靜電紡制備納米纖維紗方法的研究綜述
2011-11-14 13:49:18張野妹潘志娟
絲綢 2011年9期
關鍵詞:方法
張野妹,李 杰,潘志娟,2
(1.蘇州大學 紡織與服裝工程學院,江蘇 蘇州 215021;2.現代絲綢國家工程實驗室,江蘇 蘇州 215123)
靜電紡制備納米纖維紗方法的研究綜述
張野妹1,李 杰1,潘志娟1,2
(1.蘇州大學 紡織與服裝工程學院,江蘇 蘇州 215021;2.現代絲綢國家工程實驗室,江蘇 蘇州 215123)
概述了通過靜電紡絲制備連續納米纖維紗線的方法,并對其原理和研究情況進行了闡述與總結,這些方法大多數存在紡絲時間短、可操作性較差、紗線連續卷繞性不夠等問題,只有水浴法較為成熟,基本可以實現長時間連續紡絲卷繞,獲得納米纖維長絲紗。
靜電紡絲;定向排列;納米纖維紗線;收集方法
靜電紡絲是一種簡單易行的制造有機聚合物和無機氧化物亞微米及納米纖維的紡絲加工技術。目前的產品形式基本都是呈無規排列狀態的纖維氈,這種片狀材料可以直接應用,但產品的二次加工性及力學性能較差。通過靜電紡絲制備納米纖維束構成的連續紗線,則可以解決納米纖維氈力學性能差、纖維集合體結構無序等問題。
2002年以來,關于靜電紡連續納米纖維紗線的研究報道相繼出現,而最早開展這項研究工作的是Formhals,他在1934-1944年申請的專利中就提出了一系列紡制連續納米纖維紗線的方法,雖然近70年來都沒有見其在商業方面得到應用,但這些方法卻給后人提供了很好的參考價值。
本研究共介紹了14種靜電紡納米纖維紗的制備方法,這些紡絲方法可歸納為噴嘴處成紗和收集區成紗兩大類,收集區成紗主要是通過改進收集裝置和添加一種或多種輔助電極等手段而實現的。
1 噴嘴處成紗——雙電極法
Huan Pan等[1]研究了一種雙電極紡紗方法,使用這種方法可以在較大的范圍內得到無限長的纖維束。如圖1所示,2個裝有高聚物溶液的噴絲頭分別與正負電極相連,間隔一定距離相對放置,兩噴絲頭噴出的纖維帶有不同的電荷,兩者相遇后由于異電荷相吸而形成纖維束,并被卷繞成紗。由于纖維束整體是電中性的,所以不會向任何一個電極靠攏,從而實現連續紡絲。
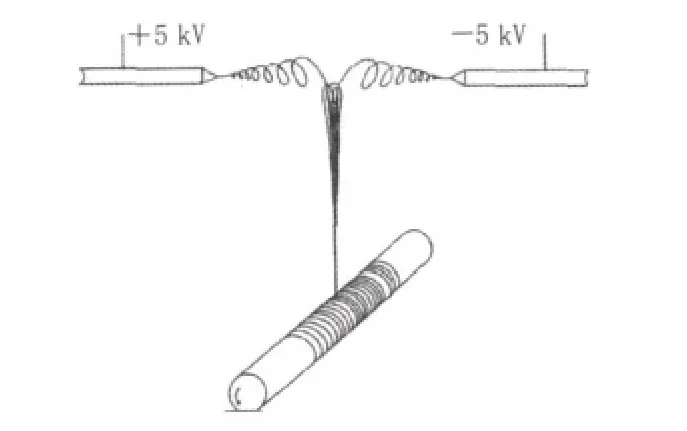
圖1 雙電極法制備靜電紡紗線紡紗裝置Fig.1 Conjugate electrospinning yarn process diagram
2 收集區成紗
2.1 多收集器法
多收集器法采用2個或2個以上的收集裝置制備納米纖維紗,先利用一個收集裝置進行纖維的沉積,再利用另一個收集器轉移并卷繞纖維束,從而形成紗線。
2.1.1 旋轉-多收集器紡紗
旋轉-多收集器紡紗法[2]由Formhals提出,使用一個旋轉的導電收集輪或圈的邊緣作負極接收屏,收集輪或圈旋轉一段很短的時間后即停止,紡絲也停止,然后用帶有夾具的金屬環將收集輪上的纖維束引入卷取羅拉,這個過程中也可以用加捻裝置給纖維束加上一定的捻度。接著紡絲繼續,收集輪旋轉,收集到的纖維束不斷地引入卷取羅拉中形成納米纖維紗。顯然這種方法效率很低,Formhals也提出過使用多噴頭的方法來提高生產效率。
2.1.2 多收集器紡紗
多收集器紡紗法[3]是韓國化學工藝技術研究所提出的,如圖2所示。
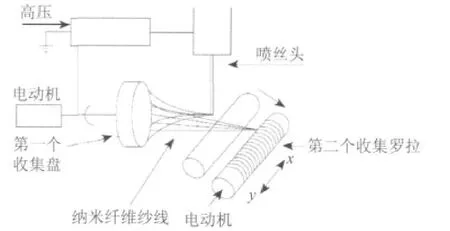
圖2 多收集器紡紗裝置示意Fig.2 Multi-collector yarn process diagram
先將纖維紡到靜止或旋轉的圓盤或金屬濾網上,再將這些收集到的纖維連續地轉移到第二個旋轉羅拉上實現卷取。這種方法本質上和Formhals的旋轉-雙收集器法類似,都是使用輔助收集器轉移纖維束來得到連續的紗線。前者通過收集輪邊緣較窄的收集面來實現纖維束的沉積,再通過旋轉實現纖維紗的連續從而得到納米纖維紗;而后者接收屏是一個圓形平面,通過旋轉圓形平面使得纖維束只是沉積在一個較窄的范圍內形成一個圈,通過轉移得到連續的紗線。同樣是利用旋轉的方法,收集盤相對收集輪接收面積大,所以第二種方法得到的纖維定向排列程度相對較差。
2.2 間隙-加捻法
間隙-加捻法利用2個間隔放置的導電收集器,纖維在它們的間隙中形成纖維束并通過機械裝置或空氣渦流給纖維加捻、增強纖維間的抱合從而獲得連續的紗線。
2.2.1 機械加捻紡紗
Bazbouz等[4]通過機械加捻法制備出連續纖維紗線。如圖3所示,2個由電機控制的接地銅片以一定間距垂直放置。從噴絲頭噴出的纖維在兩銅片之間的空隙中沉積,在電機的帶動下2個銅片都發生旋轉,一個用來給纖維束加捻,另一個則完成纖維紗的收集卷繞。這種紡紗方法能較好地實現纖維的定向排列,還巧妙地利用兩銅片不同方位的旋轉實現纖維的加捻和卷繞。但是只能紡2 min,連續紡絲時間較短。
圖3 機械加捻法制備靜電紡紗線紡紗裝置Fig.3 Set-up of mechanism-twisted yarn process
2.2.2 空氣渦流加捻紡紗
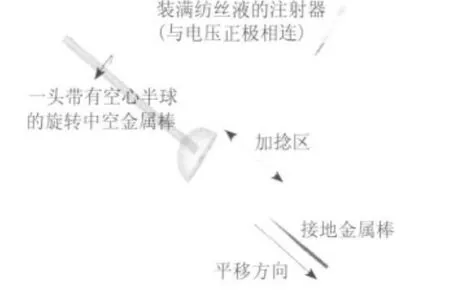
圖4 空氣渦流加捻紡紗裝置示意Fig.4 Air-twisted yarn process diagram
空氣渦流加捻紡紗法是Doiphode等[5]提出的,他希望優化卷繞機理可以實現連續纖維紗的生產。如圖4所示,一個直徑為2 mm的金屬棒放在右邊,左邊是一個頭部帶有空心半球的中空金屬棒(直徑為25 mm),都為負極接收屏,間距幾厘米。纖維收集在它們之間的空隙中,并通過旋轉的半球加捻。平移細金屬棒將纖維從旋轉金屬棒上轉移出,從而連續地生產出纖維紗,紡制出的紗線最長30 cm。機械加捻紡紗和空氣渦流加捻紡紗,這兩種紡紗方法均采用間隙排列導電收集板的方法獲得定向排列的纖維束,纖維的定向排列程度在已有方法中是最好的。機械加捻法的創新點在于把間隔排列的導電板改為可以轉動的銅片,并利用電動機實現銅片較穩定的可控制旋轉,可操作性強,可實現自動化生產;空氣渦流加捻法,空心半球的旋轉及細金屬棒的平移還沒有實現自動化,但它具有較強的創新性,開拓了思路,能為后人提供較好的參考價值。但這兩種方法的紡絲時間都較短。
2.3 輔助電場法
加入輔助電場可以使紡絲區域的電場分布發生變化,從而對射流進行控制,實現連續纖維紗線的紡制。2.3.1 短纖維紡紗
Formhals[6]提出通過高壓發生器調整靜電場,并周期性地改變場強(至少降到初始電壓的35 %,最好20 %),這樣可以短時間中斷紡絲過程從而得到短纖維束,再通過收集裝置的改進,最終紡制出短纖維紗。如圖5所示,每個噴嘴對應一個金屬柄(頭部尖銳),金屬柄與金屬絲相連,這樣噴嘴和金屬柄之間就產生了一個可以調節的電場。纖維在電場作用及引導網的引導下沉積在金屬柄上,金屬柄頭部尖銳,纖維只沉積在一個很小的范圍內,然后隨著傳送帶的移動各股短纖維束聚集卷繞到收集輥上形成紗線。
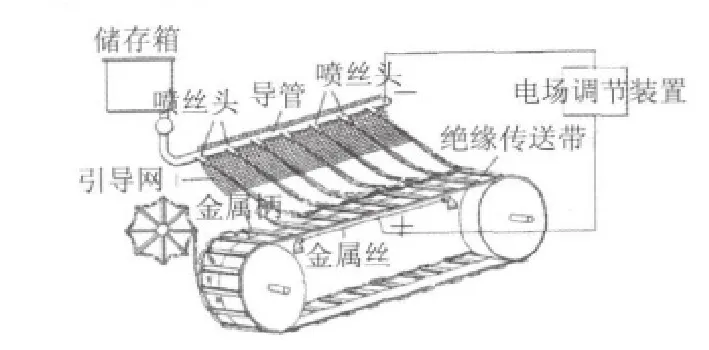
圖5 短纖維紡紗裝置示意Fig.5 Staple fi ber yarn process diagram
2.3.2 連續長絲紡紗
和常見的直接將纖維紡到正極收集板上不一樣,Formhals[7]提出調整紡絲過程,讓纖維到達正極收集板之前改變所帶電荷極性(假定常規噴絲頭均接負極),這是通過在電場中加入帶有正極性高壓的電極(邊緣尖銳)或細金屬絲實現的。高壓誘導電暈放電,纖維在向正極移動的過程中,所帶電荷逐步減少,最后帶上正電荷。因為電荷斥力纖維不會沉積在正極收集板上,在旋轉收集輥的引導下以連續長絲紗的形式卷繞到收集輥上(圖6)。圖6中裝置2、3、4是該方法衍生出的幾個試驗裝置示意圖。裝置2中將多個噴絲頭均勻分布在一直線導管上,每個噴絲頭對應2根金屬絲(反電極),各自分布在2根平行排列的絕緣桿上,2個反電極形成2束纖維,由于與反電極之間的排斥力,2束纖維合成一束,再通過絕緣棒卷繞到收集輥上。為了促進纖維束向收集輥的移動,可以加一個鼓風機。裝置3就是把裝置2中直線導管改成了圓形。裝置4則對裝置1進行了進一步的改進,把整個裝置都裝入一個帶有接地板壁的盒子中,這樣可以消除面板上電荷的堆積,進而避免對靜電場的干擾和紡絲過程的中斷,還可以對溶劑進行回收。另外,如果源頭和接受電極都加交流電壓,可以改變長絲紗形成點的位置,同時也可以控制紡絲過程的連續性。這兩種方法雖然都改變了電場,但是方法和目的卻不同。前者是通過電場的周期性變化得到短纖維紗;而后者則是通過反極性電極的加入,達到纖維集束并紡制連續納米纖維紗線的目的。這兩種方法實質上都用到了點收集器法來實現纖維的定向排列,只是第二種方法中纖維并沒有在反電極(點收集器)上沉積,而是因為電荷排斥作用偏離反電極卷繞到收集輥上。第一種方法收集裝置較復雜,但巧妙地利用傳送帶實現了纖維束的集束成紗,并利用多噴頭和多收集器提高了產量;第二種方法中反電極既起到了點收集器的作用又作為輔助電場實現了纖維的集束成紗,設計較為巧妙,裝置較為簡單。
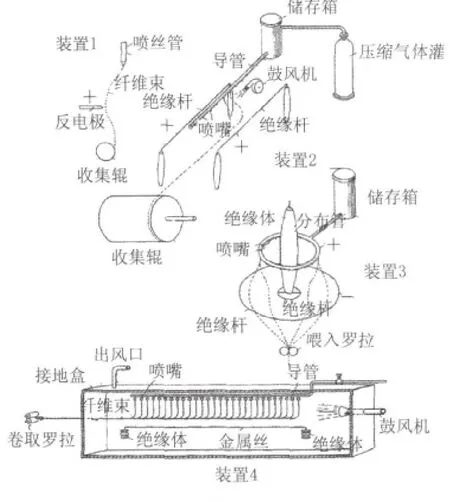
圖6 連續長絲法裝置示意Fig.6 Continuous fi lament yarn process diagram
2.4 包覆法
Formhals[8]在他1940年申請的專利中描述了包覆紡紗方法,用靜電紡絲法將纖維紡到棉紗、毛紗等已有的紗線上,并進行包覆。他還建議可以在加捻前將靜電紡纖維包覆在已有的纖維束表面再進行加工形成緊密結合的紗線。
2.5 自組裝法
Aufy等[9]在靜電紡PEDT/PAN聚合物溶液時介紹了自組裝法,如圖7所示,在適宜的條件下,將纖維紡到導電收集板上,但是纖維沒有像通常觀察到的那樣形成非織造網狀薄膜,而是最初的纖維沉積在收集板很小的一塊面積上,形成納米纖維紗線的頭端部分,后續的纖維把先前形成的紗線頂部作為新的“收集板”沉積在上面,從而形成自主裝納米纖維紗結構,并從收集板向噴頭方向生長,直至到達臨界點。在臨界點會形成有許多分枝的樹狀纖維,新形成的纖維會沉積在“樹枝”上繼續生長。通過卷取紗線或向下移動收集板并保證紡絲液的持續供應就可以實現連續紡紗。接下來可以對紗線進行加捻等后處理。纖維只沉積在很小的面積內可能是因為溶劑揮發較快到達收集板時纖維基本上不帶電荷,沒有相互排斥作用[10]。研究表明,該方法得到的納米纖維紗中纖維的定向排列程度較高,力學性能好,但是無法實現連續生產。
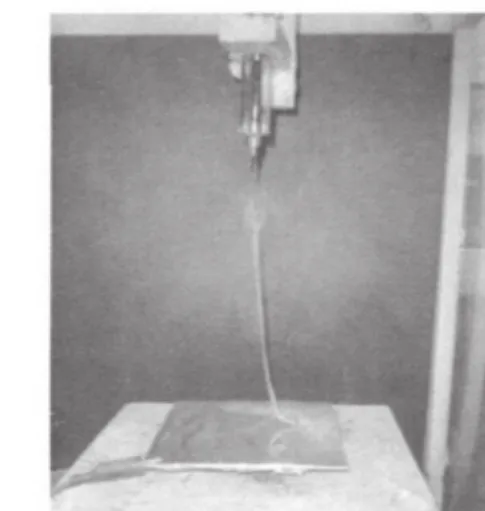
圖7 自組裝紡紗示意Fig.7 Self-assembled yarn process diagram
2.6 滾筒法
Ko等[11]研制了滾筒紡紗裝置,如圖8所示,紡絲液從噴絲頭噴射出,形成的纖維首先通過一個空氣調節空心圓筒,再在旋轉鼓上進行牽伸,然后集束、加捻,最終卷繞到卷繞軸上。
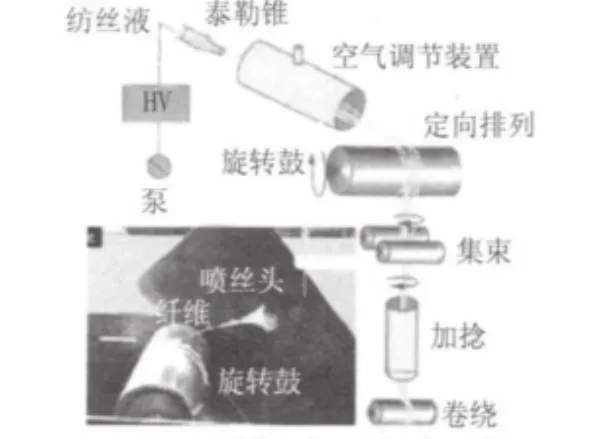
圖8 滾筒紡紗裝置示意Fig.8 Spinning drum yarn process diagram
該方法中空氣調節裝置起到了對纖維束的預集束及定向排列的作用,旋轉鼓收集并引導纖維束運動。該作者研究發現,通過這種紡紗方法不僅能夠獲得定向排列的納米纖維紗,還能提高紡絲液中添加物沿纖維軸向排列的程度。
2.7 帶狀纖維網聚集法
如圖9所示,Kim等[12]采用多噴頭的方法,像傳統的靜電紡一樣在傳送帶式的收集器上得到無規則排列的非織造布(切成帶狀)或帶,然后通過空氣加捻器給纖維束一定的捻度形成紗線,再經過拉伸羅拉集聚合并,最終卷繞到收集輥上。根據收集器的不同又可以分為非織造布切割紡紗和帶凹槽收集器紡紗2種。
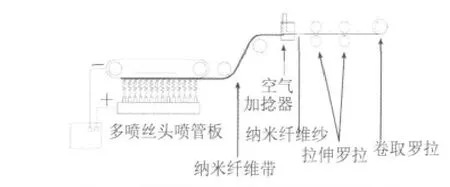
圖9 帶狀纖維網聚集紡紗裝置示意Fig.9 Nonwoven ribbon-assembled yarn process diagram
非織造布切割紡紗如圖10[12]所示,用多噴頭紡得的纖維網經過切割機切成一定寬度的纖維帶,然后將這些纖維帶通過空氣加捻器得到有捻度的納米纖維紗。
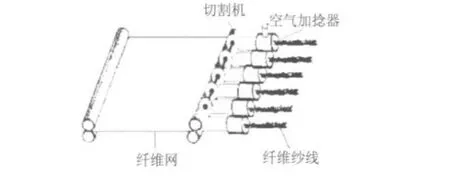
圖10 非織造布切割紡紗收集器示意Fig.10 Nowoven web collector diagram
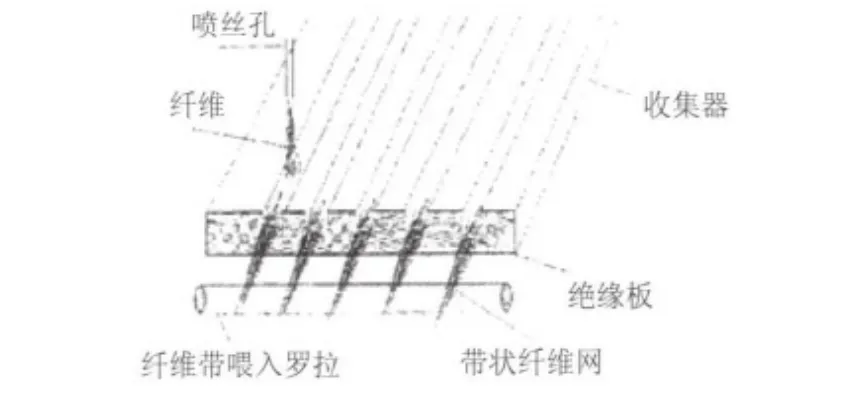
圖11 帶凹槽收集器紡紗收集器示意Fig.11 Nowoven ribbon collector diagram
帶凹槽收集器紡紗如圖11所示,該法是Kim等[13]在非織造布切割紡紗法的基礎上改進得到的,所用的收集器是一條無限長的帶狀絕緣板(通過傳送帶的形式實現,如圖9所示),板上沿長度方向有以一定距離間隔排列的凹槽,凹槽里放入導電板,纖維網紡到導電板上然后與收集器分離,聚集起來纏繞拉伸成纖維紗。這兩種方法本質上是通過后處理的方法實現納米纖維紗的紡制,靜電紡得到的都是無規則排列的纖維網,然后通過帶狀纖維網的集束形成納米纖維紗,所以纖維的定向排列程度較差,最終得到的納米纖維紗中纖維的抱合較差,必要時還需進行加捻等后處理以提高紗線性能。但由于靜電紡無規排列纖維網技術較成熟,該方法制備連續納米纖維紗的產業化應用價值較高。帶凹槽收集器紡紗法由于纖維只是收集到狹長導電板上,范圍相對較小,所以纖維定向排列程度較好,得到的紗線呈現較好的聚集能力和可延伸性[13]。
2.8 水浴法
水浴法的創新點是打破傳統的思維,將收集裝置從固體轉向液體,利用液體表面實現纖維的收集,并通過液體對纖維的滑移、抱合作用[14]提高連續纖維紗線的可紡性和定向排列程度。根據液體對纖維的作用又可以將水浴法分為靜態法和動態法。
圖12[15]為靜態水浴法紡紗的裝置示意圖,浴槽底部有接地的電極,噴絲頭與浴槽間形成電場,靜電紡得到的纖維以薄膜形式沉積到浴槽內的液體表面上,利用外力將沉積在液體表面的纖維膜從液體表面拉出,在拉伸過程中纖維束實現了定向排列,最終卷繞到收集輥上。在這個過程中需要控制好卷繞速度,才能實現紗線的連續紡制。
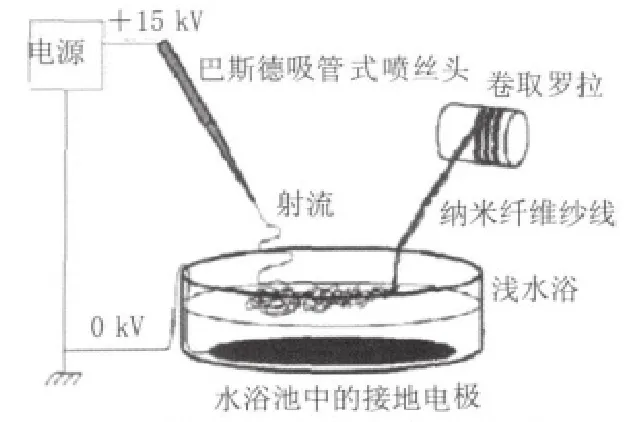
圖12 靜態水浴法紡紗裝置示意Fig.12 Static bath collector yarn process diagram
動態水浴紡紗如圖13[14]所示,和靜態水浴法相比,浴槽底部開了一個小孔,利用液體向下流動形成的漩渦對纖維進行拉伸、集束,形成的紗線從小孔中流出,通過引導最終卷繞到收集輥上,從而得到連續的纖維紗線。
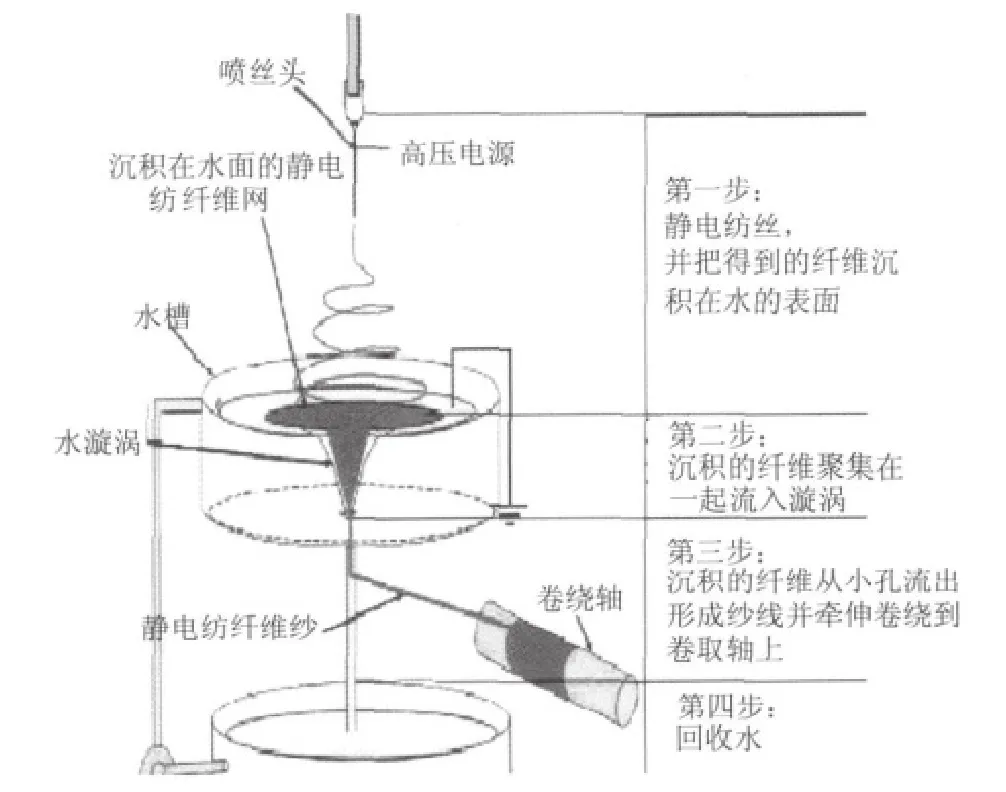
圖13 動態水浴法紡紗裝置示意Fig.13 Vortex bath collector yarn process diagram
這兩種水浴法得到的纖維紗線的定向排列程度都很好,可紡時間較長,動態法是對靜態法的一種創新與改進。
水浴法是目前制備連續納米纖維紗較成熟的方法,其中靜態法已取得了一定的成果,越來越多的研究者利用它來進行連續紗線的紡制。Khil等[16]將靜態水浴法得到的紗線織成了平紋織物,并研究了它的細胞相容性。Hongbo Liu等[17-18]采用靜態水浴法得到了連續的靜電紡PA66納米纖維紗線,連續紡絲時間最長可以達到10 h。項曉飛等[19]以PA6、MWNTs為原料,利用自制的靜電紡絲裝置,制備得到了粗細均勻、性能良好、結構穩定的連續的紗線,并研究了電壓、紡絲高度、卷繞速度等紡絲工藝條件對靜電紡纖維和紗線的結構與性能的影響,以及后拉伸工藝對紗線結構和性能的作用。
3 結 語
上面介紹的方法雖然都可以得到連續的納米纖維紗線,但有些方法紡絲時間較短,不能真正實現長時間連續紡絲,纖維的定向排列程度也有較大程度的差異。總體說來,水浴法實驗過程可控制、較穩定,能實現較長時間的連續紡絲。
納米纖維紗線的長時間高效連續紡制是使其得到應用的前提保證,也是完善其性能的決定性因素。除雙電極法以外,大多都從收集裝置入手來進行紡紗設備的改進,當然也具有很好的研究價值,但還是不能解決紡絲產率低的問題。雖然多噴頭紡絲從理論上可以提高產率,但由于采用的是很細的針狀噴頭或毛細管進行紡絲,堵塞問題仍然存在,而且存在相互干擾的問題,這對于紡絲過程的連續性和提高產率非常不利。如果后續的研究者能從源頭出發,考慮如何用新型的方法替代或改進現在的細噴頭紡絲裝置,將能解決噴絲頭堵塞、產率低等問題,使納米纖維紗線連續紡絲實現產業化生產。
[1]PAN Huan, LI Lu-ming, HU Long,et al. Continuous aligned polymer fibers produced by a modified electrospinning method[J]. Polymer, 2006, 47: 4901-4904.
[2]FORMHALS A. Process and apparatus for preparing artificial threads: US,1975504[P]. 1934-10-02.
[3]LEE J R, JEE S Y, KIM H J,et al. Filament bundle type nano fiber and manufacturing method thereof: WO,123995[P].2005-12-29.
[4]BAZBOUZ Mohamed Basel, STYLIOS George K. Novel mechanism for spinning continuous twisted composite nano fiber yarns[J]. European Polymer Journal, 2008, 44: 1-12.
[5]BROWN P J, STEVENS K. Nano fibers and nanotechnology in textiles[M]. Cambridge: Woodhead Publiching Limited,2007.
[6]FORMHALS A. Artificial fiber construction: US,2109333[P]. 1938-02-22.
[7]FORMHALS A. Method and apparatus for spinning: US ,2465408[P]. 1944-03-29.
[8]FORMHALS A. Arti fi cial thread and method for producing same: US ,2187306[P]. 1940-01-16.
[9]EL-AUFy A K.Nanofibers and nanocomposites poly(3,4-ethylene dioxythiophene)/poly(styrene sulfonate) by electrospinning[D]. Philadelphia :Drexel University .March 2004. http://dspace.library.drexel.edu/handle/1860/282.
[10]ALI Ashraf Abd EI-Fattah A. Carbon nanotube reinforced carbon nano composite fibrils by electro-spinning [D].Philadelphia:Drexel University. October 2002.http://dspace.library.drexel.edu/handle/1860/17, Access date: 19 May 2005.
[11]KO F, GOGOTSI Y, ALI A, et al. Electrospinning of continuous carbon nanotube-filled nanofiber yarns[J].Advanced Materials, 2003, 15:1161–1165.
[12]KIM H Y. A process of preparing continuous filament composed of nano fibers: WO , 073442[P]. 2005-08-11.
[13]KIM H Y, PARK J C. A process of preparing continuous filament composed of nano fibers: WO, 073442[P].2005-08-11.
[14]TEO Wee-Eong, GOPAL Renuga. A dynamic liquid support system for continuous electrospun yarn fabrication[J].Polymer, 2007, 48: 3400-3405.
[15]SMITA Eugene, BUTTNERB Ulrich, SANDERSON Ronald D.Continuous yarns from electrospun fi bers[J]. Polymer, 2005,46: 2419-2423.
[16]KHIL Myung-Seob, BHATTARAI Shanta Raj. Novel fabricated matrix via electrospinning for tissue engineering[J]. Journal of Biomedical Materials Research Part B: Applied Biomaterials, 2005,72B(1): 117–124.
[17]LIU Hong-bo, WAN Qian-hua, PAN Zhi-juan. Electrospinning of polyamide 6/66 copolymer nano-scale fiber yarns and their structure and mechanical properties. The 6th China International Conference and The 2nd International Textile Forum. 2007, Sep.13-14: 352-357.
[18]PAN Zhi juan, LIU Hong bo, WAN Qian hua. Morphology and mechanical property of electrospun PA6/66 copolymer filament constructed of nanofibers[J]. Journal of Fiber Bioengineering and Informatics, 2008,1(1):47-54.
[19]項曉飛.靜電紡PA6/MWNTs復合纖維紗的紡制及其結構與性能[D].蘇州:蘇州大學,2009.
Review of methods to prepare continuous nano fi ber yarns by electrospinning
ZHANG Ye-mei1, LI Jie1, PAN Zhi-juan1,2
(1. College of Textile and Clothing Engineering, Soochow University, Suzhou 215021, China; 2. National Engineering Laboratory of Modern Silk,Suzhou, 215123, China)
In this paper, different methods to prepare continuous nanofiber yarns by electrospinning are overviewed, the principles and development are explained and summarized. The discussion showed that most of the methods have some problems, such as short spinning time, difficult to operation, weak continuous ability to wind and so on. However, using the bath collector can continuously obtain the nanofiber filaments and the spinning process is quite stable and successive.
Electrospinning; Alignment; Nanofiber yarns; Collecting methods
TQ340.64
A
1001-7003(2011)09-0019-06
2011-05-23;
2011-06-29
江蘇高校優勢學科建設工程資助項目(蘇政辦發[2011]6號)
張野妹(1988- ),女,碩士研究生,研究方向為新型纖維材料。通訊作者:潘志娟,教授,zhjpan@suda.edu.cn。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(2021年2期)2021-05-25 02:07:46
中學生數理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
