弧焊整流PFC設計
2011-11-14 07:56:50郭鳳德
電焊機 2011年7期
郭鳳德
(樂山師范學院 物理與電子工程系,四川 樂山 614004)
弧焊整流PFC設計
郭鳳德
(樂山師范學院 物理與電子工程系,四川 樂山 614004)
晶閘管弧焊整流焊接系統中輸入電網電流產生嚴重畸變,針對這一問題,提出了用Boost電路提高功率因數,即功率因數校正。分析電網電流畸變原因,詳細介紹了L4981功率因數校正芯片的工作原理和外圍電路,同時計算外圍電路參數值的大小。為提高焊接系統電源質量提供一定的指導作用。
整流;PFC;L4981
0 前言
隨著電力電子技術的發展,在弧焊電焊焊接系統中,整流(不控、可控)電源以提高效率和功率密度在焊接系統中占主導地位。實際上,開關電源一般都是在整流前端與電網相接,這樣就造成了功率因數低,通常為0.45~0.75,且其無功分量基本上為高次諧波,嚴重影響了電網電能的質量。從電網直接通過整流電路進來的交流電流會發生嚴重的畸變,它含有對電網有危害作用的諧波,造成輸入端功率因數低。在《中華人民共和國通信行業標準》中,功率1 500 W以上的電源單機滿載時整機功率因數要大于0.92。在焊接系統中,都使用大功率開關電源,因此,必須要校正功率因數。
基于此,本研究對單相整流進行了功率因數校正分析,提出了解決方案,并介紹了功率因數校正芯片的使用[1-2]。
1 方案設計
圖2是圖1的單相不控整流電壓和電流波形,從圖中可以看出,如果不進行功率因數校正,電流波形畸變很大。同樣,可控整流的電流波形也會產生很大的畸變。抑制諧波的方法有兩種:一種是通過外因接入濾波器,另一種是設計具有功率因數校正功能的電路。在此介紹Boost變換器的APFC電路的控制方法。
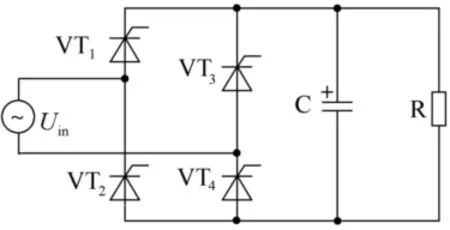
圖1 單相整流電路
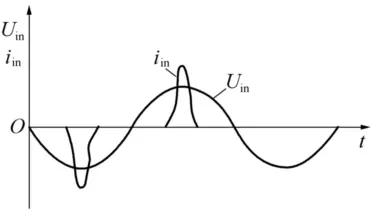
圖2 單相不控整流電路電壓電流波形
Boost型APFC可使用多種控制方法。按信號取樣的不同,分為電壓控制模式和電流控制模式。根據Boost電路電感電流的工作模式,分為連續導電模式(CCM)、不連續導電模式(DCM)和臨界導電模式(TM)。
連續導通模式的主要優點有:輸入/輸出的電流紋波小,濾波容易,RMS電流小,器件的導通損耗小。其缺點是:在硬開關狀態下,開關損耗較高,尤其是在續流二級管有較大反向恢復電流的情況下。而采用軟開關技術又會增加電路的復雜度,制作成本也會提高。采用該模式的PFC電路電感電流波形如圖3所示。
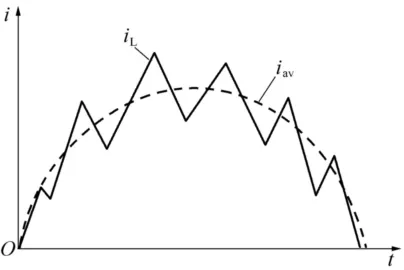
圖3 電感電流連續導通模式
不連續導通模式的主要優點有:開關管能夠實現軟開關控制,零電流導通,降低了開關損耗,避免了快恢復二極管的反向恢復電流過大,既降低了損耗又減小了開關管的電流應力。其缺點是:器件的電流應力較大,導通損耗較高,限制了其在較大功率變換器中的應用。采用該模式的PFC電路電感電流波形如圖4所示。

圖4 電感電流不連續導通模式
臨界導通模式的優點有:由于功率開關管在電感電流為零時導通,大大降低了導通損耗和續流二極管反向恢復時的損耗;臨界導通模式將電感電流保持在連續和非連續的邊界;由于每個開關周期都在電感電流放電至零時結束,只需對電壓環路進行補償。其缺點是:輸入電流和輸出電壓的紋波與連續導通模式相比都較大,由于頻率可變也存在潛在的EMI。但是與非連續導通模式相比,臨界導通模式的輸入電流和輸出電壓紋波都比較小、功率因數也比較高,但電路結構要復雜一些、控制相對復雜、成本較高[3]。臨界導通模式的電感電流波形如圖5所示。
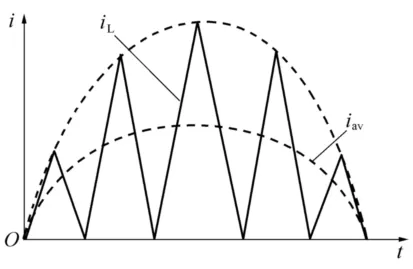
圖5 電感電流臨界導通模式
2 控制電路參數設計
PFC控制芯片(L4981)是由ST公司生產的一種高功率因數校正器集成控制芯片,具有:可控制AC/DC Boost PWM變換器的輸入端功率因數接近于1;限制輸入電流的THD<5%;采用平均電流控制方法;恒頻控制;過電壓、過電流保護功能等特點。L4981結構框圖如圖6所示。芯片主要管腳的功能特點如下。
IPK(引腳2):輸入過電流保護。OVP(引腳3):輸入過電壓保護。IAC(引腳4):AC電流輸入。CA-OUT (引腳5):電流輸出放大器。通過一個外部的網絡決定了適當的環路增益來調整乘法器和電感的電流信號,以消除振蕩問題。LFF(引腳6):調整輸出負載和乘法器在一個適當的比例,以在瞬間帶載中獲得更快的響應,如果用不到這個腳的功能,可以直接接到VREF上。VRMS(引腳7):為了獲得一個好的輸入電壓的波形,最佳的電壓范圍是1.5~5.5 V。ISENSE (引腳9):電流輸入放大器。VREF(引腳11):基準電壓。SS(引腳12):軟起動。VA-OUT(引腳13):誤差放大器輸出,為保證系統穩定,補償網絡設計使系統有足夠相位裕量。VFEED(引腳14):誤差放大器輸入。ROSC (引腳17):振蕩電阻。COSC(引腳18):振蕩電容。
圖7是L4981功率因數校正在BOOST電路中的主要外圍電路,主要電路參數確定為[4-5]:
(1)為了得到較為精確的電流保護,若選取R16=5.1 kΩ,Rs1=10 mΩ,峰值電流IPEAK=36 A,可求R15
(2)當輸入電壓在全電壓范圍內變化時,PIN4的輸入電流IAC變化范圍為

式中 Uinpkmin,Uinpkmax分別為交流輸入電壓最小值和最大值。

圖6 L4981結構框圖
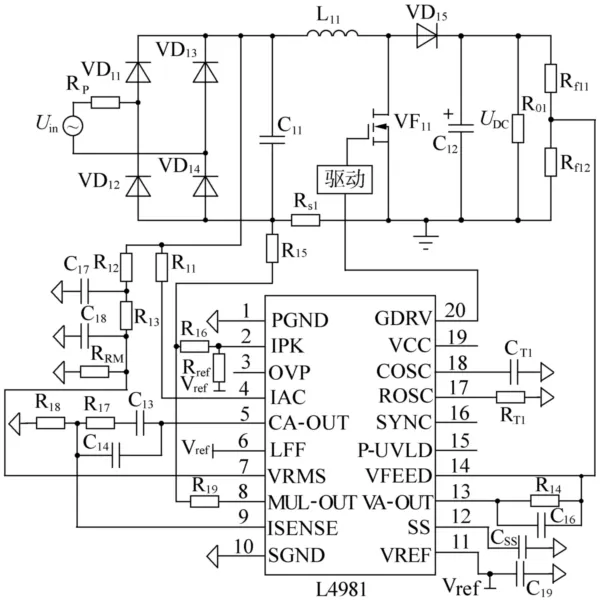
圖7 L4981主要外圍電路
若取R11=990 kΩ,代入式(3)得到

滿足L4981規格規定的電流上限要求。
(3)電流放大器通過一個外部的網絡決定了適當的環路增益來調整乘法器和電感的電流信號,以消除振蕩問題。電感最大的下降斜率(UDC/L11)必須低于振蕩器的斜坡,電流放大器的高頻增益可用式(5)表達為
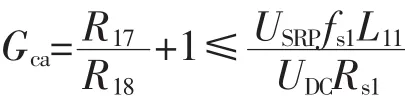

式中 USRP為振蕩器峰值電壓;在此取R17=43 kΩ,R18=2.7 kΩ。
C13補償電容的取值通常要考慮開環的電流增益,要通過電流檢測電阻上的電壓和輸出電壓放大器,穿越頻率可用式(6)表達

為了保證有一個好的相位裕度,零點頻率fz1≈fc1/2。

得到C13=660 pF,取C13=680 pF。
(4)為了獲得好的輸入電壓,最佳的電壓范圍是1.5~5.5 V。為了消除主要的紋波,采用兩個低通濾波器,由R12,R13,RRM,C17,C18組成

式中 UINAV為輸入交流電壓平均值,電壓范圍157.5~237.6 V。
為保證UPIN7電壓范圍是1.5~5.5 V,這里取R12=1.02 MΩ,R13=82 kΩ,RRM=20 kΩ,代入式(8)得到

(5)軟起動時間為

式中 UVAOUT典型電壓為5.1 V;Iss為芯片內部起動電流,取100μ A;取Css=4.7μ F,則得軟起動時間為239.7 ms。
(6)電壓環補償網絡設計。為保證輸出紋波電壓必須衰減到電壓誤差放大器輸出允許值,需要設置誤差放大器在二次諧波頻率點上的增益值

式中 Gea為誤差放大器傳遞函數。

式中 Ka為常數,f=50 Hz時,Ka=1/60;f=60 Hz時,Ka=1/70。若取Rf11=1.16 MΩ,則C16≥0.22μ F,取C16=0.47μF。
電壓環穿越頻率為

要使最高直流增益保持22°相位裕量,R14應滿足

(7)RT1,CT1共同決定開關頻率,取RT1=33 kΩ,CT1=1 nF,則開關頻率

3 結論
焊接系統中整流電路的輸入電流發生了嚴重的畸變,針對該問題提出用功率因數校正方法校正整流輸入電流。介紹了功率因數校正芯片L4981的工作原理、外圍電路和保護電路。計算了電路器件參數值的大小,控制思路將為提高焊接系統開關電源的質量提供一定的參考。
[1]王興貴,鄒應煒,劉金龍.全橋型DC/DC開關電源的建模與控制[J].電力電子技術,2007,41(7):86-88.
[2]周志敏,周紀海,紀愛華.開關電源功率因數校正電路設計與應用(第一版)[M].北京:人民郵電出版社,2004.
[3]齊德明.單相有源功率因數校正電路的研究與設計[D].濟南:山東大學,2008.
[4]潘飛蹊.有源功率因數校正電路研究[D].成都:電子科技大學,2004.
[5]魏文祥.單相功率因數校正研究[D].武漢:華中科技大學,2008.
Design of PFC in the arc welding rectifier
GUO Feng-de
(Department of Physics and Electronic Information,Leshan Teachers College,Leshan 614004,China)
Thyristor welding system input power rectifier causes severe distortion,current to solve this problem,this paper proposes using Boost circuit improving power factor,namely the power factor correction.The theoretical analysis for grid current distortion,and introduced in detail the reasons L4981 power factor correction chip works and peripheral circuit,also calculated the size of the outer circuit parameters.This control thought will to improve the welding quality of power system and provide some guidance.
rectifier;PFC;L4981
TG434
A
1001-2303(2011)07-0034-04
2010-12-30
郭鳳德(1974—),男,四川樂山人,實驗師,主要從事應用電子、視頻技術、電子信息工程技術的工作。
