AZ31B鎂合金厚板變極性等離子加絲焊接接頭性能分析
2011-11-14 07:56:50趙紅凱楊旭東李敏拓
電焊機 2011年10期
關鍵詞:焊縫
趙紅凱,肖 鋒,楊旭東,魯 維,李敏拓
(1.北京星航機電設備廠,北京100074;2.重慶理工大學 材料界面物理化學研究所,重慶400050;3.艾美特焊接自動化技術(北京)有限公司,北京 102202)
AZ31B鎂合金厚板變極性等離子加絲焊接接頭性能分析
趙紅凱1,肖 鋒2,楊旭東3,魯 維1,李敏拓3
(1.北京星航機電設備廠,北京100074;2.重慶理工大學 材料界面物理化學研究所,重慶400050;3.艾美特焊接自動化技術(北京)有限公司,北京 102202)
采用變極性等離子方法焊接AZ31B鎂合金,研究了焊接接頭的微觀組織、元素分布、斷口形貌、接頭強度和硬度等。結果表明,AZ31B鎂合金變極性等離子加絲焊接接頭沒有明顯的熱影響區,焊縫成“V”字形;接頭成形良好,焊縫為細小的等軸晶,沒有發現大面積區域偏析,無脆性相Mg17Al12,但有Al、Mn相;焊接過程鎂元素含量變化導致焊縫中鋁含量的升高,而Mn、Zn元素含量基本不變;拉伸試驗斷裂在熔合區,斷口表現為混合斷裂,沒有氣孔和裂紋;焊縫硬度大于母材但小于熔合區硬度,沿熔深方向硬度沒有明顯變化。
鎂合金;變極性等離子焊接;組織性能
0 前言
鎂合金具有較高的比強度與比剛度、密度低、無磁性、防震、優異的尺寸穩定性和易回收等特點,被廣泛的應用于航空航天、汽車、摩托車和電子產品等領域,被譽為21世紀綠色工程金屬結構材料[1-3]。由于鎂合金焊接過程中易產生粗晶、氧化、蒸發、裂紋、氣孔等缺陷,因此,選擇一種適合于鎂合金特點的焊接方法是制造鎂合金結構件的關鍵。
變極性等離子焊接是一種高能密度焊接方法,它可以獨立地設置正向焊接和反向陰極霧化時間,加大焊接熔深和合理調配陰極清理密度。小孔效應為氧化膜和氣孔提供了溢出的孔道,從而保證了焊接質量和焊接效率[4-5]。因此,用變極性等離子焊接方法焊接鎂合金有著不可比擬的優勢。
雖然目前已有采用變極性等離子方法焊接AZ31B鎂合金的報道[6-8],但是主要集中在鎂合金薄板(5 mm以下)以及自熔焊接兩個方面,未見報道厚板(8 mm以上)變極性等離子加絲焊接。為此對變極性等離子焊接技術加絲焊接AZ31B鎂合金進行深入分析,為采用變極性等離子加絲焊接AZ31B鎂合金厚板提供了數據基礎,同時也為鎂合金結構件的工程化應用提供了理論依據。
1 試驗
試驗采用8 mm厚的AZ31B鎂合金軋制態板材,試樣尺寸300 mm×150 mm。焊前先用丙酮清洗被焊件正、反兩面,去掉表面油脂,再用不銹鋼鋼刷清理表面氧化皮。選用艾美特變極性等離子焊接系統,該系統主要由LWV-1000立臥兩用縱縫、XM系統控制器、XVC-6自動弧長控制器、X-FEEDER送絲系統以及AMET變極性等離子焊接電源VPC-450組成。焊接過程中采用立式向上焊接,雙面氬氣保護熔池。實驗采用對接方式,填充金屬為AZ31B鎂合金焊絲,直徑2.0 mm,AZ31B鎂合金板材及鎂合金焊絲成分為:w(Al)=3.0%,w(Zn)=0.95%,w(Mn)=0.40%,w(Si)=0.04%,余量為Mg。
試驗應用φ 3.2 mm鎢極,內縮量控制在3.4± 0.1mm,焊接電流165~200A,等離子氣流量0.8~1.5L/min,焊接速度150~190mm/min,送絲速度500~600mm/min。變極性等離子小孔法焊接的鎂合金焊縫外形均勻,焊縫與母材過渡平穩,正面飽滿無咬邊現象,背面余高均勻合適,焊縫宏觀形貌如圖1所示。

圖1 焊縫正、背面宏觀形貌
焊接接頭拉伸試驗在5582型精密萬能材料試驗機上進行,試驗機的最大負載為100 kN。顯微硬度在HVS-1000型顯微硬度儀上測量,實驗力范圍0.098~9.8 N,加載方式為自動加載。微觀顯微組織在OLYMPUS GX51型倒置金相顯微鏡上觀察。接頭合金元素分析采用JSM-6460LV型掃描電鏡。
2 實驗結果與分析
2.1 接頭組織分析
如圖2a所示,母材是經過軋制后形成的,其組織晶粒呈纖維狀。圖2c所示的焊縫區由細小的等軸晶組成,是典型的鑄造急冷組織。從圖2b中可以看出,該區晶粒大小與母材晶粒大小相當,無明顯的晶粒長大跡象,無過熱組織出現。過渡區呈現出母材和焊縫的混合特征,在晶界與晶粒內部有黑色的第二相析。焊縫正面與焊縫背面晶粒大小變化不明顯。

圖2 AZ31B鎂合金顯微組織
等離子弧是一種部分電離的氣體射流,在適當的焊接工藝參數條件下,等離子弧射流沖透熔池形成中間具有小孔的穿孔熔池,隨著焊接的進行,穿孔熔池前方母材金屬不斷熔化,并沿著穿孔兩側流向穿孔的后方,然后匯聚,形成焊件正、背面皆具有焊縫的穿孔型等離子弧焊接過程。
圖2c中生成了等軸晶,一方面是由于焊接熔池這種動態的平衡過程以及電弧對熔池的攪動作用,另一方面由于鎂合金的導熱系數大(154 W/m·k),散熱快,而本實驗又采用了水冷循環系統對焊接工裝進行冷卻,促使焊接熱及時傳導,使焊縫區金屬快速凝固結晶,進一步導致了焊縫區的晶粒細化,因此在焊縫區得到細小的等軸晶;在圖2b所示的過渡區,由于等離子弧的作用集中,導致母材與焊縫過渡區范圍窄,鎂合金熱導率大使熔合區晶粒來不及長大,未出現過熱組織,過渡區狹窄沒有明顯的熱影響區。但近縫區金屬由于受到焊接熱循環作用,鋁、錳等合金元素固溶到鎂基體中。由于冷卻速度快,合金元素來不急完全擴散,所以在金屬內部和晶界處沒有大面積的第二相析出,但仍有少量第二相析出,從圖2b中可以看出,過渡區呈現母材與焊縫的混合特征。
為了進一步了解焊縫組織特征,對焊縫區金屬進行了X射線衍射分析,如圖3所示。結果表明,焊縫為鎂的單相組織(δ-Mg),沒有明顯的Mg17Al12相或其他雜質的存在。這一結果說明焊縫中的Al、Zn、Mg等元素主要是以固溶的形式分散在鎂基中。

圖3 X射線衍射分析
2.2 焊縫區元素分析
鎂的沸點為1 107℃,鋁的沸點為2 056℃,等離子弧柱溫度高達1×105℃,所以在等離子焊接過程中鎂合金的燒損比較嚴重。考慮到焊縫中鎂的損失將改變其化學成分,使鋁含量相對增加,導致了脆性相(Mg17Al12)連續析出的可能,而影響焊縫的力學性能。為此,對焊縫區做了面掃描。掃描區如圖4所示,各元素分布如圖5所示。

圖4 焊縫掃描區域

圖5 合金元素面分布圖
從圖4可看出在晶粒內部和晶界上有第二相存在。圖5a為鎂基,圖5b是Al元素彌散地分布在鎂基中,圖5c中顯示微量的Zn分布在鎂基中,而圖5d顯示少量的Mn分布在鎂基中。結合圖5可以看出,各種元素整體上分布均勻,沒有明顯的偏析現象。一方面是由于焊接過程中等離子弧對焊縫熔池的攪拌作用;另一方面,AZ31B鎂合金變極性等離子焊接采用立式向上的焊接方法,熔池是一種向下流動的動態平衡過程,為元素的擴散提供了時間。從圖4中可以看見白色塊狀第二相物質,結合圖5分析出白色塊狀物質為Al-Mn相和Mg-Al相。從圖3的衍射分析中為發現第二相存在。這是因為母材中Al元素對Mn元素的親和力強,Al-Mn相的形成造成焊縫貧Al,又因為母材中Al元素含量少,即使在非平衡結晶狀態下,第二相含量也很微小,只在焊縫局部存在,所以未檢測出有Al-Mn相的存在。同樣由于焊縫貧Al,焊縫處也無大面積Mg-Al脆性相Mg17Al12生成。因此圖3的衍射分析結果中無第二相存在。
在焊縫正面與背面同時對各元素做面分析,結果顯示Mg、Al、Zn元素含量大小相當,均呈彌散分布,說明在焊接過程中,熔池在電弧的攪拌作用下是一個動態平衡過程,各元素分布均勻,沒有明顯的區域偏析。
采用填加與母材相同成分的AZ31B焊絲實現AZ31B厚板鎂合金同種材料的對接,在焊縫局部處有大塊的Al、Mn相存在,但是沒有大面積的Mg、Al相存在。從整體上看各元素分布比較均勻,沒有大面積的區域偏析,說明Al、Mn、Zn等元素主要被固溶到鎂基中。
2.3 斷口形貌分析
拉伸試驗斷后焊縫宏觀、微觀形貌如圖6所示。從圖6a可知,斷裂發生在焊縫與母材過渡區處,斷口方向與水平呈45°。由于焊接接頭沒有明顯的熱影響區,熔合區呈現出母材與焊縫混合特征,圖2顯示熔合區有第二相生成,導致熔合區為焊接接頭的薄弱部位。圖6b為焊接接頭的斷口形貌,斷口為混合斷口機制,沒有發現裂紋和氣孔等明顯斷裂源存在。在傳統的焊接方法中,由于鎂合金的熱導率高,傳熱快,鎂合金本身線收縮體收縮大,導致熔池在冷卻過程中收縮力增加,容易產生裂紋[9]。而在變極性等離子焊接過程中,等離子弧對熔池的攪拌作用和立式向上焊接方法的結合,形成熔池的一個動態平衡過程。在該過程中熔池金屬的下流過程增大了金屬凝固時間,電弧的攪動作用使氣體易于溢出,所以沒有氣孔。同樣由于熔池的流動,焊接殘余應力得到釋放,大大減少了焊接熱裂紋存在的可能。
焊接接頭拉伸試驗結果如表1所示。焊接接頭的抗拉強度達到母材的92.1%,遠遠優于AZ31B鎂合金TIG焊接接頭強度(約為母材的80%),可見,采用變極性等離子焊接方法焊接鎂合金能夠獲得優良的焊接接頭。
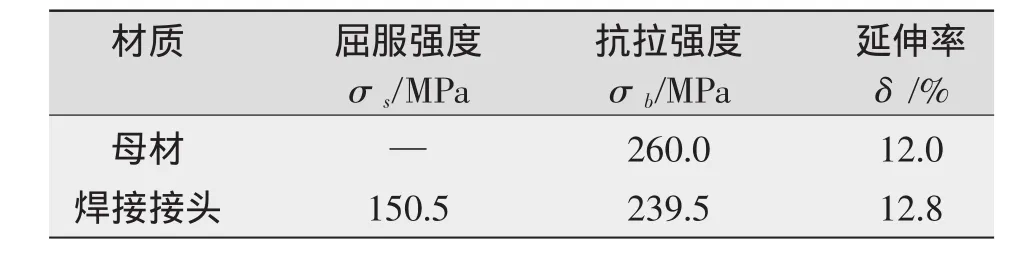
表1 AZ31B鎂合金變極性等離子焊接力學性能
2.4 接頭硬度分析

圖6 拉伸試樣斷口宏觀、微觀形貌

圖7 硬度分布
圖7a為焊縫到母材硬度的變化情況,可以看出焊縫硬度高于母材,但低于熔合區硬度。焊縫硬度高于母材,是因為焊縫為鑄態急冷組織,是細小的等軸晶,而母材為軋制態,所以硬度升高。在過渡區,由于鎂合金的散熱快,沒有過熱組織生成,而在晶體內部及晶界處析出第二相,并且呈彌散分布,對基體有彌散強化作用,所以硬度高于焊縫。圖7b為從沿熔深方向從焊縫正面到焊縫背面的硬度情況,發現硬度變化不明顯,大體趨于一致。這是因為在電弧攪拌和液態熔池流動的綜合作用下,焊絲與母材在熔化狀態下充分混合,各種合金元素均勻分布,整體上沒有大面積的區域偏析,所以呈現硬度一致性。
3 結論
(1)利用變極性等離子焊接方法成功地實現了厚8 mm AZ31B鎂合金板材變極性等離子加絲焊接。焊接接頭沒有明顯的熱影響區,焊縫狹窄,接頭成形良好,焊縫為細小的等軸晶。焊縫正面與焊縫背面晶粒大小變化不明顯。
(2)沒有發現明顯的區域偏析,沒有Mg17Al12脆性相,存在鋁錳相,多分布在過渡區。
(3)拉伸試驗斷裂在熔合區,斷口表現為混合斷裂,沒有氣孔和裂紋存在。
(4)焊縫硬度大于母材但小于熔合區硬度,沿熔深方向硬度沒有明顯變化。
[1] Mordike B L,Ebert T.Magnesium properties applications potential[J].Materials Science and Engineering,2001,A302 (1):37-45.
[2]陳振華.鎂合金[M].北京:化學工業出版社,1999.
[3]馮吉才,王亞榮,張忠典.鎂合金焊接技術的研究現狀及應用[J].中國有色金屬學報,2005,15(2):165-178.
[4] Nunes B C,Bayless E O,Jones C S,et al.Variable Polarity Plasma are Welding on the Space Shuttle External Tank[J].Welding journal,1984(9):27-35.
[5]張宏光,魏鈾泉.變極性TIG/PAW焊接技術及其應用[J].電焊機,2006,36(2):1-6.
[6]蔣健博,劉黎明,祝美麗,等.鎂合金小孔變極性等離子弧縫焊工藝[J].焊接學報,2007,28(5):65-67.
[7]沈 勇,劉黎明,張兆棟.鎂合金中厚板變極性等離子弧焊工藝[J].焊接學報,2005,26(6):1-5.
[8]劉黎明,沈 勇,張兆棟.鎂合金變極性等離子弧焊接頭的微觀組織分析[J].機械工程學報,2006,42(5):198-203.
[9]李志遠,錢乙余,張久海,等.先進連接技術[M].北京:機械工業出版社,2000.
Performance analysis of VPPA weld AZ31B magnesium alloy thick plate joint with filler metal
ZHAO Hong-kai1,XIAO Feng2,YANG Xu-dong3,LU Wei1,LI Min-tuo3
(1.Beijing Xinghang Mechanical-Electrical Equipment Factory,Beijing 100074,China;2.Materials Interfacial Physical-Chemistry Research Institute,Chongqing Institute of Technology,Chongqing 400050,China;3.AMET Welding Automation Technology Beijing Co.,Ltd.,Beijing 102202,China)
The variable polarity plasma arc welding(VPPAW)was used to weld AZ31B Magnesium alloy.The microstructure,element distribution,fracture surface,tension strength and hardness were investigated.The results show that favorable joint can be obtained and a“V”shape weld zone is formed.Heat affected zone is not evident and the grains of welded joint are fine equ-axial crystal.Besides,element segregation and Mgl7All2phase cannot be found in FZ but there are little Al-Mn phase exist.Vaporizing of Mg element led to the increasing of A1 content,but Mn,and Zn content is constant.Tension test broken at fusion area,The fracture shows mix-cleavage,which does not exist porosity and crack.The hardness of fusion zoon higher weld joint and lower base metal The hardness have no change at fusion depth direction.
Mg alloy;VPPAW;microstructure
TG456.2
A
1001-2303(2011)10-0062-05
2011-05-30
趙紅凱(1982—),男,在讀碩士,主要從事輕合金的焊接研究工作。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
