法。
定位塊為自做100×22×40(單位mm),螺桿為M 20×120斜壓板墊塊均符合使用要求。
裝夾特點(diǎn):工件夾緊力能夠承受磨削力的沖擊和震動(dòng),壓板擠壓均勻盡量消除變形壓力。
砂輪的選用:
砂輪的選擇對(duì)加工工件至關(guān)重要,針對(duì)被加工件的材質(zhì)來(lái)選擇砂輪。砂輪的選擇總體原則是保持砂輪的自銳性,提高砂輪的耐用性同時(shí)提高工件的精度和光潔度,達(dá)到提高生產(chǎn)效率的目的。
剪板機(jī)刀刃淬火性材質(zhì)硬度高,在砂輪選用上應(yīng)選擇碗形氧化鉛型材質(zhì)進(jìn)行磨削白色氧化鉛比普通氧化鉛仍適于加工淬火工件等硬度較高的材料一般用于精磨。
砂輪粒度的選擇:表面光潔度高,適用于中等粒度或較細(xì)粒度的砂輪;生產(chǎn)效率高,適用較粗粒度的砂輪。
在磨床上常用的砂輪有:杯形砂輪、碗形砂輪、碟形砂輪和角形砂輪,砂輪在安裝前應(yīng)檢測(cè)有無(wú)裂紋及缺陷、裝配后必須用金剛石修理器修整,因?yàn)榈毒哳惞ぜ男螤詈軓?fù)雜,在砂輪的選擇上應(yīng)根據(jù)工件的形狀具體工藝加工要求而定。
六.取得的成果
本次在龍門刨床設(shè)備基礎(chǔ)之上創(chuàng)新設(shè)計(jì)安裝冷卻循環(huán)系統(tǒng),使以前加工刃具、胎具、軌道等鋼件通過“干”磨的方法革新為“水”磨的方法,大大地縮短了加工時(shí)間,提高了工作效率,保證了被加工件的加工精度和表面光潔度。
經(jīng)過實(shí)踐證明,龍門刨床的水磨削加工精度高、效率快,磨削精度可達(dá)IT6-IT7級(jí),表面粗糙度Ra0.8~0.2μm,平行度均能達(dá)到圖紙?jiān)O(shè)計(jì)要求。幾年來(lái),成功加工重要產(chǎn)品托架傳遞機(jī)構(gòu)、數(shù)控等離子切割機(jī)導(dǎo)軌、大型剪板機(jī)胎具刀刃等項(xiàng)目,均達(dá)到了圖紙?jiān)O(shè)計(jì)要求,為利用現(xiàn)有設(shè)備解決新型加工難題探索出一條新的途徑。
[1]成大先.機(jī)械設(shè)計(jì)手冊(cè).第四版.北京:化學(xué)工業(yè)出版社.2002年1月
[2]石永剛.凸輪機(jī)構(gòu)設(shè)計(jì).上海:上海科學(xué)技術(shù)出版社.1995
[3]中國(guó)機(jī)械工業(yè)標(biāo)準(zhǔn)匯編(第二版).中國(guó)標(biāo)準(zhǔn)出版社
10.3969/j.issn.1001-8972.2011.10.100
猜你喜歡
中國(guó)特種設(shè)備安全(2022年6期)2022-09-20 02:52:28
當(dāng)代工人(2020年13期)2020-09-27 23:04:20
經(jīng)濟(jì)技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(shù)(2017年11期)2017-12-20 08:10:57
工業(yè)設(shè)計(jì)(2016年12期)2016-04-16 02:52:00
IT時(shí)代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(yǎng)(2015年1期)2015-04-17 03:25:28
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:00
