大盤毛坯在80000kN螺旋壓力機生產線上的鍛造工藝
2011-11-13 06:40:22戴東海
鍛壓裝備與制造技術 2011年6期
戴東海
(杭州前進齒輪箱集團股份有限公司,浙江 杭州 311203)
大盤毛坯在80000kN螺旋壓力機生產線上的鍛造工藝
戴東海
(杭州前進齒輪箱集團股份有限公司,浙江 杭州 311203)
介紹了80000kN螺旋壓力機生產線的設備配置情況,通過對大盤鍛件進行工藝分析提出了鍛造工藝方案,設計了終鍛模、切邊模、熱校正模等工裝,并對大盤鍛件生產流程進行了探討。
機械制造;模鍛;摩擦壓力機;工藝設計
1 前言
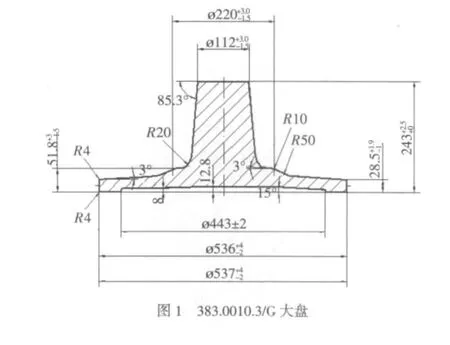
383.0010.3/G 大盤(圖 1),材料 42CrMo,盤部最大直徑?538mm、高度245mm,鍛件重72kg左右,大盤和桿部要求抗拉強度≥980MPa,屈服強度≥750MPa,伸長率≥11%,熱處理 300~350HB,使用80000kN高能螺旋壓力機鍛造。
2 模鍛工藝
可供選擇的鍛造方式有以下兩種。
(1)制坯鍛造。由于該產品屬于大盤細桿類鍛件,首選工藝考慮的是先使用大料制坯,把桿部制出來,然后再在壓力機或錘上做預鍛或終鍛。這種方式鍛造優點是桿部流線較好,終鍛時所需設備噸位小;缺點是采用了兩火鍛造,由于中間坯直徑差異太大,無法再在中頻感應爐上加熱,不僅直接導致生產成本增加,而且鍛件表面質量較差,在經過多次生產成本核算后,舍棄了這一方案。
(2)直接鍛造。中頻感應爐加熱后,采用80000 kN高能螺旋壓力機直接鍛造。這種方式優點是經濟實惠,生產效率高,鍛件表面質量較好;缺點是不便于操作,且桿部性能及流線稍差。經過生產驗證,流線符合要求,我們目前采用的就是這種鍛造方式。
3 鍛模設計
由于桿部不易充滿,設計熱鍛件圖(用于制作模具的鍛件圖)時應考慮把桿部加長2mm~5mm,避免因桿部充不滿而造成加工出現廢品;采用桿部向上鍛造,不僅便于桿部填充,使鍛件出模容易,且方便清除氧化皮,表面質量也能得到改善;由于大盤較大,生產時幾乎無法打靠,應減薄熱鍛件圖大盤厚度1.0mm~1.5mm左右,一般不建議提高鍛造溫度來加強鍛件填充性,溫度太高會導致鍛件出現表面龜裂;考慮到工人操作時需要把坯料立起來,應增加定位凸臺,增加的定位凸臺應使用大圓弧過渡;鍛模橋部設計不應過寬,不然會使鍛件厚度超差嚴重,取上模橋部20mm左右,下模橋部30mm為宜,這樣既不施加較大阻力,也提高了模具壽命;設計時使用圓形鎖扣能有效控制鍛件錯模量,且避免了生產時反復調整模具。
4 切邊模設計
由于桿部向上,最初采用凹模在下沖頭在上的切邊方式,但在考慮切邊壓床裝模高度和不易操作等問題后,換成沖頭在下,凹模在上的切邊方式。這種方式加上導柱導套后不僅能提高模具安裝速度,也能大大提高切邊的質量。但用這種方式,毛邊切除后易套在沖頭上,如去除不及時,會導致取不下來。通過實際生產發現,切邊時使用撬杠等工具使毛邊在沖頭上成傾斜,就容易取出了。鍛件進入凹模后會因摩擦原因卡在凹模內,不過隨著鍛件冷卻(5s~10s),會自行掉下。如果鍛件上有標識要求,不建議在切邊模上做,這是由于切邊時鍛件變形,會導致標識打印不上,且影響放置鍛件。切邊模見圖2所示。

5 熱校正模設計
這類鍛件在切邊過程中,會導致鍛件凹心,即切邊變形。由于切邊變形區域較大,且此類鍛件在大盤上下都有非加工面,通過加補償來解決切邊變形的方式不可取,這就需采用熱校正。如果切邊后變形輕微,不影響后續加工,可以不校正,但需要工藝試驗驗證。這里所作試驗驗證結果見表1所示。

表1 工藝試驗結果/mm
由表中可見,不采用熱校正的鍛件切邊變形太大,熱處理變形量增大,極大地影響機加工,廢品率高達80%以上;采用熱校正后變形得到了有效控制,沒有機加工廢品。為此,需要設計熱校正模。模具設計時,應考慮減薄上下模厚度0.5mm~1.0mm;需要時還應設置頂出機構;若需打印標識,應考慮字頭更換是否方便。
6 生產注意事項
坯料立起來后,用鉗子扶住,此時工人務必對好后才可輕擊,不然會導致坯料放偏,嚴重時會導致鍛件充不滿報廢,輕擊一次后則可定住位。為了盡可能減少鍛件變形,鍛件校正完后,由于溫度比較高(約800℃左右),不能隨便放置在地上,應桿部向上平放在平板上,待鍛件降溫后(約500℃),方可裝箱堆放。
42CrMo材料正火后調質,由于鍛件結構的原因,基本都會選擇只在大盤上打硬度來判定性能是否合格。通過試驗,當大盤硬度在300~340HB時,桿部硬度以及力學性能一般不合格。本大盤硬度允許在380HB以內,在基本不影響加工的前提下保證了桿部的性能要求。由于大盤較薄且直徑較大,應考慮到可能的熱處理變形,設計了專用的熱處理吊具,不僅大大減少熱處理變形,且提高了熱處理效率。
鍛件后續處理:清理(拋丸)、探傷以及防銹。清理采用Q383懸掛式噴丸機,鋼丸直徑1.5mm~1.8mm,噴丸時間20min;鍛件不允許有任何形式的裂紋、折疊存在,采用熒光磁粉探傷,確保出廠件無鍛造缺陷。
7 結束語
上述模鍛工藝設計,經過現場生產驗證表明,這種模鍛一火成形的鍛造方式,經濟實惠,生產效率高,鍛件表面質量好。在開發383.0010.3/G大盤模鍛工藝的基礎上,公司已陸續開發了多個類似結構的產品新工藝,實現了大批量生產。
[1] 呂 炎.鍛模設計手冊(第2版).北京:機械工業出版社,2006.
[2] 姚澤坤.鍛造工藝學與模具設計.北京:機械工業出版社,2007.
[3] 中國機械工程學會塑性工程學會.鍛壓手冊(鍛造)第一卷第3版.北京:機械工業出版社,2008.
[4] 江榮華.無飛邊閉式胎模鍛新工藝.鍛壓裝備與制造技術,2010,45(1):81-83.
[5]陸元三.沖壓模具結構的安全技術措施.鍛壓裝備與制造技術,2010,45(3):62-63.
Forging technology of big disk-type blank on 80000kN screw press line
DAI Donghai
(Hangzhou Advance Gearbox Group Co.,Ltd.,Hangzhou 311203,Zhejiang China)
The typical configuration of an 80000kN screw press production line has been introduced.By process analysis of big disk-type forgings,the jigs including finish-forging die,trimming die and hot straightening die have been designed.The production process of the big disk-type forgings has been discussed.
Die forging;Friction press machine
TG315.9
B
1672-0121(2011)06-0077-02
2011-09-22
戴東海(1971-),男,助工,從事鍛造工藝設計與設備維護
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
藝術啟蒙(2018年7期)2018-08-23 09:14:18
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39