絹絲包芯紗生產工藝探討
2012-01-03 03:06:06趙建華
山東紡織科技 2012年2期
關鍵詞:工藝
趙建華
(萊陽海潤絹紡有限公司,山東煙臺 265200)
絹絲包芯紗生產工藝探討
趙建華
(萊陽海潤絹紡有限公司,山東煙臺 265200)
文章對絹絲包芯紗的主要生產工藝進行了探討,并以8.33 tex包芯紗為例介紹了包芯紗生產過程中的合理工藝參數及技術要點。
絹絲;滌綸絲;包芯紗;工藝
隨著經濟的發展和社會的進步,人們對服裝面料,不僅注重外觀效果,而且對服用性能、保健性能等均提出了更高的要求,為了滿足和引導人們的消費需求,我們研究開發了以真絲為外包纖維、滌綸為芯絲的絹絲包芯紗。現在以8.33 tex絹絲包芯紗為例,淺析該包芯紗的生產過程和技術要點。
1 設備改造
用FK501環錠精紡機生產包芯紗,在普通FK501環錠精紡機上加裝長絲主動喂入裝置、導絲器、張力調節裝置和斷頭時的長絲停喂裝置。
2 工藝流程
2.1 原料的性能特點及物理指標
根據面料要求,主要采用滌綸做芯絲,一號優級精梳綿球為外包纖維。要求芯絲無粘連,成形好,細度在1.67~5.55 tex之間,滌綸含量為10%~40%。要求桑精綿潔白、光澤好、纖維長度≥5.5 cm,3 cm以下短纖維率≤10%,清潔度≥95分,綿粒≤200個/g。
2.2 生產流程
延展→制條→練條→粗紡→精紡→絡筒→并絲→倍捻→燒毛→成品絡筒→裝箱→打包→入庫
3 主要技術措施
延展、制條、練條、粗紡的加工工藝同一般絹絲加工工藝,此文不再贅述。
3.1 精紡工藝
細紗設計號數8.91 tex,喂入粗紗號數205.55 tex,牽伸倍數28.4倍,滌綸2.22 tex,預牽伸倍數1.05倍。包芯紗細紗捻度720捻/m,包芯紗100 m定量891 mg,100 m干量813 mg,精紡鋼領型號BC6 4251,鋼絲圈型號BC6 20#。細紗機前羅拉轉速130 rpm,1~2羅拉隔距130 mm,隔距塊顏色黃色,皮輥加壓:前皮輥≥245 N/雙錠,中皮輥≥117.6 N/雙錠,后皮輥≥196 N/雙錠。
精紡工序是包芯紗生產的主要工序。包覆效果是體現包芯紗質量好壞的一項重要技術指標,影響包芯紗包覆的因素包括芯紗的張力、芯紗在紗線中的比例、包芯紗的捻度、紡紗過程中芯紗的位置等。
3.1.1 張力的影響
芯紗張力過大,紡紗張力容易超出芯紗強力,易使芯紗形成斷頭,若芯紗斷頭后,包芯紗不斷,繼續紡紗,就會形成純絹絲紗,芯紗張力過小,則芯紗與外包纖維速度差異過小,易使外包纖維對芯紗包覆不足,出現露芯現象,張力適中,芯紗在包芯紗的中心,紗線包覆效果好,張力可以通過張力調節裝置的變換齒輪調節,一般滌綸包芯紗芯紗張力牽伸倍數在1.02~1.08之間。
3.1.2 芯紗含量
芯紗在紗線中的比例不僅影響包芯紗的風格和紡紗成本,而且對包芯紗的包覆效果影響也很大。芯紗含量少,包覆相對較容易,但芯紗的性能不能充分展現,如芯紗為滌綸時,包芯紗的保形性達不到應有的效果。芯紗含量過大,芯紗容易外露,包覆效果不好,包芯紗的吸濕性差,絲纖維的優良性能不能體現出來。芯紗含量在5%~10%為宜。
3.1.3 芯紗捻度
芯紗捻度過小,包芯紗包覆效果不好,外包纖維容易滑移而造成織疵,紗線強力低,耐磨性下降,斷頭多。包芯紗捻度過大,包芯紗光澤變差,而且同樣會造成斷頭增加,一般情況下,包芯捻度要比正常絹絲捻度大10%~20%。
3.1.4 紗線位置
紡紗過程中,芯紗必須始終保持在粗紗中心位置。操作過程中要經常檢查,發現中心偏離錠子要及時調節。
3.1.5 紡紗張力
由于紡紗張力大,紡紗過程中要注意工藝部件狀態檢查,及時更換有問題的鋼絲圈、皮輥、導紗鉤,使各工藝部件始終保持良好狀態。
3.1.6 巡回操作
精紡巡回操作時要檢查芯絲導絲器是否轉動,不轉動的要檢查是否斷頭或脫輪。要檢查芯絲是否在浮游區須條中間,若發現芯紗斷頭、跑偏等問題,要打斷頭將有問題的紗線處理完后再重新生頭;芯絲尋頭時要順向,仔細,避免浪費;斷頭后要重新換管生頭,不能用原紗直接接頭;要經常清潔芯紗及粗紗表面的飛花,防止出現紗疵。
3.2 絡筒工藝
槽筒直徑80 mm,槽筒轉速1786 rpm,張力盤重量7.5+7.5 g單紗電子清紗器參數:紗號8.33 tex,材料系數7.5,短粗:+240%,3.5cm,長粗+70%,35 cm,長細-70%,30 cm。
由于絹絲包芯紗強力不如純絹絲,因此絡筒速度要適當降低,張力片的重量也要偏輕掌握。絡筒引紗時要先經張力裝置,避免紗線回縮產生斷頭;接頭時要檢查尾紗,發現空芯紗要去掉后再接頭;絡筒送線時要拉直,避免卷縮。
3.3 并絲工藝
并合根數2根,張力片重量8.5 g,兩根紗線張力片重量要相等,張力片轉動要靈活,避免出現松緊絲,造成紗線浪費。
3.4 倍捻工藝
倍捻捻度700捻/m,車速8000 rpm,交差角19.18度。
3.5 燒毛工藝
滾筒直徑200 mm、滾筒轉速214 rpm,燒兩遍,液化氣流量:頭道90 m L,二道75 m L。火焰高度:頭道7 mm,二道5 mm。火管頂部到絲左邊距離:頭道6 mm,二道5 mm。燒毛根數頭道9根,二道9根。繞錠帽個數:頭道4個,二道4個。
由于芯絲不耐高溫,燒毛時火焰高度、燃氣流量、燒毛張力要適當降低。
4 成品檢驗指標
8.33 tex絹絲、絹絲包芯紗檢驗指標對比見表1。
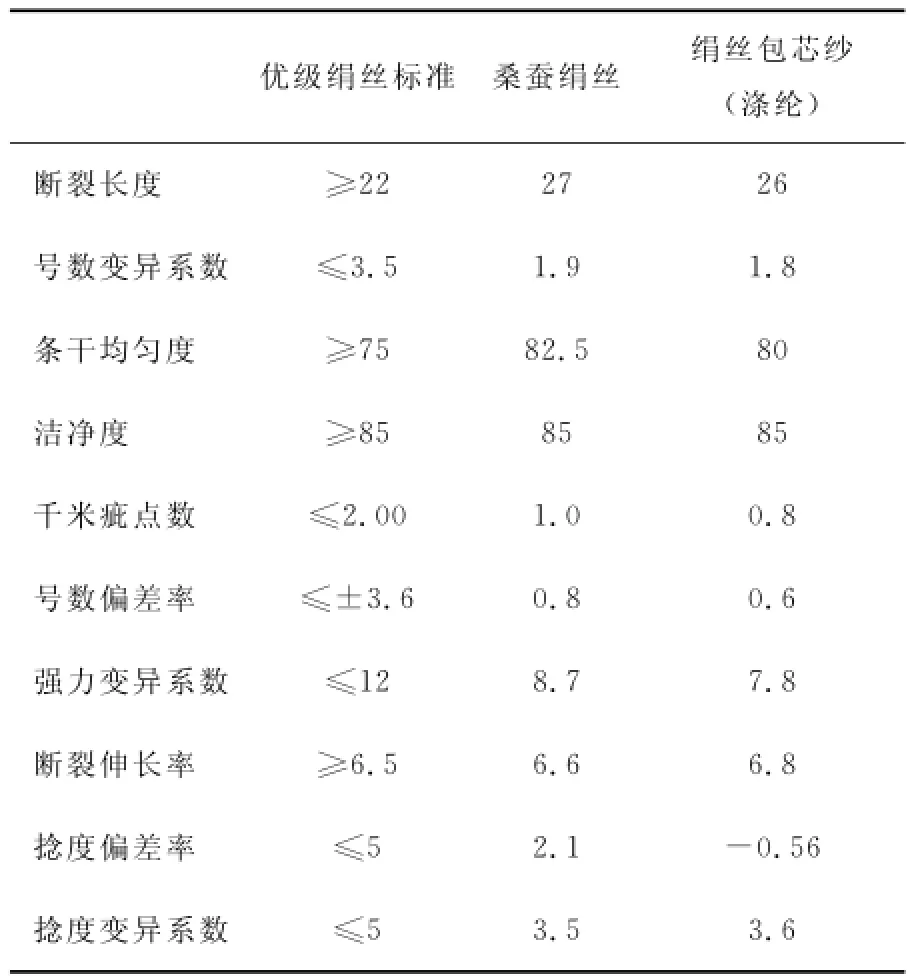
表1 8.33 tex絹絲絹絲包芯紗檢驗指標對比
由表1中可以看出,絹絲包芯紗的各項指標都能達到絹絲優等品水平。
5 結語
絹絲包芯紗將蠶絲纖維包在化纖外部,以這種紗線做成的面料與人體直接接觸的部分是真絲,而化纖則包在面料內部,這樣就能夠充分發揮不同纖維的優點,以真絲為外包纖維,產品保持了真絲面料的優良性能,外觀優美、雅致,手感光滑、柔軟,質地輕薄、飄逸,穿著舒適、健康。以化纖為芯絲可以避免化纖與人體直接接觸,既不會破壞絲纖維貼身服用舒適、健康的優良性能,又賦予真絲織物挺括、抗皺的性能。絹絲包芯紗屬高端產品,已暢銷歐洲市場。
Process Discussion of Spinning Silk Corespun Yarn
ZhaoJianhua
(Laiyang Hirun Silk Spinning Co.,Ltd,Yantai 265200,China)
Process of spinning silk corespun yarn was discussed.The rational processing parameters and main technical points in processing 8.33 tex silk corespun yarn were introduced.
silk spun yarn;polyester filament;corespun yarn;process
TS104.7+9
B
1009-3028(2012)02-0029-03
2012-02-22
趙建華(1967—),女,山東煙臺人,工程師。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52