用DRAWSET1000加彈機生產筒子直接染DTY
2011-12-09 10:08:06吳劍虹
化纖與紡織技術 2011年1期
關鍵詞:生產
吳劍虹
(廣東開平春暉股份有限公司,廣東開平 529300)
用DRAWSET1000加彈機生產筒子直接染DTY
吳劍虹
(廣東開平春暉股份有限公司,廣東開平 529300)
采用DRAWSET1000加彈機,通過降低卷繞張力至1.96~6.86 cN范圍、調整軸向干擾(位移)、下調軸向靜止參數至30%~35%、選擇卷裝成型錐角為3°、配合筒管調校動程,且在生產過程注意解決卷裝端面凹陷、變形、網絆絲等成形不良,動程長(短)、油污絲、卡花絲、卷裝張力異常等問題,可以生產出符合質量要求的滌綸筒子直接染DTY。
直接染筒管絲;筒染拉伸變形絲;加彈機
利用加彈機直接加工生產滌綸直接染色筒管DTY(我們簡稱“筒染絲”),與傳統的工藝流程相比,減少了松式絡筒、倒紗兩道工序,縮短了下游筒子絲染色廠的生產流程,提高了筒子染色的生產效率、節省時間和能物耗,從而提高用戶經濟效益,也增加滌綸DTY產品的附加值。因此,該技術得到很多廠家的應用。我司運用DRAWSET1000加彈機進行試驗,通過優化工藝控制,并注意解決一些典型問題,加工出符合質量要求的滌綸筒子直接染DTY。
1 實驗
1.1 生產原料
本廠生產的265 dtex/36 f POY。
1.2 生產設備
DRAWSET1000加彈機(RIETER公司)
1.3 測試儀器
DIGITENS 485張力儀(Zellweger uster LTD.公司)、肖氏硬度計、鋼尺、游標卡尺、USTERTENSORAPID 3強伸儀(Zellweger uster LTD.公司)、AE-N測長儀、CD-50電腦噴射染色機(無錫市永新紡織機械廠)、高溫高壓染色機(臺灣染色機械廠股份有限公司)、脫水機、YG982型標準光源箱(常州紡織儀器廠)、HC585D型織襪機(無錫市新宏仁紡織機械有限公司)。
1.4 流程[1]
主要工藝流程:滌綸POY原絲(紗架)→剪絲器→第一羅拉→滑塊→第一熱箱→冷卻板、冷卻盒→假捻器→第二羅拉→第二熱箱→第三羅拉→探絲器→油嘴→搖架、光輥、筒管(卷繞成形)→DTY筒染絲(→物理指標檢測→織襪→染色判色→分級→包裝出廠→筒子染色)
加彈部分的工藝跟常規DTY的一樣,但要注意控制錠位的均勻性,降低CV%值,以保證成品符合染色均勻的要求。
筒子染色的過程如圖1示,該技術根據染料在絲筒中的流動擴散規律,如果采用原來的工藝流程,要求筒染絲卷裝必須進行圓邊處理,來達到優化染液流動的效果及降低紗內外各處染液流速的差異。使用DRAWSET1000加彈機生產,其卷裝沒有雙錐度圓邊,但通過改變卷繞成形參數和改變成形錐度也可以實現相同效果。
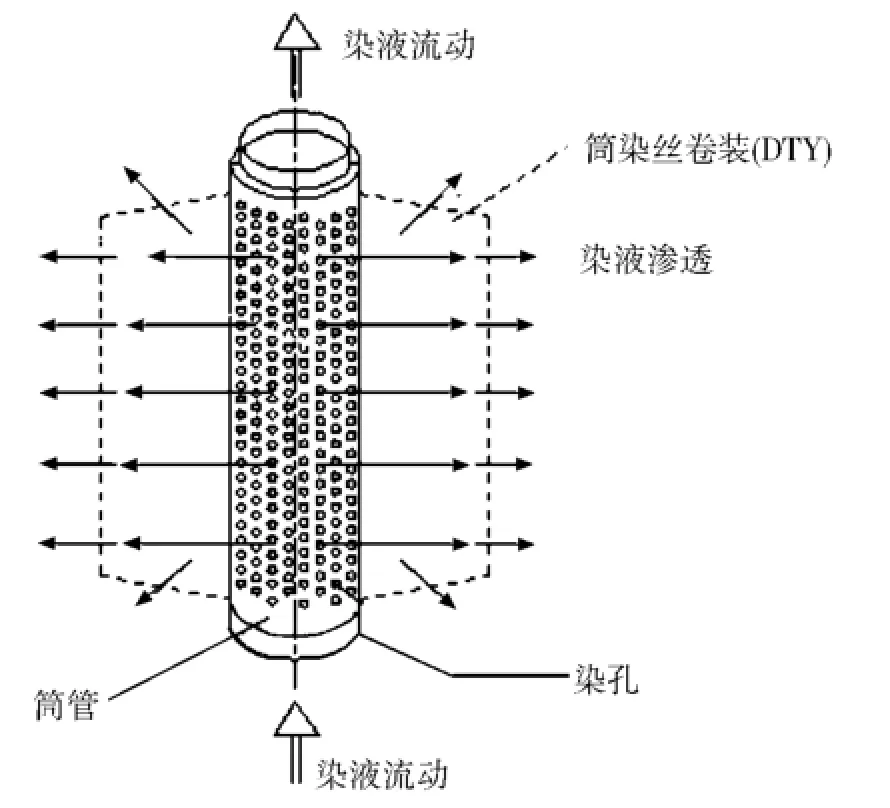
圖1 筒子染色示意圖
由于采用加彈機直接生產筒染絲,精減了過程中松式絡筒、倒紗兩道工序,沒有額外的工序對卷裝成形進行優化處理。
DRAWSET1000加彈機采用先進的變頻控制技術,可以實現所有工藝參數的連續、無級調整,以及配置APS搖架系統,為獲得良好、穩定的DTY卷裝成形提供了可靠的設備基礎。在生產過程通過對各項工藝參數優化配置,可以直接生產出符合要求的筒染絲DTY。
2 結果與討論
2.1 卷繞張力控制
卷繞張力是控制卷裝密度的參數。
筒染絲是一種采用染液滲透卷裝染色方式的產品,要求卷裝密度合適、均勻。因為卷裝密度不均勻也會造成染色色差。張力過大,雖然卷裝穩定、卷繞過程比較容易控制,但是張力大使卷裝硬度高不利于染液滲透。張力過小,卷裝尺寸偏大影響卷裝容量,浪費存儲空間,存在卷裝松軟、卷裝不穩定,卷繞過程絲條集束不良、易蓬松,容易產生松圈毛絲,加大卷繞成形控制難度等問題,還會導致染色后筒子脫圈崩跨,影響筒子染色后的褪繞性能,斷頭增加。而且卷繞張力太小會造成在第三羅拉和光輥之間“飄絲”引起油污絲、纏絲、松圈毛絲或斷頭。所以要使設定張力既能得到合適的卷裝尺寸、硬度、又能讓卷繞穩定進行,方便成品絲的退繞。經過試驗,最合適的卷繞張力在1.96~6.86 cN范圍內,且要保證錠位間張力均勻,根據品種不同和實際情況作微調,可以得到0.33~0.42 g/cm3的卷裝密度。
2.2 卷裝成形錐角選擇
因為底層卷裝柱面長,外層卷裝柱面短,染液滲透出卷裝的路程會有差異,如果采用較大的成形錐角,使底層和外層卷裝柱面長度差異更大,增加染液滲漏,導致浪費染料和染色不均;錐角過小(卷裝端面過直),會影響卷裝和成形的穩定性,容易出現網絆絲、底層凹陷、油污等不良情況。
所以,生產筒染絲必須盡可能地選用比較合適的成形錐角,以便接近卷裝錐度要求。普通的DTY成形一般是9°雙錐形筒裝,可以采用調整成形錐角的方法來達到要求。
使用DRAWSET1000加彈機生產,其卷裝沒有雙錐度圓邊,其APS搖架系統,預設有3°、9°、18°三種成形錐角可供選用。選擇成形錐角3°比較合適。
2.3 卷繞橫動軸向干擾(位移)、軸向干擾靜止參數的選擇
常規的卷裝,為了獲得良好的退繞性能和穩定的卷裝,通常在橫動、干擾參數和錐角反饋裝置的共同作用下,形成一個上下兩端雙錐面的圓柱體卷裝。(“橫動動程”、“軸向干擾(位移)”、“軸向干擾靜止”如圖2示)。因為卷繞橫動的客觀因素,在卷裝軸線上,兩端部分的卷裝硬度較中間的大,這對筒染不利,會造成染液滲透阻力(壓力)差異,影響染色均勻性。所以需要適當調整軸向靜止比例,盡量減少這種影響。
根據DRAWSET1000加彈機的特性,“軸向靜止比例”參數由常規的45%下調到30%~35%。同時為了獲得適當小的卷裝密度或卷裝硬度,橫動速度下調降低到220~250 CPM(相當于卷繞角8.5°~9.5°),并且配合適當的卷繞超喂設定較小的卷繞張力。此外,卷繞程序參數不變,仍為“程序1”。
2.4 動程的選擇
結合加彈機的動程范圍和采用的筒染筒管尺寸參數來選定一個合適動程。既要保證卷裝底層動程覆蓋“圓孔”區域+(3~5)mm的范圍(如圖2示)。根據DRAWSET1000加彈機動程和塑料筒管尺寸,我們設定動程為248 mm。為了保證質量,生產前整臺機按要求進行精確的動程調校。
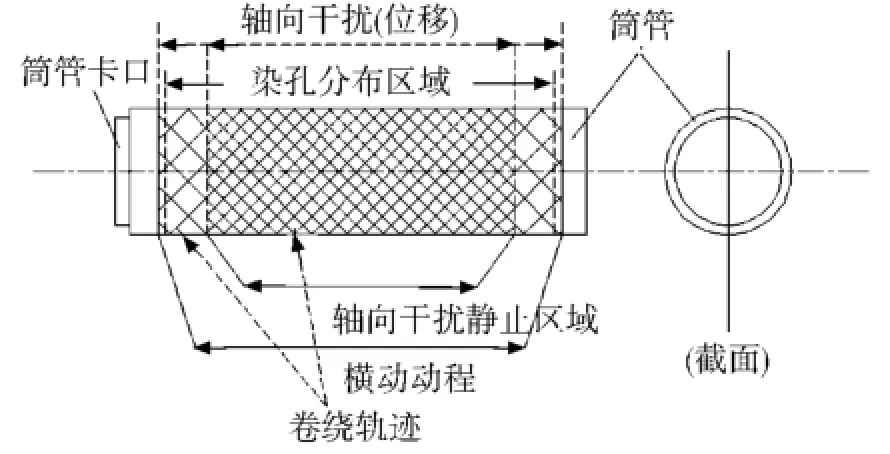
圖2 動程示意圖
2.5 含油控制
為了不影響染色,筒染絲含油率控制在0~0.5%,直接將油尺調到0~1 mm即合適。
2.6 注意問題
(1)成形不良、卷裝端面鼓出、錠位動程異常。可以通過修正動程,調校搖架壓塊、轉盤、反饋裝置等措施來解決。
(2)油污絲。通過加強設備和現場清潔工作,小心操作來避免。
(3)動程長、動程短。精確調校、修正動程。
(4)卡花端面。有動程長卡花、張力異常卡花卷裝或者操作過程碰傷卷裝,針對具體原因,具體解決。
(5)網絆絲。檢查橫動裝置、搖架系統進行處理;如果是整體問題,可以考慮修正卷繞、干擾等參數來解決。
(6)出現卷裝直徑偏大、偏小錠位(指定長定重卷裝)。查找POY原料、羅拉、假捻器、絲道等原因,進行錠位張力維護,提高錠位均一性,降低各方面的CV%值。
2.7 筒染絲產品質量
采用以上工藝,生產出的產品物理指標正常,卷裝達到筒子染DTY要求,產品指標測試結果如表1,卷裝情況見表2。

表1 筒染絲物理指標
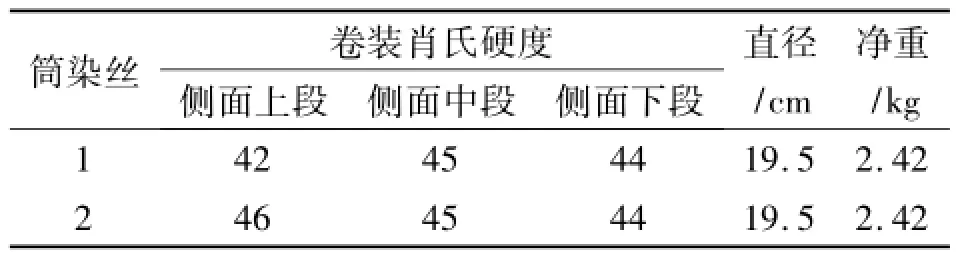
表2 卷裝情況
3 結論
滌綸塑料管DTY稱為直接染筒管絲,我們簡稱滌綸DTY“筒染絲”。根據直接染筒管絲的指標要求[6]、筒子染色機理、加彈機的功能及特性,生產筒染絲,除了DTY的常規質量指標,注意控制CV%值之外,最關鍵就是必需要有合適的卷裝硬度,良好的卷裝成形,才保證筒染絲染色的均勻性,符合判色標準。
采用DRAWSET1000加彈機直接加工筒染絲,通過卷繞張力、成形干擾參數、卷裝錐角、配合筒管調校動程等工藝選擇、優化,且在生產過程注意解決卷裝端面凹陷、變形、網絆絲等成形不良,動程長(短)、油污絲、卡花絲、卷裝張力異常等典型質量問題,可以生產出符合質量要求的產品。
[1]RIETER公司.DRAWSET1000加彈機質量手冊[Z].
[2]李允成.滌綸長絲生產[M].北京:中國紡織出版社,1995.
[3]鄒衡.紗線筒子染色工程[M].北京:中國紡織出版社,2004.
[4]王顯樓,余榮華.高速紡絲拉伸變形工藝與設備[M].北京:紡織工業出版社,1992.
[5]董紀震,趙耀明.合成纖維生產工藝學[M].北京:中國紡織出版社,1981.
[6]常向真.GB/T 24116-2009.針織用筒子染色紗線(國家標準)[S].
PRODUCE DIRECT DYE BOBBIN DTY WITH DRAW-TEXTURING MACHINE DRAWSET1000
WU Jian-hong
(Kaiping Chunhui Co.,Ltd.,Guangdong Kaiping 529300)
Using draw-texturing machine DRAWSET1000,by reducing winding tension to the range of 1.96 to 6.86 cN,adjusting Axial Displacement and Axial Dwell down to range of 30%to 35%,selecting package taper of angle 3°,adjusting Stroke Length fitting for bobbin,and solving some problems such as package depression,deformation,stumbled,long(short)Stroke Length,dirt silk,broken filament and abnormal tension occurred during the production,polyester direct dye bobbin DTY which can meet the quality requirements,can be produced.
direct dye bobbin yarn;bobbin dye draw textured yarn;draw-texturing machine
TS193.313
B
10.3969/j.issn.1672-500x.2011.01.003
1672-500X(2011)01-0009-03
2010-12-01
吳劍虹(1978-),男,廣東海豐人,本科,化纖助工,從事滌綸長絲生產質量工藝管理工作。
猜你喜歡
江蘇安全生產(2022年9期)2022-11-02 07:01:24
中國化肥信息(2022年7期)2022-08-31 01:28:54
山東冶金(2022年2期)2022-08-08 01:50:42
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
中國軍轉民(2017年6期)2018-01-31 02:22:28
消費導刊(2017年24期)2018-01-31 01:29:23
中國制筆(2017年2期)2017-07-18 10:53:09
現代企業(2015年4期)2015-02-28 18:48:06
汽車零部件(2014年11期)2014-09-18 11:57:16
