
氨基乙酸生產廢水生化法處理的可行性研究
2011-12-26 07:47:36安永峰
河北科技大學學報 2011年4期
關鍵詞:質量
安永峰,羅 曉
(1.河北科技大學理工學院,河北石家莊 050035;2.河北科技大學環境科學與工程學院,河北石家莊 050018)
氨基乙酸生產廢水生化法處理的可行性研究
安永峰1,羅 曉2
(1.河北科技大學理工學院,河北石家莊 050035;2.河北科技大學環境科學與工程學院,河北石家莊 050018)
對經過電解預處理的氨基乙酸生產廢水進一步采用UASB-SBBR工藝處理的可行性進行了試驗研究。試驗表明:在UASB啟動階段,接種高活性厭氧顆粒污泥后,在調節進水水質、合理控制進水COD質量濃度的條件下培養馴化,厭氧顆粒污泥能適應降解氨基乙酸廢水水質,UASB的COD平均去除率達到60.8%;厭氧出水再經SBBR處理后,出水COD質量濃度可降低到150 mg/L以下,COD平均去除率為96.1%;出水氨氮質量濃度低于25mg/L。
氨基乙酸;廢水;UASB;SBBR
氨基乙酸生產廢水中主要的污染物質有甲醇、甲醛、烏洛托品、氯乙酸、氨基乙酸、氨等,屬難降解有機廢水。相關研究表明,采用電解法預處理廢水的COD平均去除率可達到39.83%。電解預處理過程去除了廢水中的部分難降解污染物,改善了廢水的可生化性[1],但廢水COD質量濃度仍為8 000~9 000mg/L,達不到排放標準。如果采用稀釋后再用好氧處理法進一步處理,雖然比較容易實施,但是要控制進水保持較低的COD質量濃度,才能獲得較好的處理效果,這就需要加入大量稀釋水。這種方法既浪費水資源,又增加處理水量,導致增加一次性投資及處理成本。
采用UASB-SBBR[2]相結合的處理工藝較為經濟。UASB(上流式厭氧污泥床反應器)是應用廣泛的高效厭氧生物處理裝置;SBBR(序批式生物膜反應器)屬好氧生物處理裝置,具有生物量大、抗沖擊能力強、凈化效果好的優點。UASB-SBBR的主要特點如下:厭氧處理設備可直接接納高濃度有機廢水,經過預處理的高濃度氨基乙酸廢水首先經過厭氧生物處理,通過厭氧菌的作用,使廢水中大部分有機污染物在較少的能耗下得到降解,剩余少量有機物再通過好氧微生物的降解使水質進一步凈化。SBBR采用“進水—曝氣反應—靜置沉淀—出水”的操作程序,使其體系交替出現好氧和缺氧狀態,有利于氨氮的去除。
筆者分別介紹經過電解預處理的氨基乙酸廢水厭氧生物處理和好氧生物處理的可行性研究。
1 厭氧生化法處理的可行性研究
試驗目的為驗證電解預處理后的氨基乙酸廢水是否適宜應用厭氧消化處理、處理過程菌種的培養、設備啟動運行的操作要領,以及所能達到的處理效果,并通過試驗獲得工程設計的基本參數。
1.1 試驗裝置
采用自制的UASB反應器,有效容積為5.0L,其由有機玻璃管制成,總高1 200mm,下部直徑為80 mm,上部直徑為120mm。將反應器置于保溫箱內,采用電加熱,反應器內溫度控制在(35±1)℃。反應器接種污泥取自華北制藥集團污水處理站UASB反應器的厭氧顆粒污泥,污泥接種量(VSS)為21.7g/L。試驗所用的廢水是經過電解預處理的氨基乙酸廢水,工藝流程見圖1。
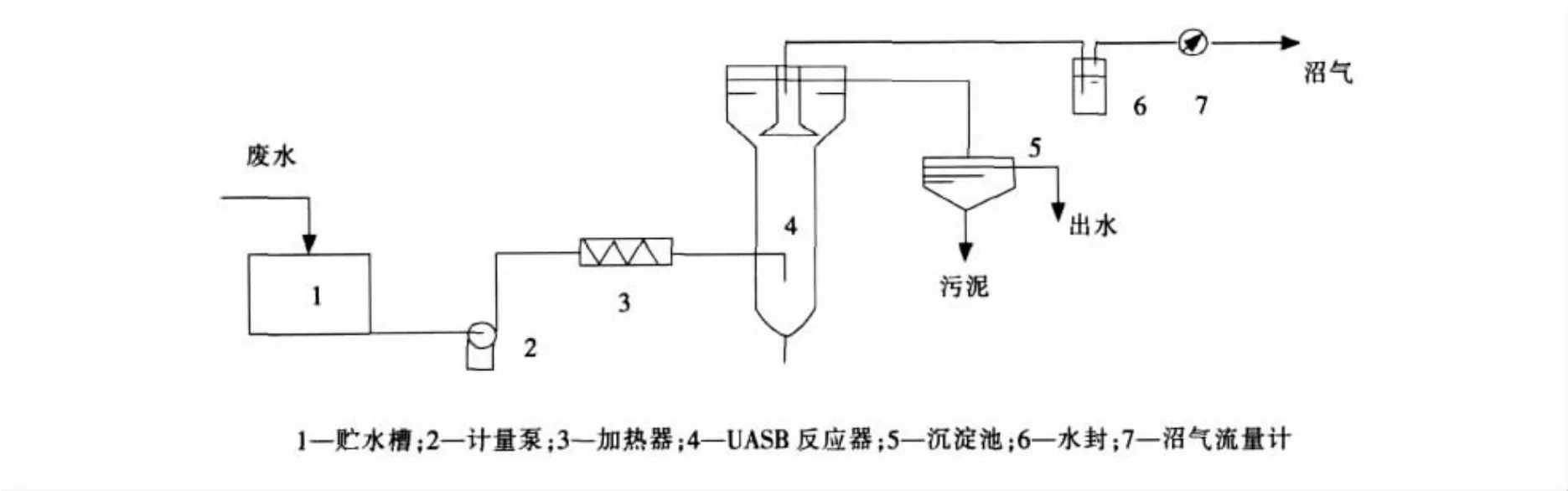
圖1 工藝流程圖Fig.1 Experiment flow chart
1.2 廢水處理系統的啟動及運行
厭氧反應器的啟動運行過程分為啟動階段、負荷提高階段和穩定運行階段。為了使反應器內的微生物逐步適應對氨基乙酸廢水進行處理,需在不同階段采用不同的稀釋比例,將電解預處理后的出水用自來水稀釋以控制不同的進水COD質量濃度。
厭氧反應器運行情況見表1。
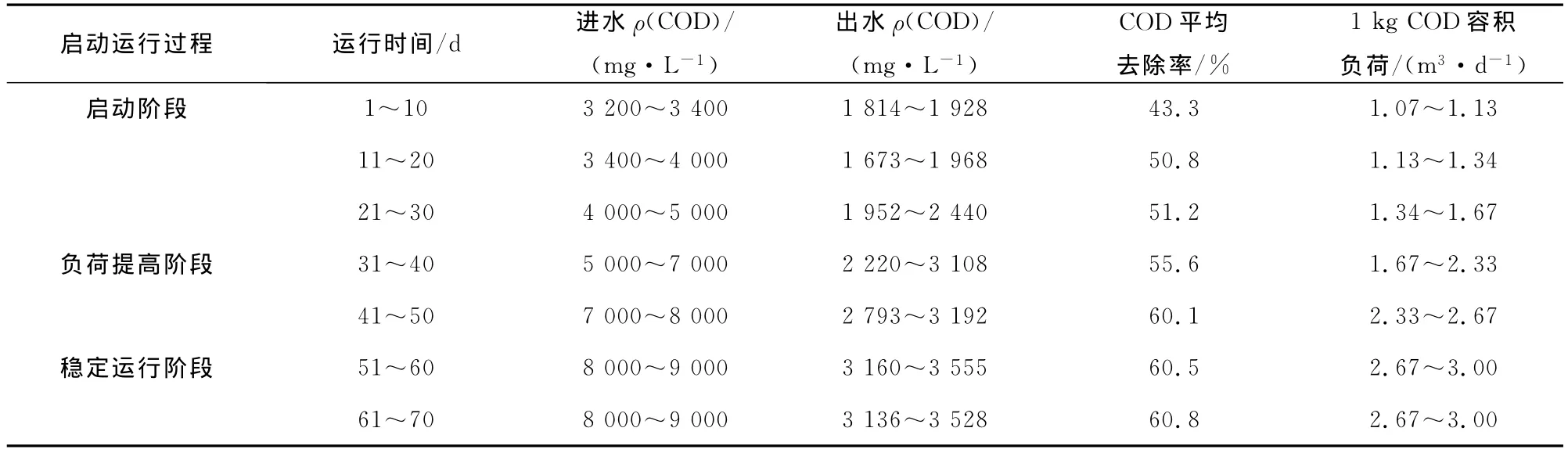
表1 厭氧反應器運行情況Tab.1 Anaerobic reactor operation data
試驗結果表明:經電解預處理的氨基乙酸廢水可以通過厭氧生化處理獲得較好的凈化效果。在啟動階段,為減輕廢水中的難降解污染物對厭氧消化處理的抑制影響,通過調節進水水質,控制厭氧進水中COD質量濃度為3 200~5 000mg/L,經過30d的培養馴化,厭氧微生物才對抑制影響有了較好的承受能力。經過70d的試驗運行,達到預期設計要求。結果表明,UASB反應器進水COD質量濃度為8 000~9 000mg/L時,反應器水力停留時間為72h,1kg COD容積負荷達到2.67~3.00m3/d,COD平均去除率達到60.8%,出水COD質量濃度為3 136~3 528mg/L。
2 好氧生化處理的可行性研究
氨基乙酸廢水屬于難生化降解的廢水,處理氨基乙酸生產廢水不僅要去除有機物,還要去除氨氮才能實現達標排放。根據厭氧生化的試驗結果,廢水經電解預處理和厭氧處理后,廢水COD質量濃度仍為3 600 mg/L左右,因此在好氧生化處理的試驗中應選擇適宜的工藝設備。好氧生化法主要分為活性污泥法和生物膜法2大類。由于氨基乙酸廢水可生化性差,微生物生長速度慢,經查閱相關文獻資料[3-6],決定采用活性污泥法與生物膜法相結合的序批式生物膜反應器(SBBR)。好氧生化可行性研究包括填料的選擇、SBBR系統的設計與運行以及脫氮效果的試驗等內容。
2.1 填料的選擇
2.1.1 填料掛膜試驗方法
常用的填料有無機填料、形態不同的塑料類填料、纖維或纖維與塑料復合的組合填料。考慮到來源方便、適用于不同的微生物生長等因素,本試驗選擇了2種不同的填料進行掛膜試驗,分別為礦石填料和微孔聚氨酯填料(micro pore polyurethane filler,簡稱MPUF),填料粒徑為25~30mm。
將相同體積的2種填料固定放入2個量筒中,量筒底部都設有微孔鼓風曝氣系統,并同時接入取自華北制藥集團污水處理廠的回流污泥。2個量筒內同時加入稀釋后的氨基乙酸廢水進行培養掛膜,控制一定曝氣量。試驗的前5天,每天更換25%(體積分數,下同)的污水,曝氣24h;此后,每隔12h更換25%污水后,進行曝氣培養。
2.1.2 填料掛膜對比試驗結果
培養掛膜4d后有少量黃褐色的生物膜出現在礦石填料表面,而此時可觀察到微孔聚氨酯填料表面有一薄層淡黃色的生物膜,但比較松散。10d后可觀察到微孔聚氨酯填料上覆蓋有一層較厚的生物膜,而在礦石填料上覆蓋有一層較厚的生物膜的時間是20d。
從宏觀觀察結果可以看出:2種填料中微孔聚氨酯填料的掛膜速度較快,微生物量也較多,而且由于微孔聚氨酯填料內部空隙率高,所以在填料內部也生長了大量的微生物。
對比試驗考察了2種不同填料掛膜后對氨基乙酸廢水的凈化效果,曝氣時間為12h,試驗結果見表2。

表2 不同填料掛膜后對氨基乙酸廢水的凈化效果對比Tab.2 Treatment effect comparison of amino acid wastewater treated by bio-film with different filling materials
試驗結果表明,微孔聚氨酯填料優于礦石填料,采用微孔聚氨酯填料不僅掛膜快,生物量大,而且凈化效果好。因此采用微孔聚氨酯填料作為SBBR反應器的填料。
2.2 SBBR試驗裝置的設計與運行
2.2.1 SBBR系統的設計
試驗裝置流程見圖2。SBBR反應器為有機玻璃制作,內徑為50mm,高750mm,有效容積為1.5L。其內部裝有微孔聚氨酯填料,填充率為40%,共4串懸掛固定到反應器中,填料層裝填高度為有效水深的40%。供氧方式采用鼓風曝氣法,曝氣頭為短桿狀,安裝在填料層的下方,是一種粗氣泡擴散器。該曝氣系統具有易操作、易維護和動力消耗低等優點。
本反應器系統設置了外循環管路,保證被處理水有良好的水流循環,達到液相混合和傳質效果。
2.2.2 SBBR系統的運行模式
SBBR系統的運行采用序批式,即一組行為動作按一定的時間序列周期性地重復進行的方式。運行周期由4個階段組成:進水、曝氣反應、沉淀和排水。進水時間為1h,沉淀時間為2h,排水時間為1h,曝氣反應時間通過試驗進行優選。
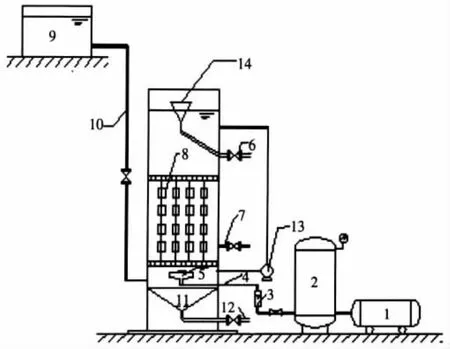
圖2 SBBR反應器示意圖Fig.2 Sketch map of SBBR
預處理后的氨基乙酸廢水從廢水貯存槽通過進水管流入SBBR反應器中,隨后經過曝氣反應使污染物被填料上的生物膜降解,反應結束后通過沉淀,然后經過潷水器出水,每次出水排出反應器內30%處理后的廢水,然后再加入30%新的廢水,從而完成1個反應周期。
2.2.3 試驗結果
試驗首先在SBBR反應器內加入華北制藥集團污水處理站好氧生物處理裝置的活性污泥,逐步加入氨基乙酸廢水進行馴化,經過10d的馴化期,使填料上形成適應處理氨基乙酸廢水的生物膜,然后控制不同的曝氣反應時間,進行凈化效果的試驗,試驗結果如下。
1)曝氣反應時間內,廢水COD的降解曲線
通過潷水器排出SBBR反應器內30%的廢水,再加入等量的經過預處理和厭氧處理的氨基乙酸廢水后,開動氣泵曝氣反應,10min后取混合水樣作為起始水樣,然后每隔2h從SBBR反應器內取混合水樣測定其COD質量濃度值,并以起始水樣COD質量濃度值為基準,計算各時段COD平均去除率,16h后停止試驗。其試驗結果見圖3和圖4。
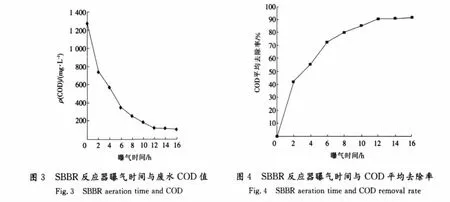
由試驗結果可以看出,氨基乙酸廢水經過電解和UASB兩級處理后,其出水可以通過好氧生化法取得良好的凈化效果。在SBBR反應器內經過曝氣反應,COD質量濃度顯著下降,曝氣反應12h后,出水COD質量濃度可以降低到120mg/L,達到了《污水綜合排放標準》(GB 8978—1996)中二級標準。曝氣反應時間再延長,COD質量濃度下降值很小。
2)不同曝氣時間連續運行試驗的效果對比
在上述試驗的基礎上,確定了曝氣時間為8,10,12h共3個試驗組,每組連續運行10d,對所得監測數據的平均值進行比較,結果見表3。
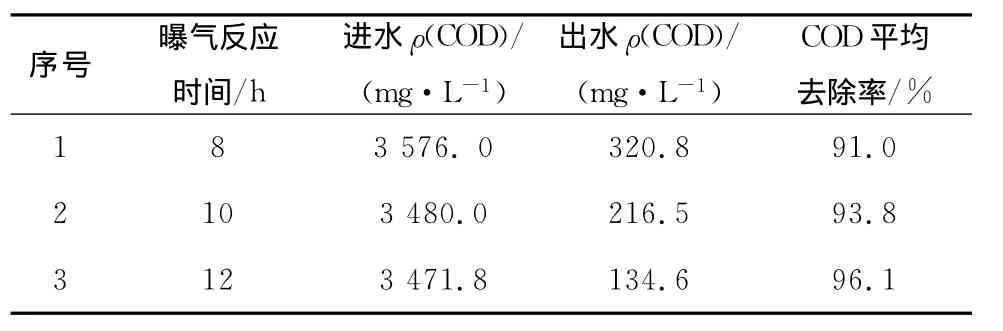
表3 不同曝氣時間連續運行試驗COD質量濃度對比結果Tab.3 COD removal effects comparison on different aeration time of continuous operation
通過連續運行試驗可以看出,在曝氣反應時間為12h的操作條件下,SBBR反應器運行穩定,在試驗期間進水COD質量濃度為3 500mg/L左右時,出水COD質量濃度低于150mg/L,COD平均去除率為96.1%。試驗證明,采用SBBR反應器對經過電解預處理和厭氧生化處理的氨基乙酸廢水有良好的凈化效果,可使廢水最終實現達標排放。
2.3 脫氮效果的試驗
氨基乙酸廢水氨氮質量濃度為800mg/L,要實現達標排放,需要有效去除氨氮。廢水在電解及厭氧生化處理過程中,已有效降解了大量的氨氮,總去除率已達85%,但好氧生化處理時,廢水中的氨氮質量濃度仍達到160mg/L。筆者通過試驗進一步考察了SBBR反應器脫氮的效果。
2.3.1 試驗方法
由于SBBR反應器采用了微孔聚氨酯填料,填料內部有許多微孔,因此在填料表面和內部分別生長著好氧的硝化細菌和厭氧的反硝化細菌。SBBR反應器在曝氣時出現同步硝化、反硝化的現象,而國內外學者對同步硝化、反硝化實現的最佳溶解氧條件進行了大量的研究[7-10],一般認為利用活性污泥系統脫氮所允許的溶解氧質量濃度很低,為0.5~1.0mg/L,而利用生物膜法脫氮允許的溶解氧質量濃度相對較高,為2.0~5.5mg/L。筆者參考文獻資料提供的數據,選擇了溶解氧質量濃度為1.0~4.0mg/L進行試驗,其他試驗條件為SBBR反應器的運行周期為16h,其中進水1h,好氧12h,沉淀時間為2h,出水1h;每周期出水量為反應器有效體積的30%;進水氨氮質量濃度為30mg/L左右,在每一個溶解氧條件下,取樣監測進、出水氨氮質量濃度,計算氨氮去除率的變化,得到最佳溶解氧質量濃度。
2.3.2 試驗結果
在反應器啟動完成并連續穩定30d后,選擇溶解氧質量濃度為1.0,2.0,3.0,4.0mg/L共4個不同的條件,按上述試驗方法,考察反應器的脫氮效果。試驗數據表明,氨氮去除率隨溶解氧質量濃度的不同而有很大變化,結果見表4。
從表4可知,氨氮的去除率隨溶解氧質量濃度的增長而增長,當溶解氧質量濃度從1.0mg/L增加到2.0mg/L時,氨氮去除率由62.8%升高到74.5%;繼續升高溶解氧質量濃度,氨氮去除率繼續提高。觀察當溶解氧質量濃度大于3.0mg/L時,反應器內的氨氮去除率達85%以上,出水氨氮質量濃度低于25mg/L,可以滿足《污水綜合排放標準》(GB 8978—1996)中二級標準的要求,即當溶解氧質量濃度大于3.0mg/L即可滿足反應器內脫氮的需要。
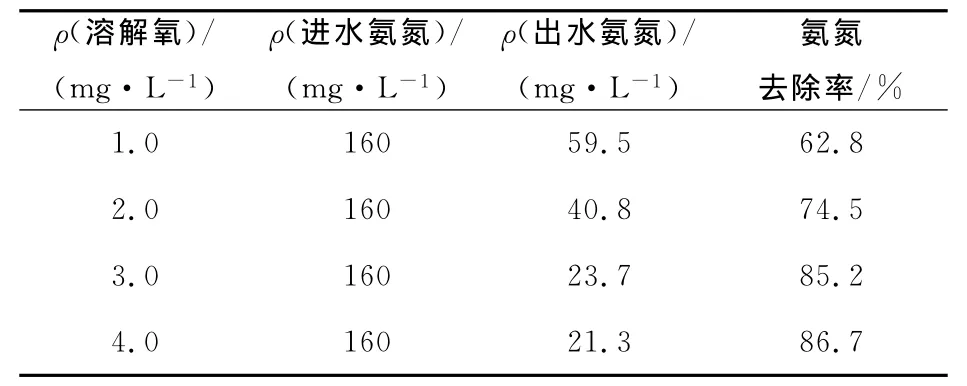
表4 溶解氧質量濃度對氨氮去除率的影響Tab.4 NH3-N remove rate on different dissolved oxygen
3 結 論
1)試驗表明:在UASB反應器啟動階段,接種高活性顆粒污泥后,通過調節進水水質,合理控制進水COD質量濃度,經過30d的培養馴化,厭氧菌群能適應電解預處理后的氨基乙酸廢水水質,UASB容積負荷提高到1.67m3/d,COD平均去除率提高到51.2%。再經過負荷提高階段的運行,反應器的COD容積負荷和COD平均去除率進一步提高,為其后的運行奠定良好的基礎。
2)穩定運行階段的試驗表明,UASB反應器進水COD質量濃度為8 000~9 000mg/L,水力停留時間為72h的條件下,容積負荷達到2.67~3.00m3/d,COD平均去除率達到60.8%,出水COD質量濃度為3 136~3 528mg/L。
3)通過試驗優選微孔聚氨酯填料作為SBBR反應器的填料,經過電解和厭氧生化預處理的氨基乙酸廢水,以SBBR反應器處理后,COD平均去除率為96.1%,出水COD質量濃度可以降低到150mg/L以下,氨氮質量濃度≤25mg/L,達到了《污水綜合排放標準》(GB 8978—1996)中二級標準,反應器運行穩定。
4)SBBR反應器氨氮去除率隨溶解氧的增長而增長,當溶解氧質量濃度大于3.0mg/L時,氨氮去除率達85%以上,出水氨氮質量濃度低于25mg/L,可滿足脫氮的要求。
5)UASB-SBBR工藝用于處理經過預處理的高濃度氨基乙酸廢水,厭氧處理設備可直接接納高濃度有機廢水,SBBR凈化效果好,氨氮去除率高,出水可達到排放標準要求,工藝技術可行。
[1] 安永峰,羅 曉.電解法處理氨基乙酸生產廢水的試驗研究[J].河北工業科技(Hebei Journal of Industrial Science and Technology),2011,28(2):109-111.
[2] 嚴煦世.水和廢水處理技術研究[M].北京:中國環境科學出版社,1999.
[3] 何 春,安太成,熊 亞,等.三維電極電化學反應器對有機廢水的降解研究[J].電化學(Electrochemistry),2002,8(3):327-331.
[4] 戴 玄,唐 兵,陳向東,等.產高溫蛋白酶微生物菌種資源的研究[J].微生物學雜志(Journal of Microbiology),1997,17(3):25-29.
[5] 陸 杰,徐高田,張 玲,等.制藥工業廢水處理技術[J].工業水處理(Industrial Water Treatment),2001,21(10):1-5.
[6] 錢 易,湯鴻霄,文湘華,等.水體顆粒物和難降解有機物的特性與控制技術原理[M].北京:中國環境科學出版社,2000.
[7] 吳光學,管運濤.高氨氮工業廢水處理的初步研究[J].工業水處理(Industrial Water Treatment),2004,24(10):33-36.
[8] 申秀英,許曉路.影響活性污泥脫氮效率的因素[J].環境科學與技術(Environmental Science and Technology),1993,17(2):15-18.
[9] 董 濤.SBR反應器中同步硝化反硝化影響因素研究[D].天津:天津大學,2007.
[10] 吳淑云.分段進水生物脫氮工藝性能的研究[D].哈爾濱:哈爾濱工業大學,2006.
[11] 李再興,李 萍,苗志加,等.高鹽度化學制藥廢水預處理試驗研究[J].河北科技大學學報(Journal of Hebei University of Science and Technology),2010,31(1):52-56.
[12] 吳 巍,張洪林.A/O-MBBR工藝處理制革廢水的研究[J].河北科技大學學報(Journal of Hebei University of Science and Technology),2010,31(3):274-277.
Study on feasiblity of biological treatment of amino acid production wastewater
AN Yong-feng1,LUO Xiao2
(1.College of Polytechnic,Hebei University of Science and Technology,Shijiazhuang Hebei 050035,China;2.College of Environmental Science and Engineering,Hebei University of Science and Technology,Shijiazhuang Hebei 050018,China)
In this paper,the feasibility of UASB-SBBR treatment of amino acid production wastewater pretreated by electrolytic treatment was studied.The experiments show that during the UASB start-up phase,if highly activated granular sludge is inoculated and the influent COD is controll properly,and after a period of domesticating,anaerobic granular sludge can be used to treat amino acid production wastewater.UASB′s COD removal rate can reach 60.8%;as anaerobic effluent is treated by SBBR,effluent COD can be reduced to 150mg/L,the average COD removal rate is 96.1%and effluent ammonia is less than 25 mg/L.
amino acid;wastewater;UASB;SBBR
X703
A
2011-03-15;
2011-04-28;責任編輯:張士瑩
安永峰(1970-),男,河北涿鹿人,高級政工師,碩士,主要從事污水處理及教育管理方面的研究。
1008-1542(2011)04-0397-06
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
