基于PLC和觸摸屏技術的紙機多段速度控制系統設計
2011-11-22 01:56:20高俊
中國造紙 2011年5期
高 俊
(浙江科技學院機械與汽車學院,浙江杭州,310023)
基于PLC和觸摸屏技術的紙機多段速度控制系統設計
高 俊
(浙江科技學院機械與汽車學院,浙江杭州,310023)
設計了一種基于PLC和觸摸屏技術的紙機多段速度控制系統。該系統以PLC為核心,對傳感器采集的紙機實時數據進行存儲、計算及傳輸,控制紙機的運行狀態。同時與觸摸屏進行通信,將紙機運行數據以動態圖的形式顯示,并接受觸摸屏給定的工藝參數來控制執行元件,實現了操作人員與紙機的人機對話功能。通過模擬調試,該系統操作簡單,智能化程度高,提高了產品質量及生產效率,并在一定程度上降低了能耗。
紙機傳動系統;多段速度控制;組態軟件;PLC;觸摸屏;變頻器
傳統的紙機大都采用多電機分部傳動,在每一個傳動分部安裝交流電機,采用交流多點傳動方式,工作強度大,智能化程度低,操作復雜,實時控制差,降低了紙張的產量和質量,影響了企業的經濟效益和社會效益。因此,研究并設計一種新的紙機控制模式具有一定的現實意義。基于PLC和觸摸屏技術的紙機傳動多段速度控制系統能滿足目前國內中小型造紙企業的紙機改造和升級的需求,在保證經濟性的前提下,能很大地提升紙機系統的穩定性、靈活性、可靠性和節能性[1-2]。
1 紙機多段速度控制系統的性能要求
根據紙機的運行需要,其傳動控制部分必須滿足以下要求。
(1)紙機速度鏈控制
根據造紙工藝的要求,為了保證紙張在整個抄造過程中能順利傳送,各傳動分部間要求達到線速度比例協調,即相鄰兩個分部間的線速度比值應保持恒定。否則,將使得生產無法正常進行,產品質量下降。同時,這種比例協調應具有微調功能 (速度微調范圍通常在±5%),以調節相鄰兩分部間的速差,避免紙張在傳遞過程中的松弛或繃緊現象,并且速度微調應該靈敏、可靠,不應在調節過程中有明顯的滯后現象[3]。
(2)速度控制
在紙機的運行過程中,傳統紙機可能會由于各種原因造成傳動部分速度變化,從而導致紙機上的紙張出現薄厚不均、斷紙等現象。因此,控制系統能根據所生產的不同紙張改變紙機各分部電機的速度要求,通過對變頻電機設置參數值進行優化處理,準確調整速度,提高靜態和動態的控制精度,避免斷紙,提高生產效率。
(3)負荷分配控制
長網紙機網部有真空伏輥和驅網輥2個傳動點,利用2臺不同容量的電動機驅動同一張網,各傳動點之間不是剛性的硬連接,而是通過網之間的一種軟性接觸,這就必然會出現各臺電機之間的負荷分配問題,若處理不當就會造成一臺電機過負荷,而另一臺電機甚至處于發電狀態,被拖動,電流反向。負荷分配的原則理論上是要求各個傳動點表面輥筒的線速度一致。但由于各傳動點的電動機功率不同,所驅動輥筒的直徑不同,包角不同,因而具體的分配原則也不同。典型的長網紙機在網部驅網輥 (主傳動)與真空伏輥 (從傳動)的負荷分配一般為 6∶4。
2 紙機多段速度控制系統的功能要求及構建
2.1 紙機多段速度控制系統的功能要求
(1)紙機速度控制及動態顯示
由于各分部傳送著生產過程中的紙張,根據造紙工藝的要求,應該保持后一級張力略大于前一級,需要各分部間線速度比例協調控制,高精度、可靠地保持這個比例系數就能保證產品產量與質量。各分部獨立控制,且具有靈敏的微升、微降及繃緊等調節功能,便于調節前后兩分部間的速差,避免紙張在傳送過程中的過度松弛或繃緊斷紙現象。采用觸摸屏結合PLC來完成速度鏈的控制,便于實現變頻器給定的數字化控制,提高穩定性。
(2)主從負荷分配控制及顯示
在紙機傳動控制中多個傳動點帶動一塊網布或多個傳動對象,相互施壓合成一定力矩且同步運轉,要使各關聯傳動電機根據各自的配置按比例合理承擔功率輸出,需采用負荷分配控制形式。如果負荷分配調節不好,將會造成整個負荷環路各傳動點負載失衡,線速不同步而無法正常運行。
(3)采用觸摸屏控制,操作方便
采用人機接口,可以直觀地了解設備運行的參數及狀況,操作簡單,便于調試。
2.2 紙機多段速度控制系統的構建
本課題所設計的紙機多段速度控制系統擬采用三級控制結構,如圖1所示。由上位機、觸摸屏、PLC和變頻電機組成一套自動控制系統[4-5]。

圖1 紙機傳動控制系統結構
紙機傳動控制系統第1級由上位機通過PLC改變變頻器的設置,實現對變頻交流電機的速度及紙帶張力等參數的控制。
第2級為PLC控制器。紙機傳動控制系統的速度鏈控制、速度控制、負荷分配控制和軟啟動控制等,都必須由PLC通過指令完成動作。操作臺配置智能化操作面板與PLC實現高速數據通信。在系統運行時,PLC控制器接受從上位機獲得的操作指令,通過給定程序對操作進行邏輯計算之后,將結果傳達給變頻器。
第3級為觸摸屏和上位機。通過組態軟件EB500軟件構建觸摸屏的操作界面和框架,并最終使得對紙機的各項操作能直接通過觸摸屏的簡單界面來設定和執行,并能直觀地從觸摸屏上顯示紙機運行的狀態和必要的數據。同時,通過上位機可以對系統的運行情況進行實時監控,保證和維護程序的正常運行。
2.3 紙機多段速度控制系統的硬件設計
采用PLC作為控制系統的核心,對傳感器采集的紙機實時數據進行存儲、計算及傳輸,控制紙機的運行狀態。同時與觸摸屏進行通信,將紙機運行數據以動態圖的形式顯示,并接受觸摸屏給定的工藝參數來控制執行元件,實現了操作人員與紙機的人機對話功能。PLC控制系統原理圖如圖2所示。
在紙機開始運行之前,PLC(FX2N-485BD)與觸摸屏 (GOT)通過RS-232通信進行工藝參數 (主電機速度、速比、負荷分配等)設定,PLC對于給定的工藝參數進行存儲。運行過程中,PLC接受傳感器的反饋信號,并將紙機的運行狀態參數反饋到觸摸屏實現在線監控。傳感器檢測信號通過編碼器存儲到PLC中通過計算,由4D/A模塊輸出控制變頻電機,驅動紙輥實現變速。速度的調整通過觸摸屏在線修改,提高了系統的工作效率,同時也保證了各紙輥間速度的比值恒定,以達到張力恒定的目的。
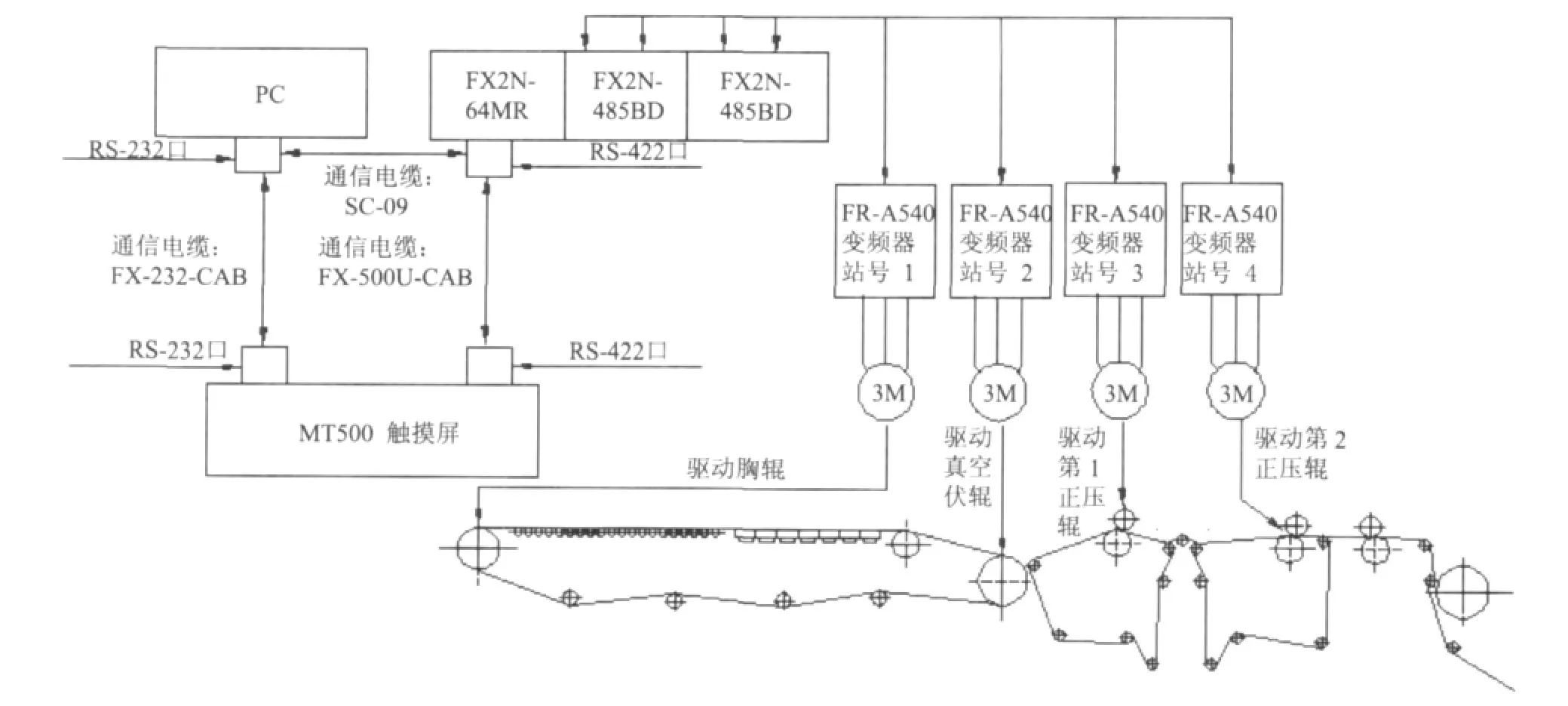
圖2 PLC控制系統原理圖
3 紙機多段速度控制系統的硬件通信接口設計[6-8]
在紙機傳動控制系統中,PLC作為系統最核心的部件,各個設備之間的數據傳輸通信運用RS-232通道、RS-422通道或RS-485通道進行,而且利用計算機進行管理、顯示、編程及參數修改。又由于RS-232、RS-422及RS-485各有特點,而設備又不可能配置所有的通信接口,計算機一般配置為RS-232接口,PLC配置的是RS-422接口,而變頻器配置的是RS-485接口。因此,在不同的接口之間必須通過轉換器或者通信模塊進行連接,只有配備必須的硬件之后,通信才能正常地工作。
3.1 上位機與PLC的硬件接口設計及通信
由于目前計算機都是RS-232通信口,而三菱FX型PLC的通信口目前是RS-422,所以計算機與三菱FX型PLC之間的通信必須采用帶有RS-232/422轉換的SC-09專用通信電纜,如圖3所示。
3.2 PLC與觸摸屏的硬件接口設計及通信
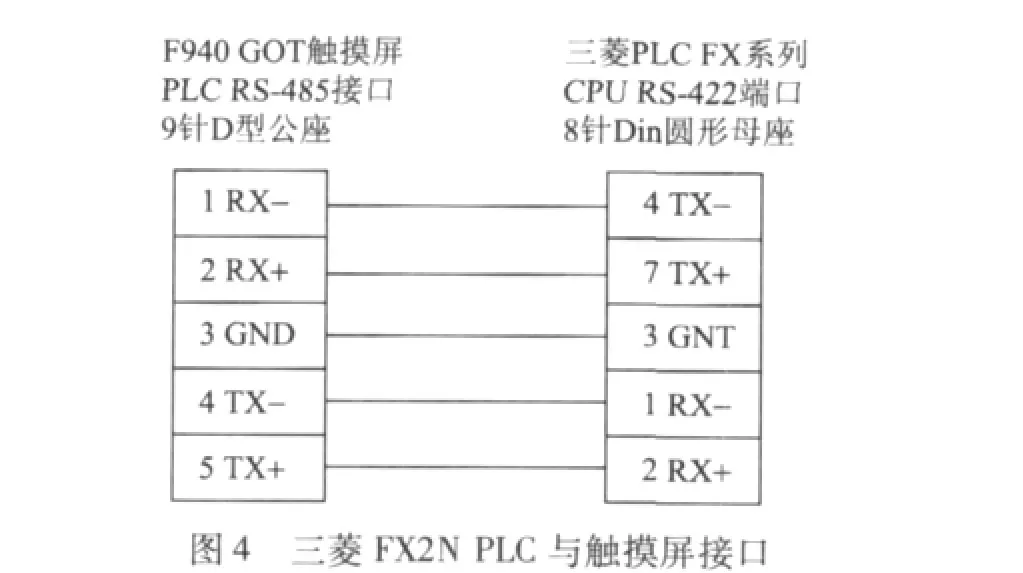
三菱FX2N系列PLC都可以通過CPU單元上的編程通信端口RS-422 COM與GOT觸摸屏連接,也可以通過通信接口板232BD或者485BD來連接。三菱PLC的編程通信口是一個8針Din圓形母座。接口傳輸關系如圖4所示。觸摸屏下載程序時應設置以下通信參數:波特率為38400baud;有效字節為低字節;數據位為8;校驗方式為偶校驗;PLC站號地址為1。
3.3 PLC與變頻器的硬件接口設計及通信
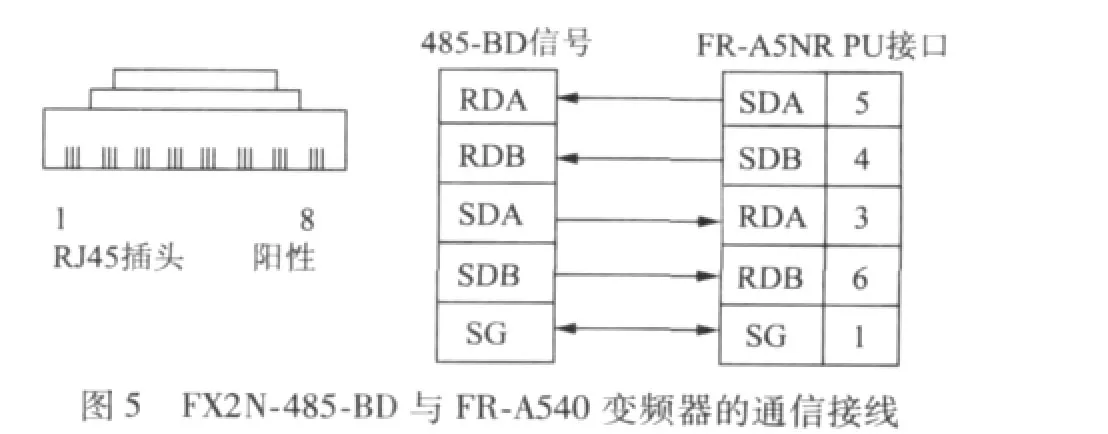
通信接線如圖5所示,RJ45水晶頭插入變頻器的PU接口 (也可通過變頻器通信板FR-A5NR接線),另一端的對應信號線接在FX2N-485-BD上[9]。

圖3 上位機與PLC接口

4 觸摸屏人機“對話”設計
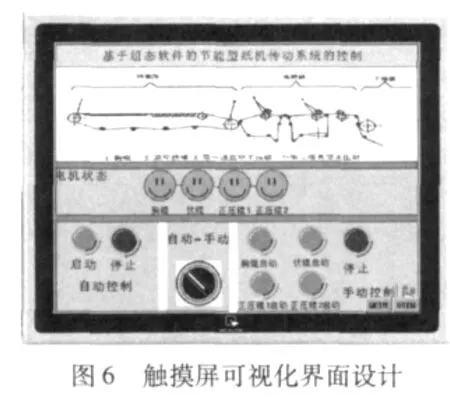
控制系統通過GOT90觸摸屏與PLC建立通信而實現了“人機對話”,以EB500組態軟件設計監控系統界面如圖6所示。當系統開機時,進入系統控制的主界面。界面分上、中、下3部分,上面部分為傳動系統運行圖;中間部分為電機驅動輥的實時運行狀態,從左至右分別為胸輥、伏輥、第1正壓輥和第2正壓輥,圖6所示狀態為初始狀態;下面部分為控制電機的啟動和停止按鈕。啟動方式設自動方式和手動方式,兩種方式通過中間的切換開關來切換。自動控制的順序為按下啟動按鈕后,4個電機按第2正壓輥、第1正壓輥、伏輥、胸輥依次啟動;按下停止按鈕時,4個電機按胸輥、伏輥、第1正壓輥、第2正壓輥依次停止,這樣做可以保證紙機啟動和停止時的穩定性。右邊的手動控制主要為了便于停機檢測。在安全性能上,軟件還設計了鎖鍵盤及密碼保護等相應的操作權限。
點擊view按鈕,彈出快速窗口欄,點擊速度顯示,即可進入紙機傳動控制系統的電機運行速度顯示,如圖7所示。點擊頻率設置,可彈出紙機控制系統的變頻器調速頁面,如圖8所示。通過右邊的增加和減少按鈕,可對變頻器的頻率進行設置。相關參數可通過元件屬性設置框設置[10]。
5 基于PLC和觸摸屏的控制系統實現
5.1 硬件組成
采用三菱 FX2N-485BD系列 PLC,GOT90系列觸摸屏,二者采用RS-232通信。控制系統的基本輸入/輸出地址如表1所示。
5.2 PLC的編程與調試
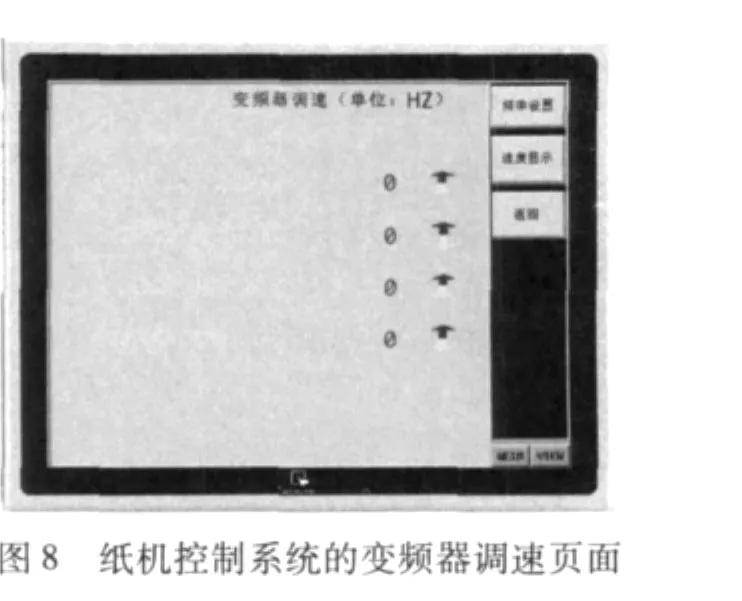
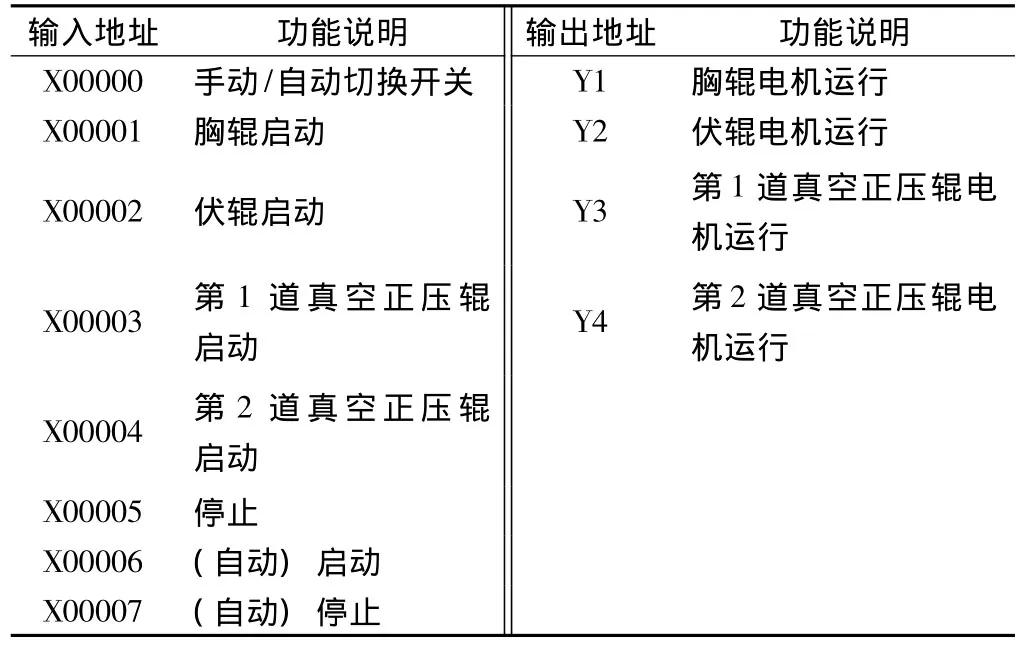
表1 I/O接口分配
三菱FX2N系列可編程控制器采用三菱編程軟件GX Delevloper Ver.7進行編程和調試。GX Delevloper Ver.7是三菱公司設計的在Windows環境下使用的PLC編程軟件,它能完成各個系列PLC的梯形圖、指令表等功能[11]。本課題采用模塊化結構編程,其中重要的模塊為啟動與停止、頻率與速度的調整和運行速度顯示。具體的程序流程圖如圖9所示。

圖9 程序流程圖
PLC的程序應完成以下幾個功能:
(1)傳動系統的啟動和停止。當點擊觸摸屏的傳動系統啟動或者停止按鈕時,各個電機的啟動時間之間應該具有一定的延遲性,壓榨部的電機應當優先于網部的電機啟動,通過延遲保證系統的安全啟動和停止,并保證紙機的穩定運行和產品質量。
(2)傳動系統通過觸摸屏對變頻器進行頻率和速度的調整。
(3)通過觸摸屏顯示紙機設備的運行速度。
6 結語
本控制系統采用組態軟件EB500和觸摸屏GOT90組成一套紙機傳動控制系統,通過PLC、變頻器和GOT90之間的通信,控制多個傳動點的啟動、停止、增速、減速、緊紙等操作,同時由軟件自動實現負荷分配、速度鏈等功能,充分滿足了造紙工藝及電氣控制的需要,實現了造紙設備運行的自動檢測、超限報警、自停等,使生產設備能嚴格按照設定的工藝要求,以定性、定量、規范化的方式運行,極大地保證和提高了產品質量和生產效率。利用觸摸屏的操作方便,性能穩定,畫面簡易等特性,使紙機傳動控制系統的可操作性大大增加,便于技術人員進行調整和維護。同時,由于采用了變頻器交流電機分級傳動控制,大大降低了機械損耗,而且由于交流變頻傳動系統在運行時一部分變頻器處于發電狀態,進一步節省了電能,降低了能耗。
本課題所設計的控制系統通過模擬運行調試,得到了預期的效果,降低了紙張的不均勻度和斷紙率,提高了產品的質量,同時在線監控系統也提升了整機的智能化水平。
[1] 丁 斐,歐陽小平,楊華勇.國產造紙機的發展歷程及趨勢[J].流體傳動與控制,2009(2):1.
[2] 李明輝,李春英,李 艷,等.基于VB與PLC串行通訊的設計及在造紙廠中的應用[J].中國造紙,2004,23(12):42.
[3] 王紅艷,吳彥銳,陳景文.造紙機速度鏈的設計與工作原理[J].黑龍江造紙,2007(1):42.
[4] 王子文,駱建華.用PLC和變頻器實現同步傳動控制[J].紙和造紙,2003,7(4):36.
[5] 崔劍平,趙 振,王秋敏.PLC和觸摸屏在控制系統中的應用[J].機械工程與自動化,2007(8):160.
[6] 陳 浩.案例解說PLC、觸摸屏及變頻器綜合應用[M].北京:中國電力出版社,2007.
[7] 岳慶來.變頻器、可編程序控制器及觸摸屏綜合應用技術[M].北京:機械工業出版社,2007.
[8] 周志敏,周繼海,紀愛華.變頻調速系統設計與維護[M].北京:中國電力出版社,2007.
[9] 日本三菱公司.FR-A500使用手冊[S].2000.
[10] 陳景文,吳彥銳,王紅艷.造紙機常用變頻器的主要參數和設置方法[J].變頻器世界,2005(9):84.
[11] 三菱公司.三菱微型可編程控制器使用手冊[S].2002.
Design of Paper Machine Multi-speed Control System Based on PLC and Touch Screen Technique
GAO Jun
(School of Mechanical and Automotive Engineering,Zhejiang University of Science & Technology,Hangzhou,Zhejiang Province,310024)
Most of the traditional paper machines are driven divisionally by multi-motor,with low intellectual faculties,poor real-time control,low precision and efficiency.In order to overcome these shortcomings,the paper put forward a control system based on PLC and touch screen.The PLC is the core of the system,which stores,computes and transmits the real-time data collected from paper machine with the sensor to control the machine running.At the same time to communicate with the touch screen,the machine operating data is displayed in the form of a dynamic figure,and the preset parameters on the touch screen were accepted to control the executive component to realize“manmachine dialogue”function between the operators and the paper machine.The simulation commission proves,the system is simple and high intelligence,its application improves product quality and production efficiency,and to some extent,reduces energy loss.
paper machine drive system;multi-speed control;configuration software;PLC;touch screen;inverter
TP273
B
0254-508X(2011)05-0048-05

高 俊先生,講師;主要從事機電一體化及自動化控制的教學與研究工作。
(E-mail:gj887@163.com)
2010-12-31
浙江省教育廳項目 (Y200906873);浙江科技學院院基金項目 (200726)。
(責任編輯:趙旸宇)
猜你喜歡
防爆電機(2020年3期)2020-11-06 09:07:42
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
測控技術(2018年5期)2018-12-09 09:04:50
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
電子制作(2017年7期)2017-06-05 09:36:13
Coco薇(2017年5期)2017-06-05 08:53:16
自動化博覽(2014年12期)2014-02-28 22:34:39
河南科技(2014年18期)2014-02-27 14:14:58