基于CosmosWorks的折彎?rùn)C(jī)液壓補(bǔ)償能力的分析
2011-11-16 04:37:30張子?xùn)|王志明談傳明曹光榮
鍛壓裝備與制造技術(shù) 2011年6期
關(guān)鍵詞:變形
張子?xùn)|,王志明,談傳明,曹光榮
(1.南京理工大學(xué) 機(jī)械工程學(xué)院,江蘇 南京 210094;2.江蘇亞威機(jī)床股份有限公司,江蘇 江都 225200)
基于CosmosWorks的折彎?rùn)C(jī)液壓補(bǔ)償能力的分析
張子?xùn)|1,王志明1,談傳明2,曹光榮2
(1.南京理工大學(xué) 機(jī)械工程學(xué)院,江蘇 南京 210094;2.江蘇亞威機(jī)床股份有限公司,江蘇 江都 225200)
建立了折彎?rùn)C(jī)的三維模型,分析了下橫梁液壓補(bǔ)償機(jī)構(gòu)的原理并對(duì)其進(jìn)行了設(shè)計(jì)計(jì)算。采用有限元軟件CosmosWorks對(duì)折彎?rùn)C(jī)下橫梁進(jìn)行了靜力分析,定量地描述了下橫梁的變形和應(yīng)力分布狀態(tài)。通過折彎角度的誤差分析以及折彎?rùn)C(jī)滑塊與下橫梁上表面的撓度曲線的對(duì)比研究,得到液壓補(bǔ)償裝置的變形規(guī)律,驗(yàn)證了液壓補(bǔ)償系統(tǒng)具備對(duì)下橫梁的撓曲變形進(jìn)行補(bǔ)償?shù)哪芰Γ瑸橐簤貉a(bǔ)償裝置的設(shè)計(jì)和使用提供了理論依據(jù)。
機(jī)械制造;液壓補(bǔ)償裝置;折彎?rùn)C(jī);撓度
1 引言
折彎?rùn)C(jī)是制造業(yè)中廣泛使用的板材折彎設(shè)備。隨著人們對(duì)各類工業(yè)產(chǎn)品數(shù)量和質(zhì)量要求的不斷提高,對(duì)工作母機(jī)的要求也越來越高。折彎?rùn)C(jī)在對(duì)板材進(jìn)行折彎加工時(shí),機(jī)器滿載或接近滿載時(shí),滑塊和下橫梁會(huì)產(chǎn)生彈性變形,即滑塊中間向上拱起,下橫梁中間向下凹,改變了板料折彎時(shí)中間部位的凸模進(jìn)入凹模的深度,導(dǎo)致下橫梁上壓力的不均勻,嚴(yán)重影響了折彎工件的角度及直線精度。為了消除下橫梁變形帶來的不利影響,需要對(duì)下橫梁的撓度進(jìn)行補(bǔ)償。液壓補(bǔ)償通過在下橫梁下部布置輔助液壓缸,在折彎時(shí)使得下橫梁中部產(chǎn)生向上的彈性變形,形成撓度自動(dòng)補(bǔ)償系統(tǒng)。下橫梁的變形抵消了機(jī)床滑塊的變形,保證了加工結(jié)合面的精度,有效地克服了被加工件的撓度[2]。
我國(guó)折彎?rùn)C(jī)的整體設(shè)計(jì)水平還比較落后,絕大多數(shù)生產(chǎn)企業(yè)基本沿用了傳統(tǒng)的設(shè)計(jì)方法,即以經(jīng)驗(yàn)和產(chǎn)品試制為基礎(chǔ)的設(shè)計(jì)方法。隨著CAE技術(shù)的進(jìn)步和普及,有限元方法等現(xiàn)代結(jié)構(gòu)分析方法已廣泛應(yīng)用于工程設(shè)計(jì),尤其在壓力機(jī)械設(shè)計(jì)中取得了顯著的技術(shù)經(jīng)濟(jì)效益[3]。
利用CosmosWorks,對(duì)PBB-400/5100數(shù)控板料折彎?rùn)C(jī)下橫梁進(jìn)行靜力分析,定量地描述下橫梁的變形和應(yīng)力分布狀態(tài)。通過折彎角度的誤差分析,以及對(duì)折彎?rùn)C(jī)滑塊與下橫梁上表面的撓度曲線的對(duì)比研究,驗(yàn)證了液壓補(bǔ)償系統(tǒng)對(duì)下橫梁的撓曲變形的補(bǔ)償能力,為液壓補(bǔ)償裝置的設(shè)計(jì)和使用提供了理論依據(jù)。
2 幾何模型
2.1 折彎?rùn)C(jī)三維模型
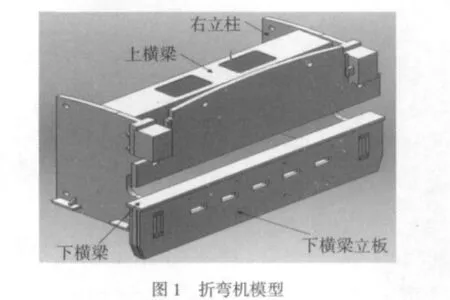
這里的折彎?rùn)C(jī)架體模型是以PBB-400/5100數(shù)控板料折彎?rùn)C(jī)架體為原型設(shè)計(jì)的。折彎?rùn)C(jī)架體主要由左右立柱、滑塊、上橫梁、下橫梁、下橫梁立板及相關(guān)連接件組成。見圖1所示。
1.2 下橫梁液壓補(bǔ)償機(jī)構(gòu)的原理與設(shè)計(jì)計(jì)算
液壓補(bǔ)償裝置由多個(gè)小油缸——補(bǔ)償缸、主板、及柱塞等組成,如圖2所示。
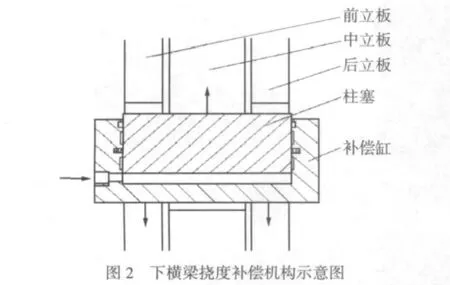
補(bǔ)償油缸的底座與外側(cè)的前后立板相接觸,中間的柱塞桿作用在下橫梁上。在補(bǔ)償壓力的作用下,柱塞桿對(duì)下橫梁產(chǎn)生一個(gè)向上的作用力,使下橫梁產(chǎn)生向上的撓度變形,形成加凸的理想曲線,保證其受力后與滑塊的相對(duì)位置關(guān)系不變,提高加工零件的精度。與此同時(shí),在前后立板上產(chǎn)生一與之大小相等、方向相反的反作用力。液壓補(bǔ)償?shù)膬?yōu)勢(shì)在于充分利用液壓原理,補(bǔ)償量隨著負(fù)載的增大而增大,不需要或者很少需要對(duì)補(bǔ)償量進(jìn)行調(diào)整[4]。啟動(dòng)液壓撓度補(bǔ)償時(shí),使得工作臺(tái)面是連續(xù)、平滑的變形曲線,能夠得到理想的折彎工件,更加方便用戶的使用,但其成本高,結(jié)構(gòu)較復(fù)雜[5]。
PBB-400/5100數(shù)控板料折彎?rùn)C(jī)公稱折彎力為4000kN,為了分析折彎?rùn)C(jī)在滿負(fù)荷作用下機(jī)架、滑塊、前后立板以及中立板的應(yīng)力分布以及變形情況,在折彎?rùn)C(jī)滑塊下端面與中立板上端面上分別施加4000kN向上、向下的壓力。
根據(jù)滑塊與下橫梁的撓曲變形計(jì)算公式,可得滑塊的撓曲變形[6]、下橫梁的撓曲變形[7]為:
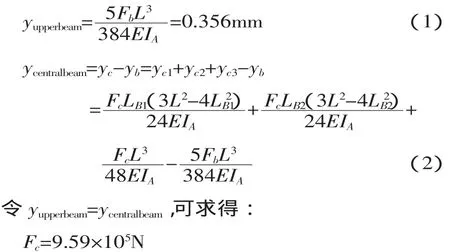
由此可以估算出每個(gè)補(bǔ)償油缸的理想補(bǔ)償力的大小,約為960kN。
3 下橫梁靜力分析
CosmosWorks運(yùn)用單元大小為25mm劃分網(wǎng)格。下橫梁用材Q235A,彈性模量210000MPa,泊松比 0.28,密度 7800kg/m3。
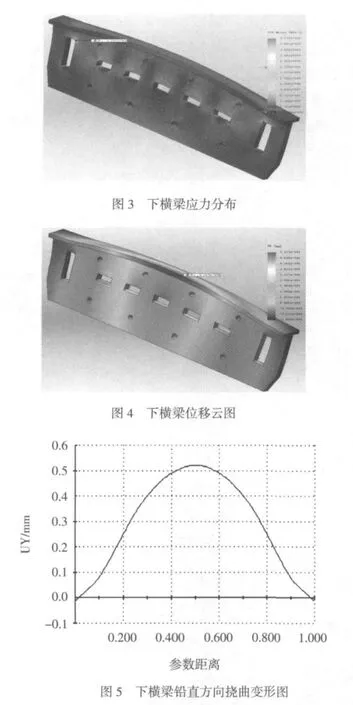
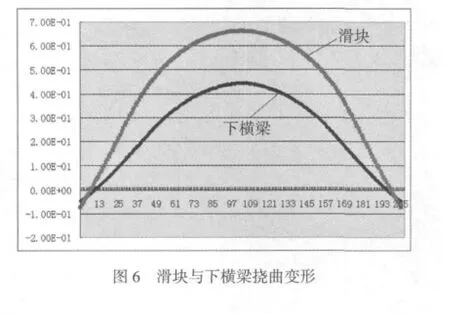
折彎時(shí),油缸對(duì)滑塊產(chǎn)生一向下的折彎力,這一折彎力經(jīng)折彎工件傳遞到下橫梁,在下橫梁上產(chǎn)生一向下的壓力4000kN。同時(shí)為了補(bǔ)償折彎力對(duì)滑塊和下橫梁產(chǎn)生的撓度變形,在下橫梁與前后立板上安裝了撓度補(bǔ)償機(jī)構(gòu),機(jī)構(gòu)會(huì)對(duì)下橫梁產(chǎn)生一向上的理想補(bǔ)償力960kN,同時(shí)在前后立板的撓度補(bǔ)償油缸的支撐面上施加480kN的壓力。在下橫梁上施加折彎力與補(bǔ)償壓力的外部載荷,在折彎力與補(bǔ)償壓力作用下,下橫梁的應(yīng)力分布如圖3所示。從圖中可以看出,在補(bǔ)償油缸安裝孔的角上以及下橫梁與墊塊的接觸處會(huì)產(chǎn)生比較大的應(yīng)力集中,最大的應(yīng)力σmax=379MPa產(chǎn)生在下橫梁與墊塊的接觸處。圖4為得到的下橫梁的位移情況,從圖中可看出,最大的撓曲變形發(fā)生在下橫梁的中點(diǎn)處,最大的撓曲變形量為0.534mm。圖5為下橫梁鉛直方向撓曲變形圖。
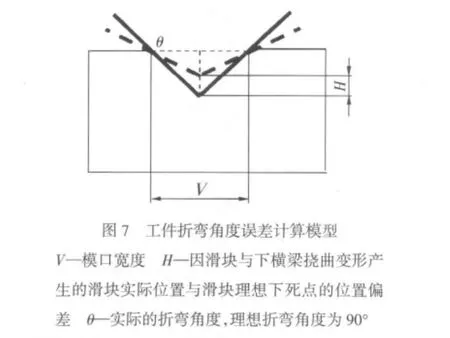
影響折彎零件精度的主要因素為滑塊與下橫梁相對(duì)撓曲變形,文中滑塊相對(duì)撓曲變形曲線已知。將滑塊與下橫梁的撓度變形合成在一個(gè)圖形中,得到圖6。
從圖6可以看出,此類型折彎?rùn)C(jī)滑塊與下橫梁的撓曲變形方向相同,撓曲變形的曲線基本吻合,有利于減小折彎零件的角度誤差。下橫梁撓度相對(duì)滑塊的撓度較小,說明理論計(jì)算得到的補(bǔ)償壓力還不足以補(bǔ)償滑塊的撓曲變形。
4 液壓補(bǔ)償能力分析
通過對(duì)無液壓補(bǔ)償機(jī)構(gòu)時(shí)折彎工件的角度誤差和加入液壓補(bǔ)償機(jī)構(gòu)后折彎工件的角度誤差進(jìn)行計(jì)算分析,定量分析折彎?rùn)C(jī)撓度補(bǔ)償能力。
4.1 折彎角度誤差分析
折彎力作用下,折彎?rùn)C(jī)滑塊與下橫梁會(huì)產(chǎn)生撓曲變形,如果不加以補(bǔ)償,折彎工件將產(chǎn)生角度誤差。角度誤差計(jì)算模型見圖7。
折彎工件角度誤差為:

表1對(duì)無補(bǔ)償與補(bǔ)償后不同規(guī)格板材的角度誤差進(jìn)行了理論計(jì)算,其中補(bǔ)償缸的壓力為主油缸壓力的0.9倍。從表中可看出,折彎?rùn)C(jī)無補(bǔ)償時(shí),折彎工件的角度誤差較大,加入補(bǔ)償后,折彎工件的角度誤差大大減小。理論計(jì)算的補(bǔ)償壓力值偏小,并不能較好對(duì)滑塊與下橫梁的撓度誤差進(jìn)行補(bǔ)償,如需進(jìn)一步提高精度,實(shí)際使用中可加大補(bǔ)償壓力的大小。
4.2 液壓補(bǔ)償機(jī)構(gòu)補(bǔ)償能力驗(yàn)證
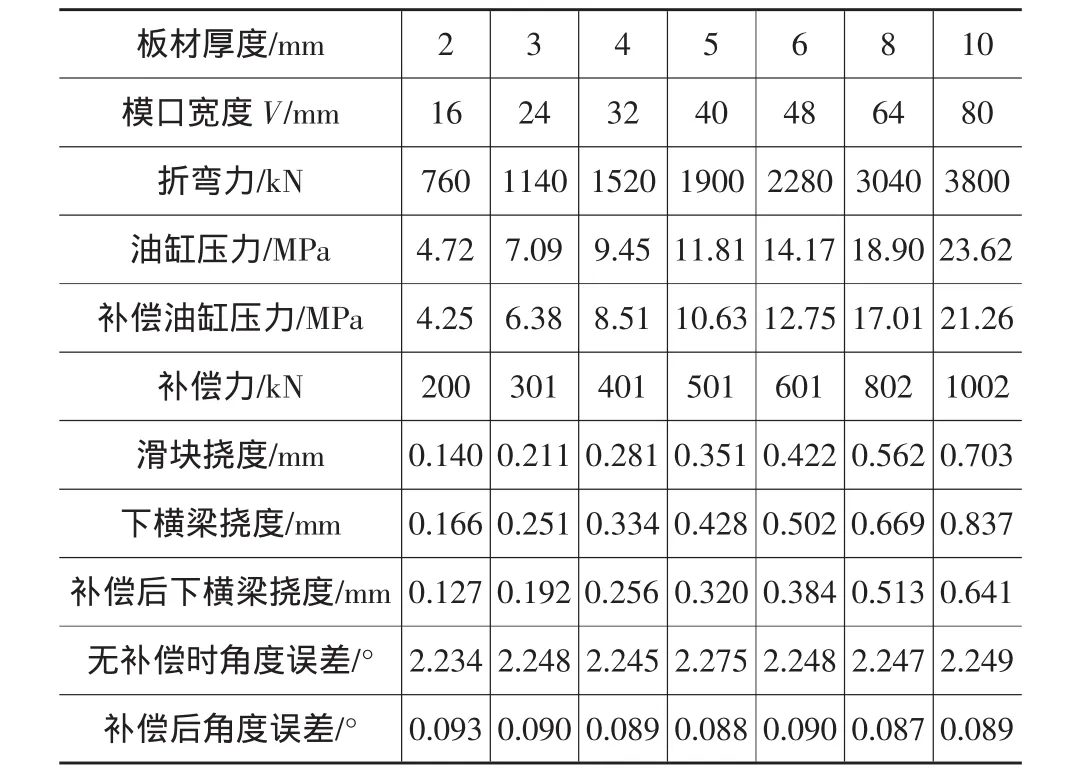
表1 不同規(guī)格板材折彎時(shí)無補(bǔ)償時(shí)與補(bǔ)償后折彎工件角度誤差
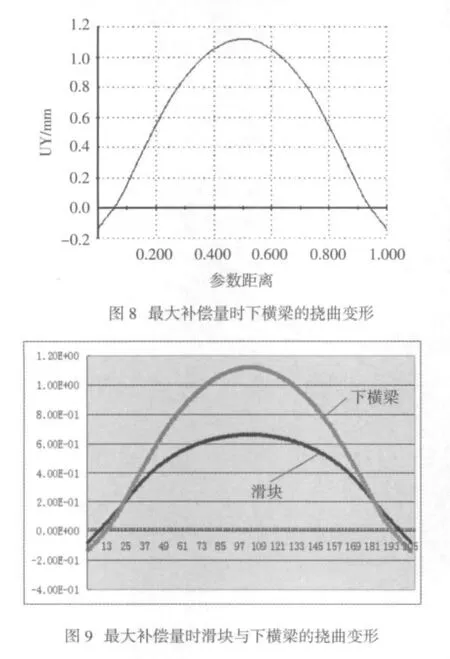
折彎?rùn)C(jī)設(shè)計(jì)的補(bǔ)償缸最大壓強(qiáng)為28MPa,補(bǔ)償油路經(jīng)比例閥后作用在補(bǔ)償油缸上,補(bǔ)償油缸直徑245mm,因而補(bǔ)償油缸最大補(bǔ)償壓力為1319kN。將此補(bǔ)償壓力作用在下橫梁上,重新對(duì)下橫梁進(jìn)行有限元分析得下橫梁的撓曲變形如圖8所示。
下橫梁的撓曲變形為1.256mm。將滑塊變形與下橫梁撓曲變形合成在一個(gè)圖形見圖9。
從圖9中可以看出,下橫梁的撓曲變形曲線在滑塊撓曲變形曲線的上方,說明液壓補(bǔ)償系統(tǒng)完全有能力對(duì)滑塊與下橫梁的撓曲變形進(jìn)行補(bǔ)償。
5 結(jié)束語
本文通過CosmosWorks軟件對(duì)折彎?rùn)C(jī)下橫梁進(jìn)行了靜力分析,定量地描述下橫梁的變形和應(yīng)力分布狀態(tài)。通過折彎角度的誤差分析以及折彎?rùn)C(jī)滑塊與下橫梁上表面的撓度曲線的對(duì)比研究,經(jīng)分析,可以得到以下結(jié)論:
折彎?rùn)C(jī)無補(bǔ)償時(shí),折彎工件的角度誤差較大,加入補(bǔ)償后,折彎工件的角度誤差大大減小。當(dāng)精度要求較高,撓度補(bǔ)償機(jī)構(gòu)是必不可少的。理論計(jì)算的補(bǔ)償壓力值偏小,并不能較好對(duì)滑塊與下橫梁的撓度誤差進(jìn)行補(bǔ)償,實(shí)際使用中需進(jìn)一步加大補(bǔ)償壓力的大小。
最后驗(yàn)證了液壓補(bǔ)償系統(tǒng)完全有能力對(duì)滑塊與下橫梁的撓曲變形進(jìn)行補(bǔ)償,從而為液壓補(bǔ)償裝置的設(shè)計(jì)和使用提供了理論依據(jù)。
[1]吳焱明,高宏濤,王 勇,田 杰,趙 韓.基于BP神經(jīng)網(wǎng)絡(luò)的板材折彎桶狀變形補(bǔ)償研究[J].組合機(jī)床與自動(dòng)化加工技術(shù),2008,(9):30-32.
[2]潘殿生.折彎?rùn)C(jī)機(jī)械補(bǔ)償裝置數(shù)值模擬結(jié)果分析[J].鍛壓裝備與制造技術(shù),2009,44(3):29.
[3]劉 晗.應(yīng)變電測(cè)技術(shù)在狀態(tài)測(cè)試與評(píng)估中的應(yīng)用研究[J].寶鋼技術(shù),2004,(3):51-55.
[4]吳國(guó)富.解析板料折彎?rùn)C(jī)的撓度補(bǔ)償[J].裝備機(jī)械,2003,(3):19-21.
[5]田萬英.基于有限元的折彎?rùn)C(jī)壓力補(bǔ)償技術(shù)研究[D].揚(yáng)州:揚(yáng)州大學(xué),2010.
[6]劉鴻文.材料力學(xué)(下冊(cè))[M].北京:高等教育出版社,1983-02.
[7]北京科技大學(xué),東北大學(xué).工程力學(xué)[M].北京:高等教育出版社,2008.
Analysis of hydraulic compensation ability on press brake based on CosmosWorks
ZHANG Zidong1,WANG Zhiming1,TAN Chuanming2,CAO Guangrong2
(1.Mechanical Engineering College,Nanjing University of Science and Technology,Nanjing 210094,Jiangsu China;2.Yawei Machine Tool Co.,Ltd.,Jiangdu 225200,Jiangsu China)
A three-dimensional model of press brake has been established.The principle of lower beam hydraulic compensation mechanism has been analyzed and designed.The finite element software CosmosWorks has been used to conduct the static analysis of lower beam on press brake.The deformation and stress distribution of lower beam have been quantitatively described.The deformation rules of hydraulic compensation device have been obtained by error analysis of the folding angle and comparative study on flexibility curves of press brake slider and upper surface of lower beam.It is verified that the hydraulic compensation system is capable of compensating for the lower beam,which provides theoretical reference for design and application of the hydraulic compensation mechanism.
Hydraulic compensation mechanism;Press Brake;Deflection
TG315.5+4
B
1672-0121(2011)06-0040-04
2011-08-21
張子?xùn)|(1986-),男,碩士在讀,主攻智能檢測(cè)與控制技術(shù)
猜你喜歡
智慧少年·故事叮當(dāng)(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學(xué)研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學(xué)版(2020年11期)2020-02-01 06:26:58
作文周刊·小學(xué)二年級(jí)版(2018年29期)2018-11-26 11:20:28
小學(xué)生作文(中高年級(jí)適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數(shù)學(xué)小靈通·3-4年級(jí)(2017年10期)2017-11-08 08:42:59
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2017年11期)2017-04-23 07:18:00
數(shù)學(xué)大王·中高年級(jí)(2016年12期)2016-12-26 21:37:36