擺塊式彎曲模具擺塊機構的圖解法設計
2011-11-13 06:40:22陳傳勝
鍛壓裝備與制造技術 2011年6期
關鍵詞:設計
陳傳勝
(安徽職業技術學院,安徽 合肥 230011)
擺塊式彎曲模具擺塊機構的圖解法設計
陳傳勝
(安徽職業技術學院,安徽 合肥 230011)
沖壓生產中經常會遇到圓環形彎曲件,這類零件如果采用多道工序加工,工藝過程復雜,零件的加工成本高。若采用帶擺塊凹模的一次彎曲成形模,可簡化工藝過程,降低零件制造成本。文章介紹了圓環形彎曲件一次彎曲成形模具的擺塊機構的圖解法設計。
機械制造;圖解法;設計;彎曲模
1 前言
彎曲是使毛坯材料變形成具有一定曲率半徑和直邊夾角的零件的沖壓工序。卡環是工程中常見的零件(圖1),材料10鋼,厚度1mm,大批量生產。對于小圓形件(直徑≤10mm)或大圓形件(直徑≥40mm)都可以采用兩次彎曲成形,但卡環屬于中型零件,若采用兩道工序進行加工,生產效率較低,不滿足大批量生產的要求。為簡化工藝過程,降低零件的制造成本,這里采用了擺塊式圓形件彎曲模,可以一次彎曲成形。

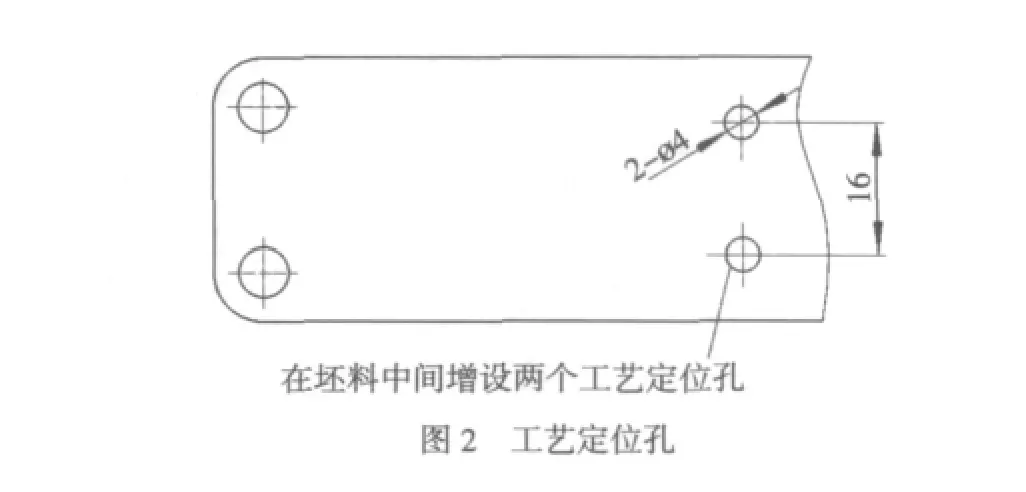
為防止沖壓過程中坯料左右兩側所受摩擦力不相等,而導致坯料偏移,在不影響制件使用的前提下,在坯料中間增設工藝定位孔(圖2),由安裝在懸臂凸模上的定位銷定位坯料,避免沖壓過程中坯料產生偏移,保證制件質量。
2 彎曲回彈計算
卡環由于相對彎曲半徑較大,故加工回彈不能忽略。卡環彎曲半徑R=14mm,料厚t=1mm,相對彎曲半徑R/t=14mm,彎曲半徑回彈嚴重,應采用補償法消除。10鋼屈服點σs=210MPa,彈性模量E=198000MPa,則彎曲模懸臂凸模半徑用下式進行修正。
則可得懸臂凸模直徑DT=2RT=26.8mm,彎曲回彈后工件內徑要求D=28mm。卡環兩突耳之間有6mm的間隙,內徑實有周長為πD-6=81.9mm,懸臂凸模的橫截面圓周長πDT=84.2mm,兩周長之差為△=2.3mm。為使突耳成形,在懸臂凸模的正上方設置厚度為2.3mm的墊塊,彎曲時由兩擺塊的上部與墊塊相互作用完成突耳處的彎曲成形。
3 擺塊機構的幾何分析
擺塊機構幾何尺寸見圖3所示。兩擺塊的轉動中心分別為 M、N,弧 A1′B1′、A1B1分別表示擺塊的初始位置與閉合位置。由圖分析如下。
(1)表示擺塊工作部位的曲線圓弧 A1′B1′、A1B1在沖壓時以M點為圓心作定軸轉動。
(2)O2點為MN中點,在兩擺塊無間隙運動的情況下,A1′點要經過O2才到達A1點,故A1與A2兩點之間必然存在間隙,且MO2越大,間隙就越小。

(3)B1′與 B2′兩點之間距離應稍大于工件的外徑,以便于進行第一步的形件彎曲以及回程時工件能從中間通過。
擺塊機構有兩個主參數,一是兩擺塊轉動中心之間的距離MN;二是擺塊初始與閉合狀態下之間的夾角α。MN值大,將使模具的結構尺寸增大,MN值小,會使得模具閉合時兩擺塊之間上、下部位的間隙B1B2與A1A2增大,影響零件成形質量,一般按照模具結構選擇適宜的大小,取MN約等于4倍工件直徑。α角的值應使得B1′B2′稍大于工件的外徑,以方便懸臂凸模的回程。
4 擺塊機構的圖解法設計
在滿足前述3個基本條件的前提下,可以用幾何法設計該擺塊機構,如圖4所示。

(1)懸臂凸模直徑為DT=26.8mm,加上板料厚度,則凹模直徑為DA=28.8mm,半徑為RA=14.4mm。
(2)作MN等于115mm,圖4中只畫出右半部分,故MO2=57.5mm,MN=115mm是按約等于工件直徑4倍選取的,在MN中點O2為圓心作直徑為28.8mm的圓。
(3)以M為圓心,MO2為半徑作圓弧交圓O2于A1,點A1到中心線之間距離的2倍即為前述的模具閉合時,A1A2的間隙值。
(4)兩擺塊閉合的時候,板料在B1B2處應有2.3mm的間隙,取其一半再加上板料厚度1mm,就是B1點到中心線的距離,即2.15mm,向右作中心線的平行線,距離為2.15mm,交圓O2于B1點。
(5)工件經過沖壓回彈后的外徑為30mm,為使工件能從擺塊中脫出,需要找到B1′點。在O2的右側15mm處作垂直線,以M為圓心,MB1為半徑作圓弧交垂直線于所要求的B1′點。
(6)以B1′為圓心,以14.4mm為半徑作圓弧交圓弧MO2于O1點,以O1為圓心,過B1′點作圓弧交圓弧MO2于A1′,得到擺塊的初始位置。
(7)連接O1M,測量∠O1MO2即為α角。
經過上述的作圖步驟得出擺塊的幾何參數有:MN=115mm、A1A2=4mm、B1B2=4.3mm、α=27.48°、B1′B2′=30mm。以上這些參數可以作為彎曲模具零部件設計的依據。

5 彎曲模具結構設計
通過以上的機構設計,最終設計的彎曲模如圖5所示,懸臂凸模上部裝有厚度為2.3mm的墊塊。
凹模擺塊所受到的力是由凸模傳遞的,隨著懸臂凸模下壓,凹模擺塊向下擺動的過程中所受的橫向力逐漸增加,到達閉合位置的時候,擺塊所受的橫向力達到最大。此時,凸模中心線與擺塊軸線位于同一水平面上。擺塊所受的橫向力的大小取決于坯料與懸臂凸模及擺塊之間是存在間隙還是過盈量。如果存在間隙,橫向力等于工件的彎曲力;若過盈,則橫向力會急劇增加,過盈量較小的時候對工件產生校正力,過盈量大會損壞模具。因為本模具采用減小凸模直徑的方法消除回彈,故允許有間隙,但間隙值不能大,應取≤0.1mm。兩擺塊后側設計成圓弧形,主要是為防止擺塊在擺動時與其他零件發生干涉。
6 總結
擺塊式彎曲模具的擺塊機構圖解法設計,簡化了模具的設計過程,給同類型制件的彎曲模具的設計提供了簡潔而有效的設計方法。
[1] 鐘毓斌.沖壓工藝與模具設計[M].北京:機械工業出版社,2000.
[2] 吳詩淳,何聲健.沖壓工藝學[M].西安:西北工業大學出版社,1987.
Graphic method design of rocking block mechanism for bending die
CHEN Chuansheng
(Anhui Vocational and Technical College,Hefei 230011,Anhui China)
The graphic method design of the rocking block during one-step bending process for round bending parts has been introduced in the text.
Rocking block;Bending;Die;Graphic method
TG385.2
B
1672-0121(2011)06-0099-02
2011-08-12
陳傳勝(1969-),男,副教授,從事模具及塑性成形理論研究
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04