催化裝置大型主風機組的安裝方法
2012-01-03 05:47:14龍永新于祥民
石油工程建設 2012年5期
龍永新,于祥民
(中國石油天然氣第六建設公司,廣西桂林 541004)
催化裝置大型主風機組的安裝方法
龍永新,于祥民
(中國石油天然氣第六建設公司,廣西桂林 541004)
在石油化工裝置施工過程中經常有大型主風機組的安裝,由于石油化工裝置運行的連續性,機組一旦出現故障極易造成重大損失,因此對大型主風機組的精細安裝尤為重要。文章結合江蘇新海石化有限公司120萬t/a重油催化裝置大型主風機組安裝的實例,從設備就位、機組底座安裝、預組裝、測量調整間隙、正式裝配、找正和灌漿等方面詳細介紹了主風機組的具體安裝方法。按照該方法安裝的主風機,經檢查各項指標均符合設計及規范要求,投產一年來運行正常,未出現任何故障。
軸流式壓縮機;煙氣輪機;安裝
1 工程概述
江蘇新海石化有限公司120萬t/a重油催化制烯烴裝置中的主風機組B1101,由軸流式壓縮機組、煙氣輪機、增速箱、電機組成,軸流式壓縮機和煙氣輪機為散裝到貨,軸流式壓縮機與增速箱采用公用底座,煙氣輪機、電機分別采用各自的鋼制底座。主風機組安裝在主風機廠房二層的基礎上,配套的潤滑油站安裝于廠房一層。
2 主風機組的性能參數
軸流壓縮機和煙氣輪機的性能參數見表1和表2。
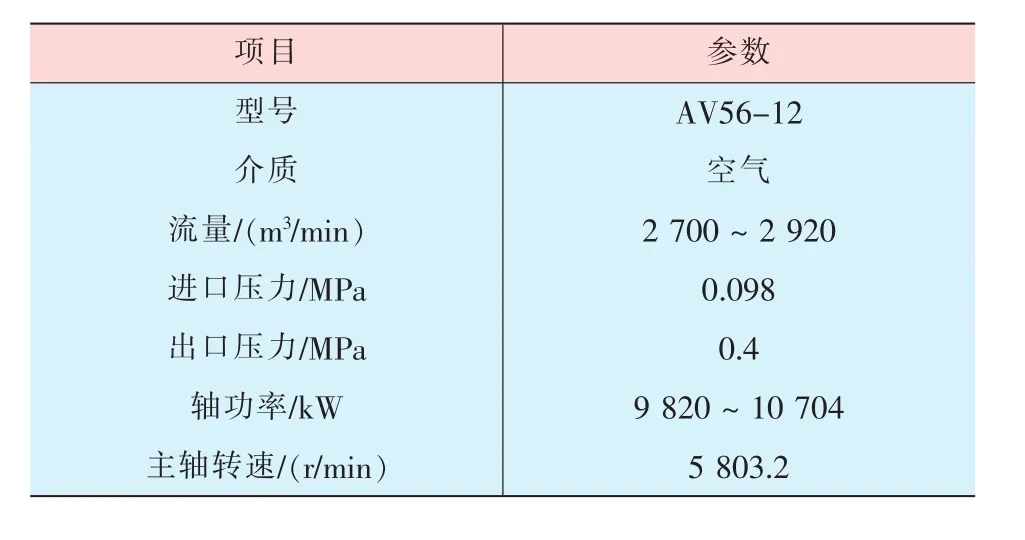
表1 軸流壓縮機的性能參數
3 主風機組的主要結構特征
3.1 軸流式壓縮機
AV56-12型軸流壓縮機采用水平剖分結構,下機殼分4點將壓縮機支撐在底座上。主要由機殼、葉片承缸、調節缸、轉子、進口圈、擴壓器、軸承箱、油封、密封、軸承、平衡管道、電動執行器等組成。壓縮機軸端密封采用拉別令密封,壓縮機的徑向軸承為橢圓瓦軸承,止推軸承為金斯伯雷型。
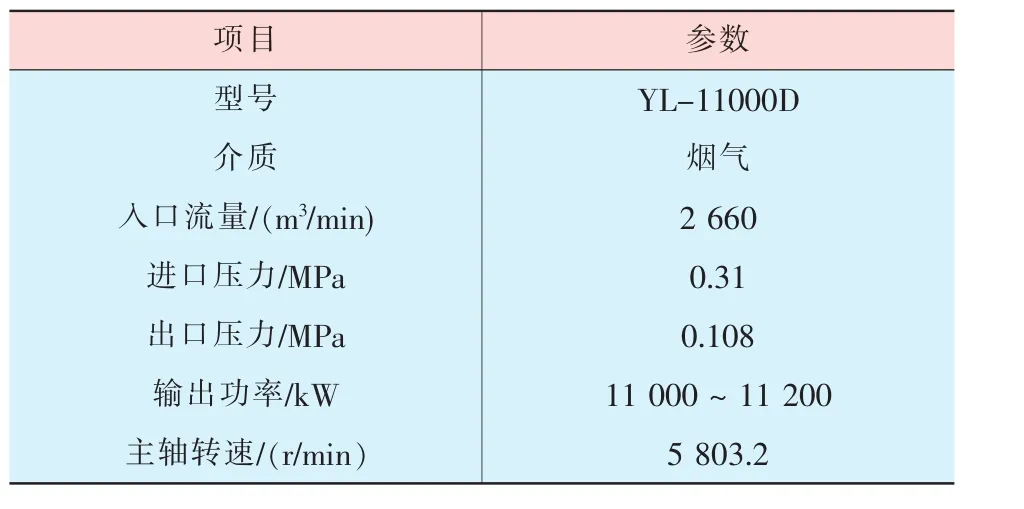
表2 煙氣輪機的性能參數
3.2 煙氣輪機
煙氣輪機為軸向進氣、垂直向上排氣、單級懸臂式轉子結構。主要由轉子組件、進氣機殼、排氣機殼、軸承箱和軸承、機座、軸封系統和輪盤蒸汽冷卻系統、監測系統等組成。
4 主風機組的安裝
4.1 設備就位
設備安裝前將臨時墊鐵的毛邊、毛刺打磨掉,清理干凈表面油污等雜物,并檢查墊鐵與墊鐵間的接觸情況。根據設備的重力結構特點,在基礎相應位置放置臨時墊鐵,但不能妨礙正式墊鐵的安裝,高度為安裝標高±5 mm。設備吊裝就位必須由專業起重人員操作,鋼絲繩捆綁在設備的指定吊點。由于設備的體積和重量都較大,使用250 t履帶式吊車將設備和各安裝部件從廠房的頂部逐一吊入廠房內安裝就位或放置于檢修平臺上。設備就位盡量與基礎的縱、橫向中心線對齊,以免找正時挪動范圍太大。
4.2 主風機組中軸流壓縮機底座及下機殼的安裝
清理底座和地腳螺栓,螺紋處涂MoS2潤滑脂。擰入調校頂絲并使之外伸長約60 mm,將底座就位并穿入地腳螺栓。找正底座與機組中心線的相對位置,調整底座的標高及水平,并使每個頂絲均勻頂緊,然后擰緊地腳螺栓。清理機殼支承座表面并涂MoS2潤滑脂。將下機殼水平吊起輕輕置于底座上,調整4處導向槽直至導向鍵可輕松推入。通過底座頂絲調整下機殼中分面的水平度,縱向為0.04 mm/m,橫向為0.06 mm/m,且保證四支承面均能全面接觸。用3 m平尺及塞尺檢測中分面的撓度,如果撓度>0.1 mm,允許將機殼中部稍稍頂起消除撓度。
4.3 主風機組中軸流壓縮機的安裝
4.3.1 軸承的預安裝及檢測
徹底清理機殼、軸承箱和供油孔的臟雜物并確認沒有堵塞現象,在下機殼內預安裝入支承、推力軸承。檢查支撐軸承瓦背與軸承箱孔的接觸面積。軸瓦在水平方向上應稍有緊力,垂直方向上與壓蓋間有0.02~0.05 mm的過盈。在支承及推力軸瓦合金表面薄薄地涂抹一層紅丹粉,預安裝入轉子并扣合軸承壓蓋及機箱蓋。盤動轉子1~2圈,檢查轉子與支承、推力軸承的接觸 (檢查推力軸承與轉子推力面的接觸時,軸向應施加一定推力)。在檢查推力軸承接觸的同時,轉子軸向打表檢測推力軸承的軸向總間隙;支承軸承的水平側間隙用塞尺進行測量,垂直頂間隙的測量采用壓鉛絲或提軸法。提軸時,緊固軸承體上半部并取走擋油環,安裝兩個磁力表架,使其分別位于緊靠軸承位置的軸頸上和軸承頂部調整塊上。借助轉子起軸托架提起轉子,直到軸承從軸承座上剛剛提起一點為止。在提軸過程中百分表量值的變化便是軸承的頂間隙值,一般重復三次,取其平均值。
4.3.2 下半調節缸、下半靜葉承缸預組裝
首先裝上專用工具將下半靜葉承缸翻轉180°扣在平臺上,拆下下半調節缸上的導向環并組裝在靜葉承缸上,再將下半調節缸翻轉180°扣裝在下半靜葉承缸上,裝上并緊固導向環的聯接螺栓,并將導向環的聯接螺栓穿入不銹鋼絲以防松動,組裝時應注意各導向環以及與之聯接的螺栓不能弄亂。清理干凈下機殼并用面團沾凈機殼內腔,按照吊裝工具示意圖,在預組裝好的下半靜葉承缸和調節缸組合件上裝好吊裝工具,將其翻轉180°水平吊起。在承缸排氣端外圓處的凹槽內放入密封圈 (承缸與機殼的配合面不需涂密封膠)。然后將組裝件輕輕放置在機殼內,下半機殼調節缸各支撐處的墊片數量及放置部位不能弄亂。所有滑動面及配合面涂以MoS2粉劑。確保下半定子所有螺栓、螺母緊固。
4.3.3 靜葉角度的測量
按廠家隨機文件的示意圖,在承缸中分面安放平尺,然后使用萬能角度尺進行靜葉角度的測量。萬能角度尺測量時應靠緊葉根并垂直于葉片軸線。分別測量第一級靜葉在最小角、中間角、最大角時其余各級靜葉的角度,角度值見產品合格證書。
4.3.4 電動執行器的檢查
按產品合格證明書的示意圖,當第一級靜葉角分別處于最小角、中間角、最大角時,檢查電動執行器的設定值 (電動執行器在第一級靜葉角處于最小角和最大角的角度設定值應不大于葉片實際轉動需要值,以免損壞葉片)及指針對應標尺位置。
4.3.5 轉子預安裝和葉頂間隙及密封、油封間隙的檢測
在下軸承體內滴入潔凈透平油,水平吊入轉子并使轉子主推力面與推力軸承貼合,然后測量轉子相對定子間的軸向位置尺寸 (如:轉子輪彀端面與密封套端面的距離、靜葉開至最大時動靜葉間的軸向距離以及拉別令密封片在密封槽內的軸向距離)。對動、靜葉葉頂間隙和密封間隙應測量垂直和水平方向共4個部位。水平方向用塞尺檢查,垂直方向用壓鉛絲的方法測量。鉛絲粗細的選取:對于動葉和靜葉,鉛絲直徑應比公稱間隙大0.5 mm,對于密封間隙可使用直徑為0.5 mm的鉛絲。在每級動、靜葉葉柵垂直方向的3個葉頂上用電工膠布粘貼好鉛絲,在密封垂直位置處也敷放好鉛絲。靜葉角度開至最大,然后水平吊入轉子。用塞尺逐級逐片測量動、靜葉及密封的側間隙 (水平方向)。使用導桿,扣合上半靜葉承缸并通過螺栓把緊,用塞尺檢測承缸兩端的動、靜葉間隙,然后吊走上承缸,吊出轉子,逐級逐片測量所壓鉛絲厚度,并根據測量值 (每級測量值取最小值)對動、靜葉葉頂和密封片進行修正。利用導桿限位預扣合壓縮機大蓋,插入銷釘,預安裝中分面螺栓,用塞尺檢查上下機殼中分面貼合情況。
4.3.6 主風機組中軸流壓縮機的正式安裝
經預安裝及檢測各部分間隙均合格后,即可進行壓縮機的正式安裝。安裝時徹底清理機殼、軸承箱和供油孔的臟雜物并確認沒有堵塞現象。放入軸承,在下半軸承內滴入干凈潤滑油并放入轉子,為防止灰塵,臨時預安裝好上半軸承及軸承箱蓋。在靜葉承缸中分面涂上薄薄一層耐熱密封膠 (耐溫300℃),扣合上半靜葉承缸并緊固螺栓,然后用不銹鋼絲鎖緊螺栓。盤動轉子,應無碰擦現象。聯接承缸排氣端聚四氟乙烯密封圈并插接牢固。安裝上半調節缸導向環及調節缸 (使用導向桿),用不銹鋼絲鎖緊聯接螺栓。機殼中分面涂上密封膠 (耐溫250℃),利用導桿限位扣合上機殼,插入銷釘,擰緊中分面螺栓,扣合機殼后,轉子盤車應無碰擦現象。機殼兩端的導向立鍵在機組最終找正結束后,應擰緊螺栓并保證側面總間隙為0.05 mm。
4.4 煙氣輪機的安裝
4.4.1 清洗和檢查
機器現場安裝時,必須進行清洗、檢查并作詳細記錄。對進氣錐、煙機過渡環、排氣殼體、軸承箱體和軸承箱蓋、氣封體等進行外觀檢查,應無裂紋、夾渣、重皮、焊瘤、氣孔等損傷和缺陷,各結合面、法蘭加工面應光潔無銹蝕和污垢。內部應徹底清理,無任何附著物。油孔、油道、各進排汽(氣)管道必須清洗干凈、暢通無阻。
軸承的清洗和預裝檢查:檢查軸承座上的供油孔和軸承箱體上的油孔是否吻合和暢通。 檢查軸瓦巴氏合金表面及瓦背的貼合情況,軸瓦表面應無損傷,合金層不應有裂紋、夾渣、空洞和重皮等缺陷。用著色法檢查瓦塊接觸狀況,徑向瓦應在弧形中部三分之一弧長部分接觸,接觸面積要求大于75%;推力瓦與推力盤的接觸面積應大于75%。用壓鉛法檢查徑向軸承間隙,其值應符合圖紙和技術文件的規定。用千分表測量推力瓦與推力盤之間的軸向間隙,其值應符合圖紙和技術文件的規定。
轉子的清洗和預裝檢查:清洗并檢查轉子及軸頸各處有無機械損壞和銹蝕。用千分表測量主要部位的振擺值,其各部圓跳動允差應符合圖紙和技術文件的要求。檢查葉片耐磨涂層有無裂紋和剝落。
油封、蒸汽封和空氣封的清洗和預裝檢查:密封片鑲嵌應牢固、無裂紋、卷曲、歪斜等缺陷,水平剖分面不應錯口。密封體水平剖分面應平整,接觸嚴密,不錯口,進、排氣通道應清洗干凈。用塞尺檢測密封片與軸的間隙,其值應符合圖紙和技術文件的規定。
4.4.2 正式裝配
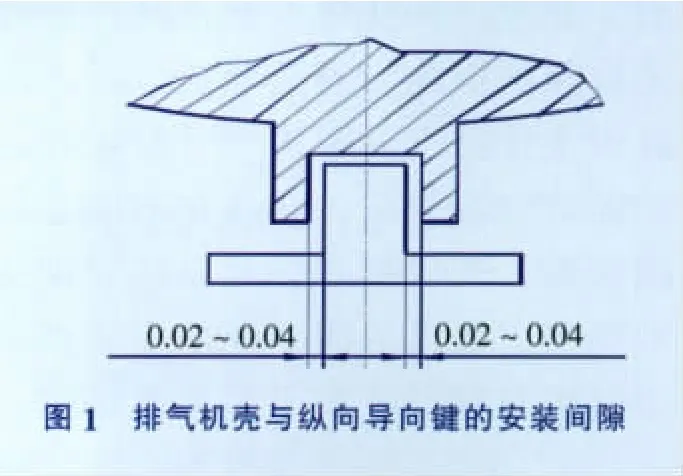
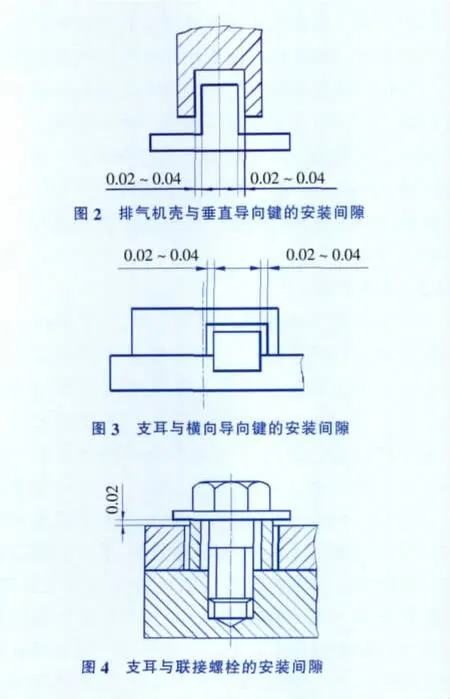
首先安裝支承軸承下軸瓦,按廠家隨機資料安裝好轉子拆裝工具,用橋吊配合將轉子裝在前行車上,調整好所需高度,緩緩把轉子推入機殼內,裝上后行車,然后松開橋吊,再緩緩把轉子推至安裝位置,通過拆裝工具的搖柄將轉子放在軸承上,然后撤去拆裝工具。轉子安裝后檢查轉子對于排氣機殼定位圓的圓跳動;導流組件安裝時,應將過渡環定位,并固定在機殼上,測量動葉葉頂間隙。進氣機殼組裝時內部應清潔無異物,并保持冷卻蒸汽管路暢通。安裝中各密封面應均勻涂抹一層能耐800℃高溫的密封膠;高溫部分螺栓的螺紋應涂上防咬劑。設備安裝后盤動轉子應無卡澀和異常聲響。主要部位安裝間隙見表3,排氣機殼與縱向導向鍵、垂直導向鍵的安裝間隙見圖1和圖2,支耳與橫向導向鍵、聯接螺栓的安裝間隙見圖3和圖4。
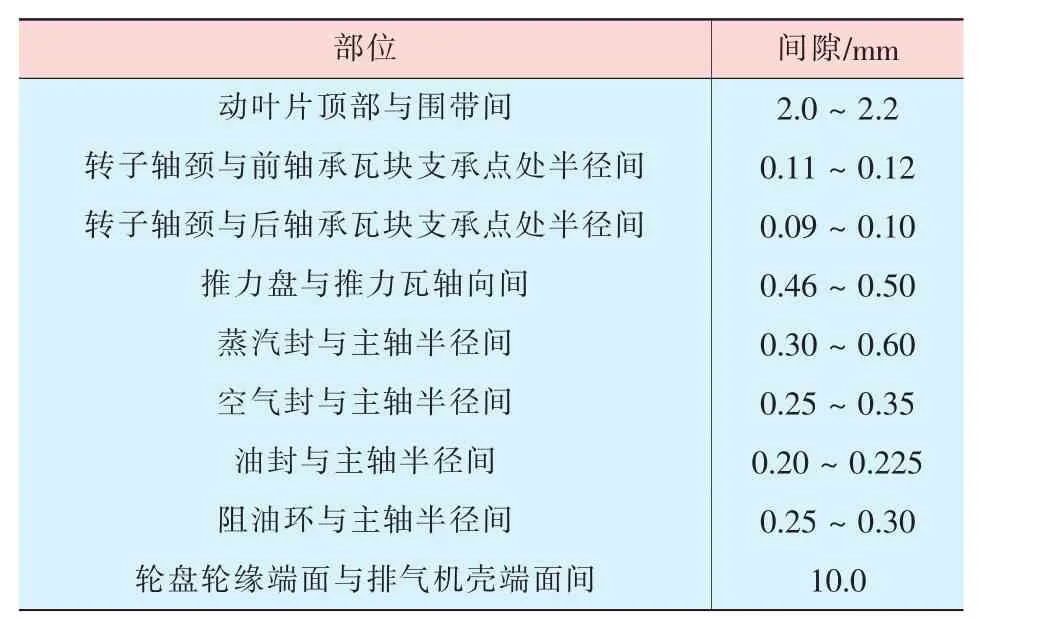
表3 主要部位安裝間隙
4.5 機組的找正
使用線墜測量使設備縱、橫向中心線與基礎縱、橫向中心線重合,要符合表4的要求。
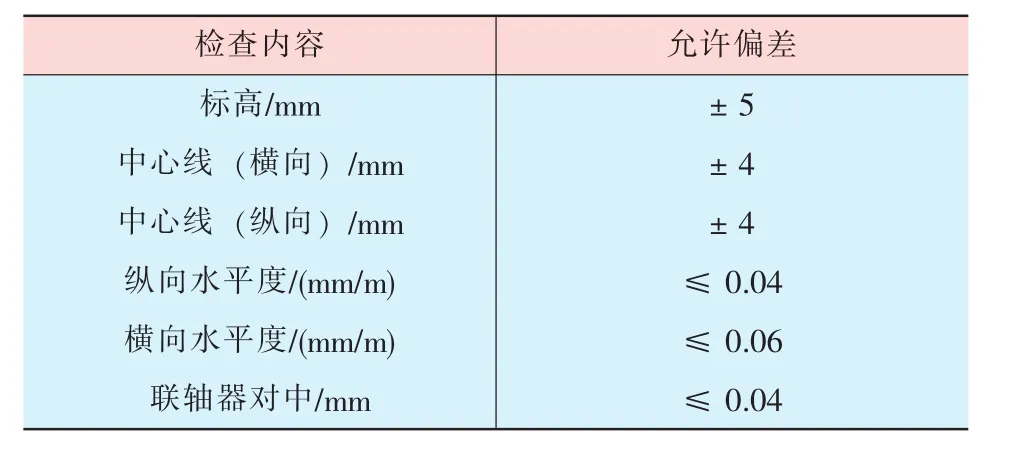
表4 找正允許偏差
調整電機、增速箱、壓縮機及煙氣輪機的間距,使其符合隨機資料的尺寸。調整設備標高,使底座與基礎間的距離達到安裝圖給定的尺寸,并符合表4要求。轉動轉子找正時,應對聯軸器螺栓孔采取保護措施,避免劃傷。對中前,首先按隨機技術文件要求,用內徑千分尺測量并調整好各聯軸器的軸端間距,并且在對中過程中不斷復測軸端間距,其誤差應符合設計和設備廠家技術文件的要求。機組的同心度采用三表法對中找正,由于機組布置形式屬于多單機機組,選用三表法對中找正不僅可以獲得較高的對中精度,又可以消除由于兩軸軸向相對竄動對找正精度造成的誤差。對中時按照設計和機組廠家技術文件給定的冷態對中曲線調整,宜先軸向后徑向,先水平位置后垂直方向,應達到設計和設備廠家技術文件冷態對中的要求值。在精找正時,為避免兩半聯軸器本身的誤差影響找正精度,精找正時兩轉軸最好同步轉動。
4.6 機組的灌漿、精找平與二次灌漿
按設計及施工規范要求對基礎螺栓套管進行灌漿和灌砂,并對正式墊鐵進行座漿,座漿所用的高強微膨脹灌漿料強度必須符合設計要求。
待正式墊鐵壓漿高強微膨脹灌漿料強度達到設計強度的75%以上時,拆除臨時墊鐵,緊固正式墊鐵并按技術文件要求的力矩擰緊地腳螺栓,檢查設備的水平度,應符合設備隨機資料的要求。利用主機底座的調整頂絲復核主機水平度,按技術文件要求的力矩擰緊地腳螺栓。按照機組給定的冷態對中曲線,再次復測機組同心度,并復測機組的軸端間距,當滿足設備廠家技術文件冷態對中的要求值后,將主機地腳螺栓及頂絲點焊固定,方可進行機組的二次灌漿。圍繞需二次灌漿處做臨時模板,將臨時模板內灌漿表面進行徹底清理,表面澆水濕潤不少于6 h。灌漿采用RAG-2型灌漿料,應從臨時模板框的一側灌入,從另一側流出,并攪動灰漿,以便于排凈底座下的空氣,保證充分灌實。二次灌漿必須一次完成。4.7 機組冷態精對中
機組冷態精對中在二次灌注的高強微膨脹灌漿料達到設計強度并且在工藝管道安裝之前進行,根據對中時的環境溫度按廠家隨機資料提供的冷態對中曲線進行調整。對中數值應符合機組冷態對中的相關要求。
5 結束語
催化裝置大型主風機組安裝完成后,經檢查各項指標均符合設計及規范要求,投產一年來運行正常,未出現任何故障,取得了良好的經濟效益和社會效益。
)Installation Method of Large Main Air Blower Set in Catalytic Unit
LONG Yong-xin(China Petroleum Sixth Construction Co.,Guilin 541004, China),YU Xiang-min
Because of the operation continuity of petrochemical facilities,if a main air blower set gets operational failure,it would lead to heavy loss.So,elaborate installation of large main air blower set is very important.Taking the installation of the main air blower set of the 120×104t/a heavy catalytic unit at Jiangshu Xinhai Petrochemical Co.as an example,this paper describes concrete installation methods in detail,including the main air blower set positioning,base installation,pre-assembly,gap measuring and adjustment,formal assembly,alignment and grouting.The specifications of the installed set in the light of these methods accord with the requirements of design and standard.There has been no failure occurred since the set was put into use for one year.
axial flow compressor;flue gas turbine;installation
10.3969/j.issn.1001-2206.2012.05.007
龍永新 (1968-),男,湖北鄂州人,工程師,1989年畢業于長江大學工業與民用建筑專業,現從事工程技術管理工作。
2011-08-27
