四輥卷板機中方圓卷制工藝的制定與數學模型的建立
2011-11-16 04:37:26陳富林許朝陽
鍛壓裝備與制造技術 2011年6期
關鍵詞:變形
王 凱,陳富林,許朝陽,李 森,李 斌
(1.南京航空航天大學 機電學院,江蘇 南京 210016;2.南京環力重工機械有限公司,江蘇 南京 211222)
四輥卷板機中方圓卷制工藝的制定與數學模型的建立
王 凱1,陳富林1,許朝陽2,李 森1,李 斌1
(1.南京航空航天大學 機電學院,江蘇 南京 210016;2.南京環力重工機械有限公司,江蘇 南京 211222)
通過在四輥卷板機中對方圓的實際卷制,發現從小曲率到大曲率的過渡過程會產生直邊段,對方圓的成形產生影響。本文通過修改側工作輥的變化方式制定了完整的卷制工藝,該工藝能成功消除直邊段,卷制方圓效果理想;同時在此基礎上建立了四輥卷板機工作過程的數學模型,推導出側工作輥位移量的理論計算公式。并通過實驗驗證了該公式的可行性,對生產控制有積極影響。模型可以作為四輥卷板機設計的基礎。
機械制造;四輥卷板機;方圓卷制工藝;數學模型
1 前言
隨著航空航天、軍工兵器、造船、機車車輛、壓力容器、石油天然氣運輸管道、化工機械、風電設備等行業的日益發展,對金屬板材成形設備的需求量日益增大,對其精度要求也越來越高。四輥卷板機作為滾彎成形設備,以其極大減小直邊段影響、可實現兩頭預彎、可配合數控系統實現高精度自動化生產、減少勞動力、提高生產率等優點,在板材成形設備中占據越來越重要的地位,獲得了廣泛的應用。
2 方圓卷制工藝
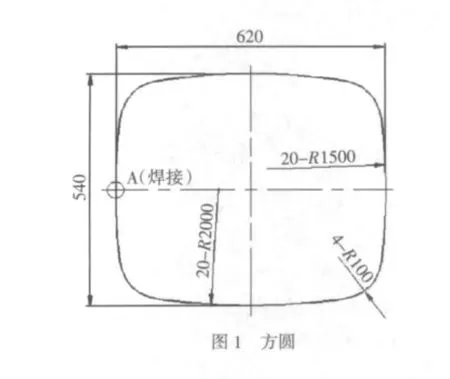
如圖1所示為濟南某公司定制的四輥卷板機所要卷制的零件圖形之一,該方圓由3種曲率的弧所組成。在試卷過程中,為了保持平板在進料端的平穩,采用如圖2所示左側進料、右側輥輥位變化的方式進行卷制,但從小曲率到大曲率過渡時,由于右側輥從圖2a的位置下降到圖2b的位置,使得板材與右側輥之間產生了一段空隙,只有當板材繼續進給到與右側輥相切時才能卷制大曲率,因此,該空隙造成了一段無法卷制的直邊段(圖2c所示),最終導致不能卷制出合格的方圓零件。為了得到效果理想的方圓,本文忽略進料端的平穩性,采取左側進料、左側輥輥位變化的方式進行卷制以消除上述直邊段,最終得到的方圓形狀效果非常理想。
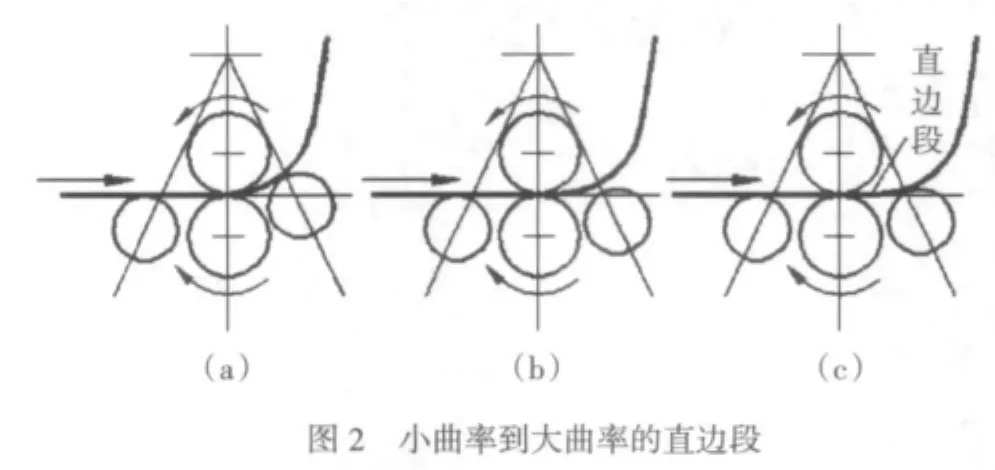
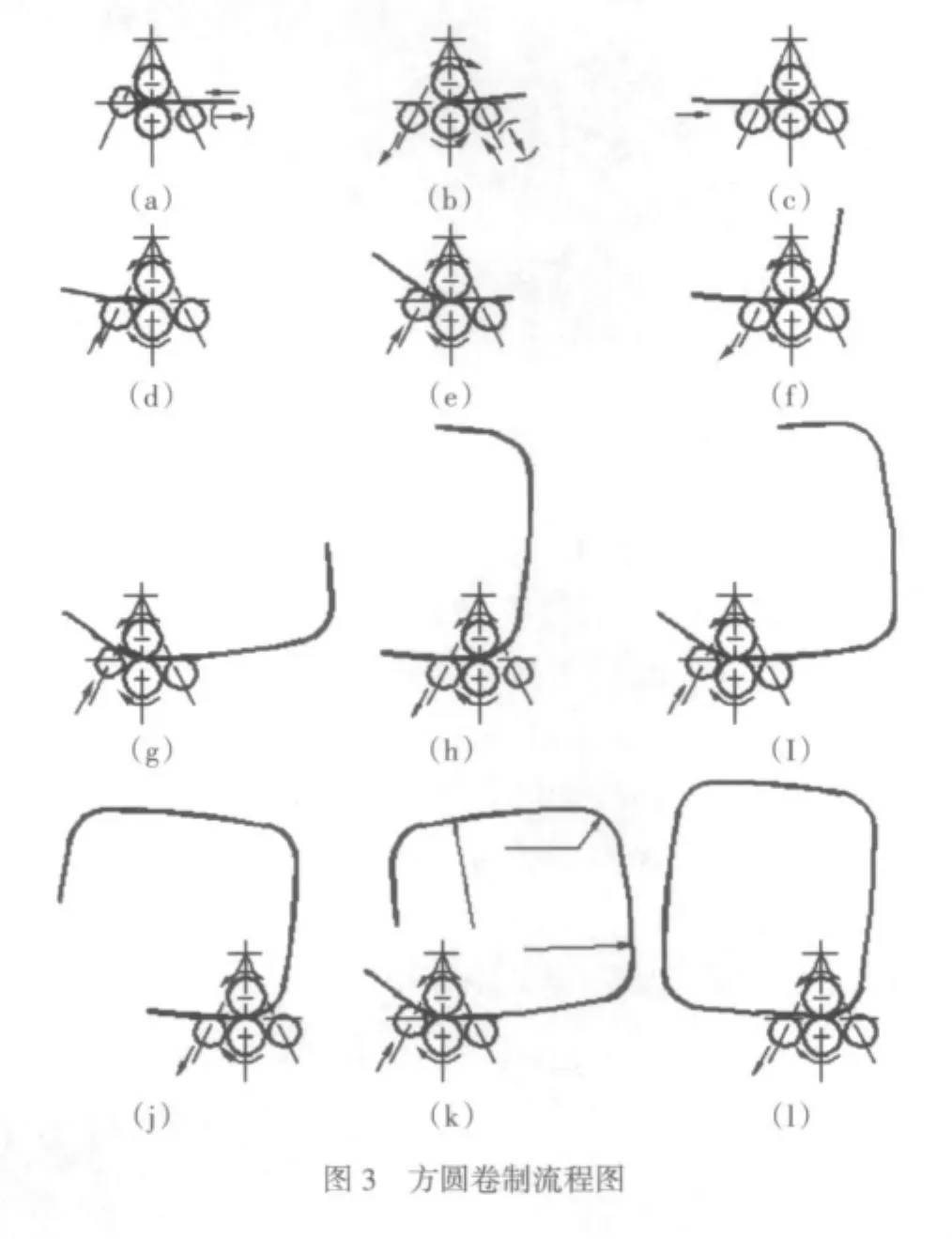
圖3所示為詳細的卷制工藝流程:a.對中。板材與左側輥中心對齊,上下輥反轉(正轉指進料,反轉指退料,下同),夾住板材距左邊緣約厚度的1.5倍處,使預彎直邊段盡量小;b.板材左端預彎;c.左端預彎后,正轉使整個板材走到左側,夾住板材距右邊緣約厚度的1.5倍處,右端預彎;d.左側輥升到指定位置卷R1500圓弧;e.左側輥升到指定位置卷R100圓弧;f.左側輥降到指定位置卷R2000圓弧;g.左側輥升到指定位置卷R100圓弧;h.左側輥降到指定位置卷R1500圓弧;i.左側輥升到指定位置卷R100圓弧;j.左側輥降到指定位置卷R2000圓弧;k.左側輥升到指定位置卷R100圓弧;l.左側輥降到指定位置卷R1500圓弧,使方圓成形。
3 板材在四輥卷板機中滾彎成形原理
3.1 板材彎曲變形過程中的應力應變分析
板材在彎曲變形過程中,隨著外加彎曲力矩的逐步增大,彎曲變形的程度也隨之增大。此變形過程可分為三個階段:
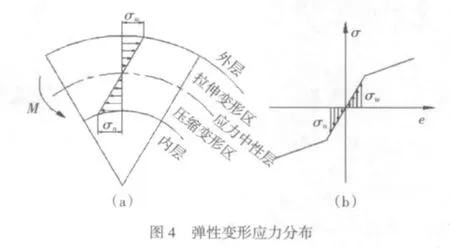
(1)彈性變形階段
板材在彎曲變形過程中,靠外層的材料受到拉伸變形的影響,靠內層的材料受到壓縮變形的影響,沿板材厚度以應力中性層(應力為零的層)為界劃分為拉伸變形區與壓縮變形區,如圖4所示。
(2)彈塑性彎曲階段
隨著彎曲力矩的繼續增大,外層與內層材料首先進入塑性變形狀態,然后塑性變形區逐步往應力中性層擴展。沿板材厚度以應力達到屈服極限σs的層為界劃分為彈性變形區與塑性變形區,如圖5所示。

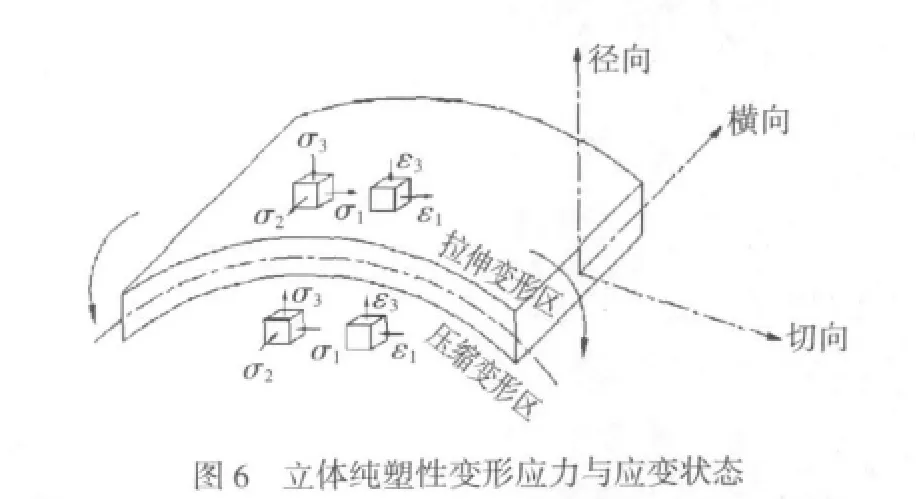
(3)立體純塑性彎曲階段
彎曲變形中一般采用板材的彎曲半徑/板材的厚度來表示彎曲過程的變形程度,稱為相對彎曲半徑。當彎曲零件的相對彎曲半徑很小時,由于變形程度很大,可以很近似的認為塑性變形已擴展到整個橫剖面。此時徑向應力σ3與橫向應力σ2不能忽略不計,如圖6所示。板料中任意一點均處于立體(三向)應力狀態,故稱為立體純塑性彎曲。
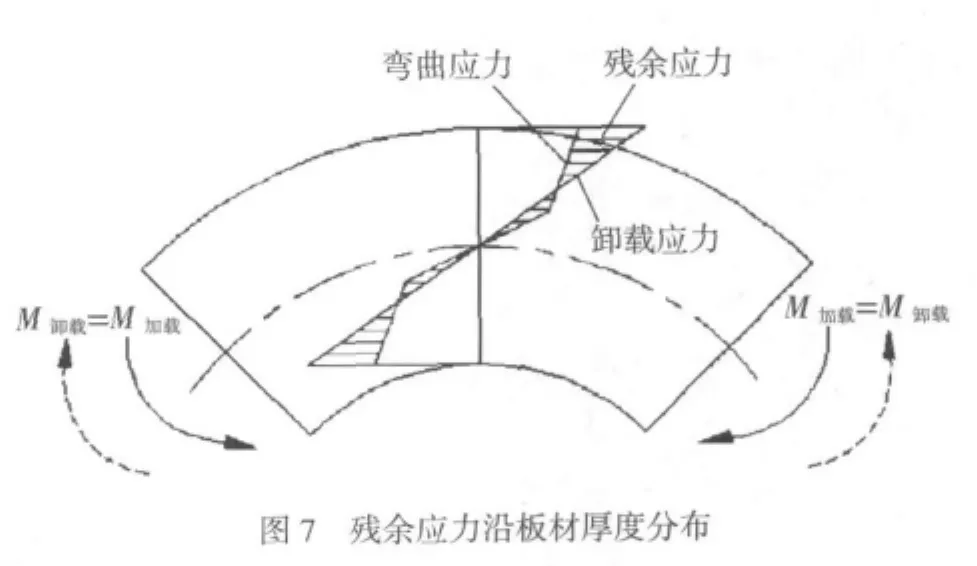
彎曲零件卸載后,根據卸載定理,相當于施加一反向彎矩,此卸載彎矩在數值上與加載彎矩相等(圖7所示),所引起的反向應力呈線性分布。因此,最后在零件內部所遺留下來的殘余應力如圖中陰影部分所示。
3.2 板材在四輥卷板機中滾彎成形原理
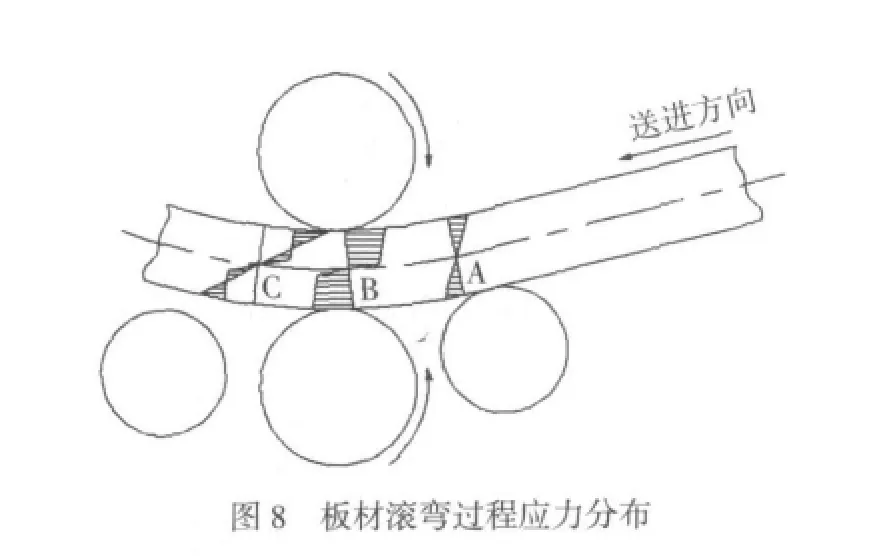
板材滾彎過程可分為兩個階段。第一階段是連續加載彎曲。板材由彈性彎曲開始,而后隨著材料越接近上、下輥軸的中心,彎矩越大,逐步地進入塑性彎曲,如圖8中的AB階段。第二階段是連續卸載回彈,如圖8中的BC階段。處于上、下輥之間的板材相當于與上輥接觸點處承受上輥施加的集中載荷的簡支梁,在該集中載荷處彎矩最大。由此可見,板材沿送進方向在上輥施加載荷處的任意微段彎曲變形程度最大。
零件回彈后的半徑決定于受載荷點的曲率以及卸載之后的回彈量。根據板材的彈塑性和回彈原理,有回彈前中心層彎曲半徑的理論表達式為:

式中:D′——回彈前筒體內徑;
D——回彈后筒體內徑;
K0——板材相對強化系數;
K1——截面形狀系數;
σs——板材屈服極限;
E——板材彈性模量;
t——板厚。
4 四輥工作過程中數學模型的建立與實驗數據對比分析
4.1 數學模型的建立
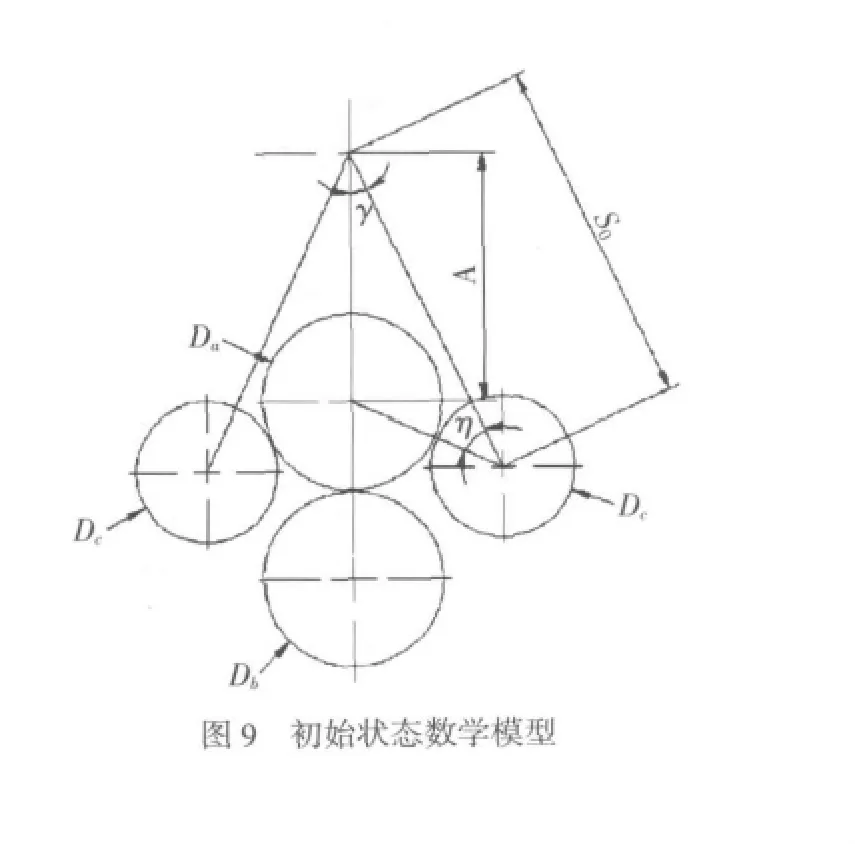
4.1.1 初始狀態數學模型
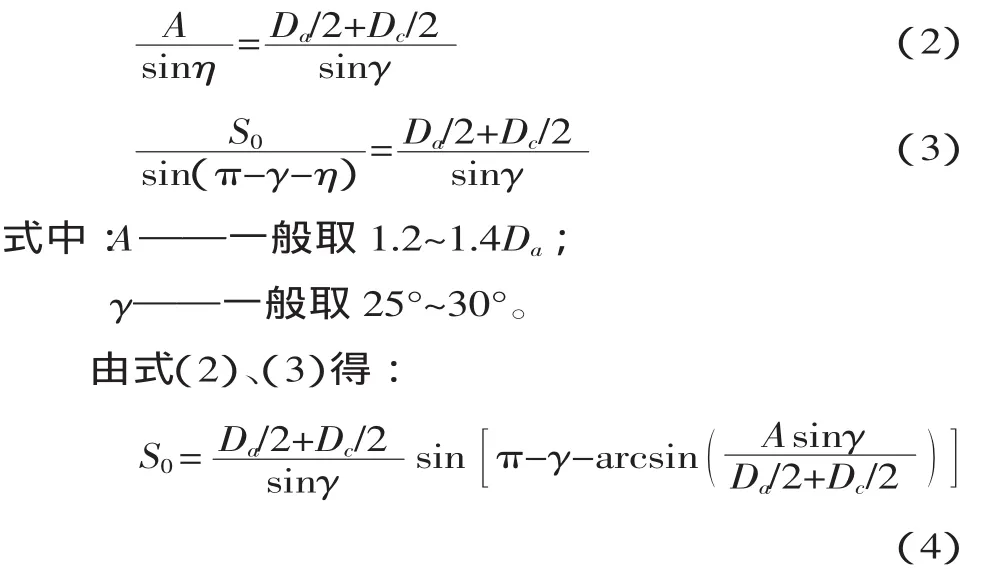
如圖9所示為四輥卷板機初始狀態的數學模型。側輥處于初始位置(即與上輥相切)時,其圓心與參考點O之間的距離為S0,該圓心在本文中定義為坐標原點。由圖可得:
4.1.2 工作過程中的數學模型
如圖10所示為四輥卷板機工作過程中的數學模型。
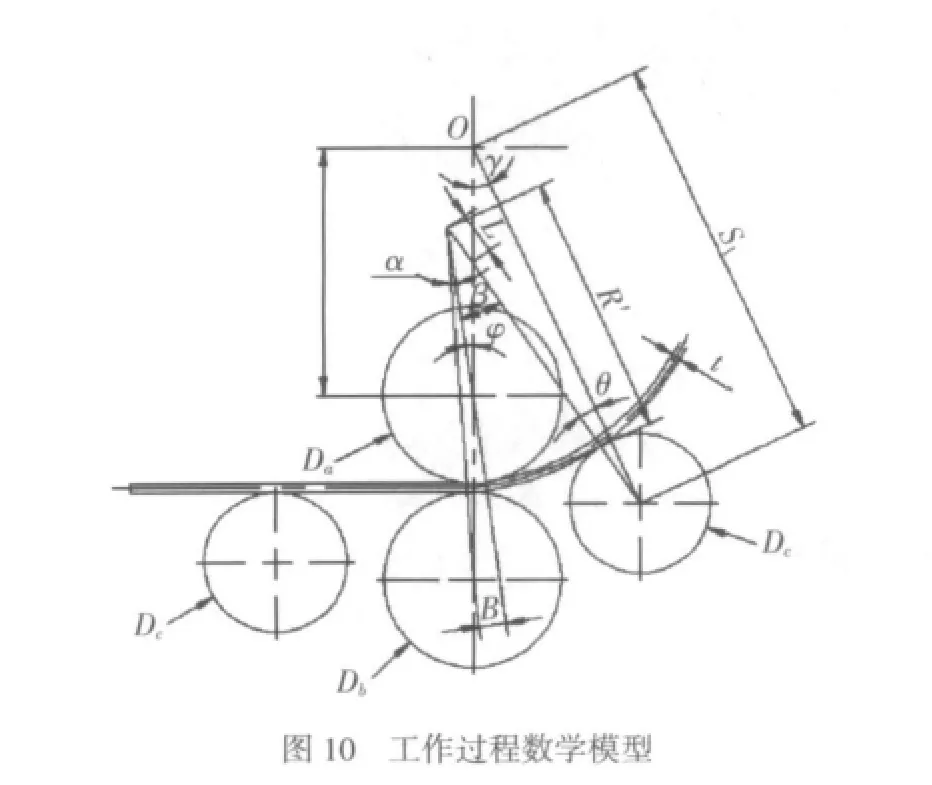
側輥處于工作位置(即與板材相切)時,與參考點O之間的距離為S1,由圖10得:

4.1.3 側輥偏移量
綜上所述即可得出側輥在工作過程中相對于坐標原點的偏移量:

4.2 實驗數據對比分析
本次實驗所使用設備參數如表1所示。
本次實驗所使用的板材參數見表2~表3所示。
實驗得出兩組側輥偏移量ΔS的數據,與上述理論計算值進行對比,見表4~表5。
通過上述兩組數據的對比可以看出,側輥偏移量的實驗值與理論值之間有一定的偏差。分析其原因有以下兩點:
(1)根據板材的彈塑性與回彈原理得出的板材回彈前半徑的理論表達式(1)有一定的局限性,不同材料的板材其理論值與實際值存在一定的偏差。
(2)式(5)中的B在文中取的固定值t/2,而實際卷制時B是變化的,對于同一參數的板材,隨著卷制半徑的不同,B也是不同的。具體B如何隨卷制半徑的變化而變化,有待進一步的研究。
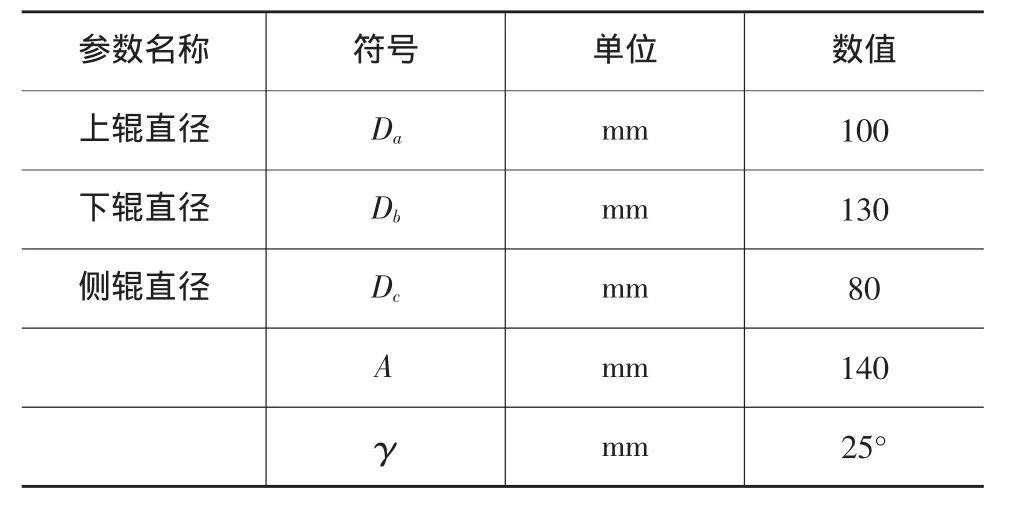
表1 實驗所用四輥卷板機參數

表2 板材1(鋁合金)參數
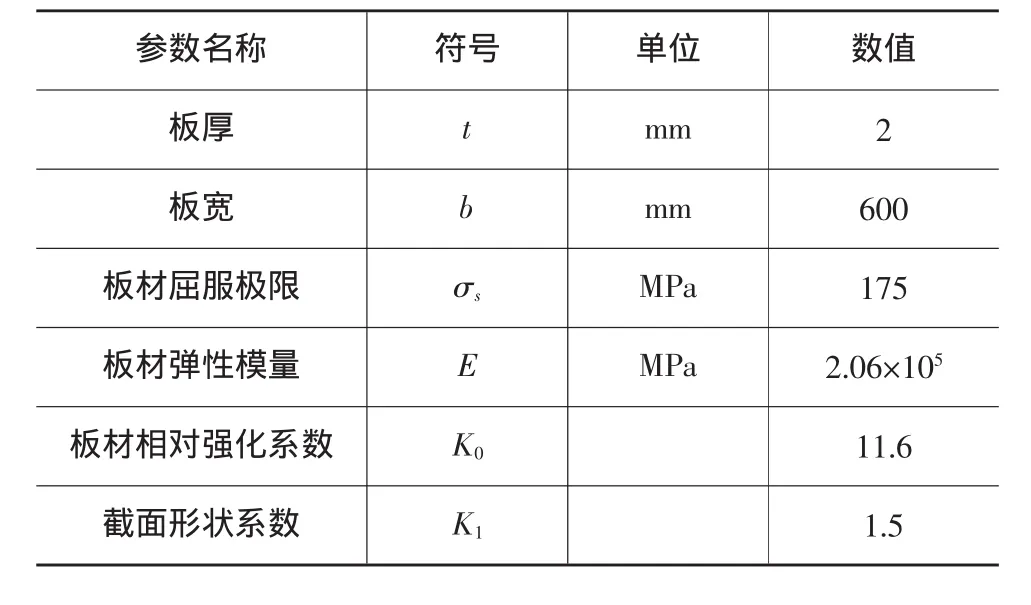
表3 板材2(不銹鋼)參數

表4 板材1(鋁合金)理論值與實驗值對比
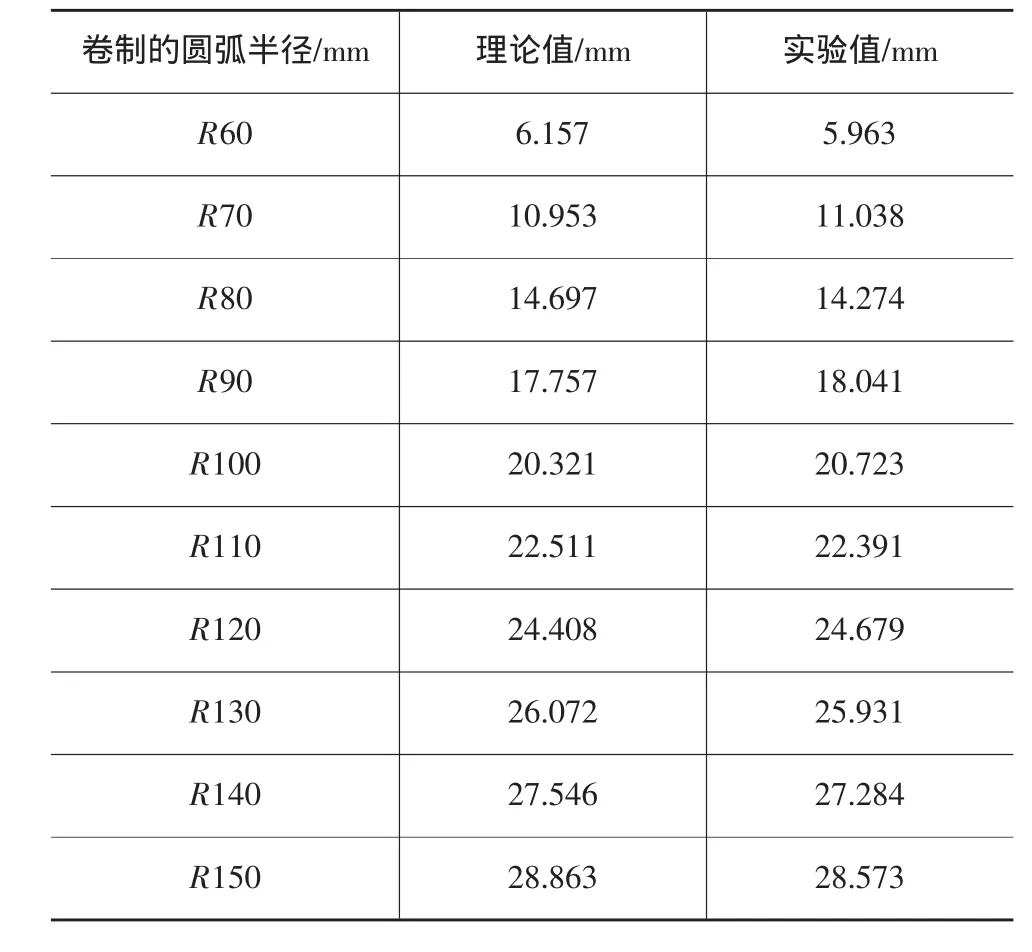
表5 板材2(不銹鋼)理論值與實驗值對比
雖然側輥偏移量的實驗值與理論值之間存在一定的偏差,但從數據對比可以看出,該偏差很小,通過實際卷制出的筒體形狀分析,偏差在允許范圍內。由此可知,4.1所建立的數學模型是可行的,由式(12)所得理論值可以作為生產數據參考,在此基礎之上微調數據即可得到要求的筒體形狀。
5 結束語
(1)通過四輥卷板機對方圓形狀的實際卷制試驗,制定了合理的卷制工藝,使得卷制過程中從小曲率到大曲率的過渡直邊段得以消除,從而滿足了客戶對于方圓形狀的苛刻要求。
(2)通過(1)中對卷制工藝的制定,建立了四輥卷板機工作過程中的數學模型,并通過實驗數據與理論計算數據的對比分析確定了該數學模型的可行性,可以此作為數控系統的數學模型,為生產控制提供了可靠的保障。同時通過該數學模型可以進一步確定四輥卷板機四個工作輥的受力與扭矩,為設計不同規格的四輥卷板機提供理論依據。
[1]邢偉榮.卷板機的現狀與發展[J].鍛壓裝備與制造技術,2010,45(2):10-16.
[2]范宏才.現代鍛壓機械[M].北京:機械工業出版社,1994:216-226.
[3]任育紅.水平下調式三輥卷板工藝及設備研究[D].天津大學碩士學位論文,2006.
[4]孫廷波.特大型四輥卷板機的研制[D].東營:中國石油大學碩士學位論文,2009.
[5]陳毓勛.板材與型材彎曲回彈控制原理與方法[M].北京:國防工業出版社,1990:17-23,58-68.
Mathematical model establishment of polycentric circle rolling process in four-roll plate bending machine
WANG Kai1,CHEN Fulin1,XU Chaoyang2,LI Sen1,LI Bin1
(1.College of Mechanical and Electrical Engineering,Nanjing University of Aeronautics and Astronautics,Nanjing 210016,Jiangsu China;2.Nanjing Huanli Heavy Industry Machinery Co.,Ltd.,Nanjing 211222,Jiangsu China)
The complete rolling process has been designed in the text by modifying the changing way of the side working roller,which can eliminate straight shortcoming and achieve good rolling effect.The mathematic model of working process for the four-roll bending machine has been established,which infers the theoretical calculation formula of the displacement for the side working roll.It is verified by the experiment with positive effect on the production control.The model provides basis for the design of the four-roll bending machine.
Four-roll Plate Bending Machine;Polycentric circle rolling process;Mathematical model
TG386.3+1
B
2011-08-12
王 凱(1986-),男,碩士在讀,主攻機械工程設計研究
1672-0121(2011)06-0056-05
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36