天鐵板坯紅外定尺切割系統(tǒng)的應(yīng)用與改進(jìn)
2012-01-04 06:51:18肜景玉
天津冶金 2012年3期
肜景玉
(天津天鐵冶金集團(tuán)煉鋼廠,河北涉縣 056404)
天鐵板坯紅外定尺切割系統(tǒng)的應(yīng)用與改進(jìn)
肜景玉
(天津天鐵冶金集團(tuán)煉鋼廠,河北涉縣 056404)
介紹了板坯連鑄機(jī)一次、二次火焰切割系統(tǒng)中紅外定尺系統(tǒng)的工作原理及應(yīng)用情況。對設(shè)備常出現(xiàn)的攝像機(jī)對準(zhǔn)故障進(jìn)行了分析,通過為二切定尺攝像機(jī)增加水冷系統(tǒng)、加裝二切紅外光源等改進(jìn)措施,提高了定尺合格率,使生產(chǎn)效率和設(shè)備開機(jī)率明顯提高,滿足了生產(chǎn)的需求。
板坯 紅外 定尺 切割 精度 系統(tǒng) 改進(jìn)
1 引言
為了更好地適應(yīng)市場上對高精度板坯的要求,達(dá)到節(jié)能降耗的目的,2005年12月,天鐵在板坯建設(shè)投產(chǎn)之初,擯棄了之前的人工切割和碰球切割高強(qiáng)度、低精度的方法,采用了紅外定尺非接觸式自動切割系統(tǒng)。經(jīng)過幾年的實(shí)踐,證明該方法有效降低了崗位工人的勞動強(qiáng)度,提高了切割精度和成材率。因此,建設(shè)二次切割時(shí)也選用了紅外定尺自動切割系統(tǒng)。盡管基本工作原理相同,但是一次切割和二切的紅外定尺設(shè)備廠家不同,性能存在先天差異。同時(shí),由于工作環(huán)境的不同,也使得生產(chǎn)過程中兩者產(chǎn)生了不同的故障問題。經(jīng)過總結(jié)分析,改進(jìn)了維護(hù)維修方法,實(shí)施了改進(jìn)措施。
2 紅外定尺控制系統(tǒng)組成及工作原理
2.1 一次切割紅外定尺控制系統(tǒng)
2.1.1 一次切割紅外定尺控制系統(tǒng)組成
在一次切割處采用的BoardCut板坯切割系統(tǒng),這套BC系統(tǒng)由2臺黑白攝像機(jī)、1臺工業(yè)控制機(jī)、1臺控制器和PLC模塊為主要部件構(gòu)成。該套定尺系統(tǒng)安裝了2臺攝像機(jī),其中1號攝像機(jī)取像范圍為4~7 m,2號攝像機(jī)取像范圍為7~10 m。2臺攝像機(jī)可由出坯室操作人員根據(jù)坯長隨時(shí)切換。板坯車間主要生產(chǎn)坯長為5 400、6 000和6 600 mm的產(chǎn)品,因此日常生產(chǎn)中通常僅使用1號攝像機(jī)。現(xiàn)場系統(tǒng)分布見圖1。
2.1.2 一次切割火焰切割系統(tǒng)的工作原理及應(yīng)用
2.1.2.1 非接觸式定尺切割方法
其原理為:通過紅外定尺攝像機(jī)作為傳感器對鑄坯進(jìn)行遠(yuǎn)距離圖像采集,將采集到的實(shí)時(shí)圖像數(shù)字化處理后傳輸給CPU,對鑄坯的光譜、位置特性進(jìn)行分析,CPU經(jīng)模式識別算法確認(rèn)熱鑄坯頭,按照設(shè)定的定尺長度給切割系統(tǒng)PLC發(fā)出切割指令,從而實(shí)現(xiàn)對切系列割動作的精準(zhǔn)控制。
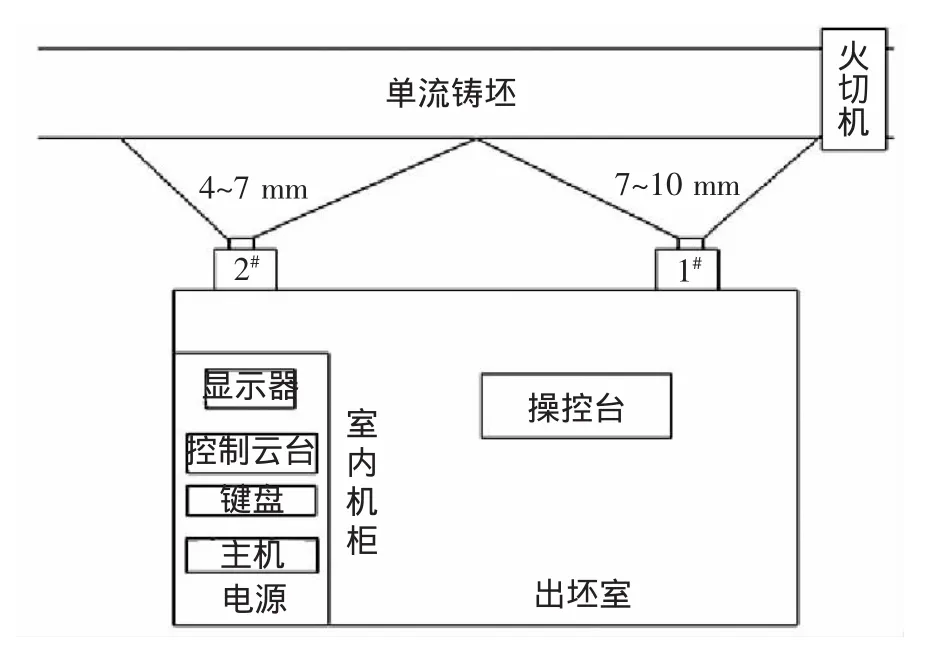
圖1 一次切割定尺系統(tǒng)示意圖
2.1.2.2 BoardCut板坯系統(tǒng)操作分析
BoardCut板坯系統(tǒng)根據(jù)是否接受切割車的位置信號分為A、B兩個(gè)版本。
A版本為接受切割車位置信號版本,必須將切割車位置信號輸入到BoardCut系統(tǒng)中,否則系統(tǒng)可能無法正常使用。
B版本為不接受切割車位置信號版本,切割車在每次切割完成后必須自己比較準(zhǔn)確的回到原始位置,否則將影響下一根的切割精度。
一次切割處所使用的BC系統(tǒng)版本為B版,在一次切割處火切機(jī)大車根據(jù)停車限位、減速限位、過輥限位和終點(diǎn)限位來運(yùn)行。生產(chǎn)運(yùn)行五年以來,性能穩(wěn)定,精確度良好。
2.2 二次切割紅外定尺控制系統(tǒng)
2.2.1 二次切割紅外定尺控制系統(tǒng)組成
在二切處采用的JY3001非接觸自動定尺切割系統(tǒng)采用紅外遠(yuǎn)程攝像技術(shù)實(shí)時(shí)采集鋼坯的圖像信息。從而對鋼坯長度實(shí)現(xiàn)實(shí)時(shí)測量和顯示。其中,定尺調(diào)節(jié)范圍:2~18 m任意可調(diào);檢測精度:5 mm;切割總體精度:<15 mm;數(shù)據(jù)更新率:20 ms。本系統(tǒng)與切割機(jī)配套使用,可按照用戶設(shè)定的各種定尺進(jìn)行高精度的自動切割。這樣有助于鋼鐵企業(yè)在連鑄生產(chǎn)中提高成材率,降低維護(hù)費(fèi)用,提高經(jīng)濟(jì)效益,并可提高生產(chǎn)的自動化程度,降低工人的勞動強(qiáng)度。
2.2.2 二次切割火焰切割系統(tǒng)的工作原理
參見一次切割火焰切割系統(tǒng)的工作原理。
2.2.3 系統(tǒng)特點(diǎn)
以應(yīng)用先進(jìn)的Image CoreTM圖像處理技術(shù)對鋼坯頭部進(jìn)行精確識別,技術(shù)先進(jìn)。其測量精度高,系統(tǒng)測量誤差小于5 mm,在切割機(jī)構(gòu)工作正常時(shí),總體誤差小于15 mm;抗干擾能力強(qiáng),系統(tǒng)引入了多種抗干擾算法,能夠抗御生產(chǎn)現(xiàn)場的各種光電干擾;配置靈活,既可完成板坯的定尺切割,也可完成多流方坯的定尺切割;具有靈活的在線定尺修正功能,從而確保在任何定尺下系統(tǒng)都具有足夠的精度;運(yùn)行穩(wěn)定、可靠,無需日常維護(hù);全中文操作界面簡單明了,便于操作工掌握、使用;安裝靈活。
3 工作中出現(xiàn)的主要問題及改進(jìn)措施
3.1 攝像機(jī)對準(zhǔn)問題
攝像機(jī)對準(zhǔn)功能主要用途在于判斷攝像機(jī)是否移動了位置或焦距是否發(fā)生了改變。在生產(chǎn)現(xiàn)場,一切、二切各兩個(gè)攝像機(jī)均安裝在出坯室房頂,房頂區(qū)域放置有檢修備件,如電機(jī)、電纜等,另外還鋪設(shè)有循環(huán)水路管道、電纜管道。盡管攝像機(jī)安裝在房頂圍欄外沿,實(shí)際生產(chǎn)過程中仍有可能在工人取備件,天車吊運(yùn)備件撞擊,或者現(xiàn)場長期的震動,造成攝像機(jī)發(fā)生偏移,或攝像機(jī)焦距發(fā)生變化(如外界電子干擾、人為因素等)。以上情況發(fā)生時(shí),將嚴(yán)重影響切割的精度,甚至破壞系統(tǒng),所以在每次使用系統(tǒng)前最好能檢查一下攝像機(jī)對準(zhǔn)情況。其具體情況為:
(1)兩個(gè)對準(zhǔn)點(diǎn)光標(biāo)是否和地面上的對準(zhǔn)點(diǎn)重合,攝像機(jī)正常。其中a、b兩點(diǎn)是前一次的標(biāo)定過程中標(biāo)定者根據(jù)現(xiàn)場環(huán)境自己選擇的醒目固定點(diǎn),并非規(guī)定,見圖2。
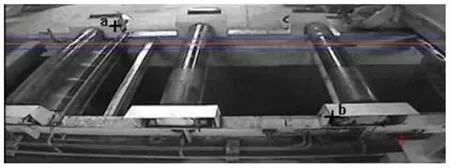
圖2 定尺攝像機(jī)對準(zhǔn)點(diǎn)
(2)a、b兩個(gè)對準(zhǔn)點(diǎn)中的一個(gè)或兩個(gè)發(fā)生了偏移,攝像機(jī)可能被移動了或焦距發(fā)生了變化。一旦出現(xiàn)攝像機(jī)被移動或焦距變化,如果對準(zhǔn)點(diǎn)偏移量很小,則可以通過設(shè)置定尺誤差補(bǔ)償來實(shí)現(xiàn)補(bǔ)償;但如果偏移量比較大,則需要人工調(diào)整相應(yīng)的攝像機(jī)來強(qiáng)行對準(zhǔn);如果調(diào)整攝像機(jī)還不能解決問題,則需要重新進(jìn)行此攝像機(jī)的全程標(biāo)定,重新進(jìn)行攝像機(jī)對準(zhǔn)。
3.2 其它故障
解決了攝像機(jī)對準(zhǔn)這一關(guān)鍵技術(shù)問題后,出現(xiàn)的故障及解決方法如下。
(1)一次切割出坯室出現(xiàn)定尺無跟蹤,檢查發(fā)現(xiàn)是現(xiàn)場光線不足,攝像機(jī)采集不到圖像造成的,應(yīng)用BC系統(tǒng)的修改程序或者使用控制云臺的亮度調(diào)節(jié)按鈕將亮度調(diào)亮解決了該問題。
(2)在生產(chǎn)過程中發(fā)現(xiàn)二切定尺系統(tǒng)存在以下問題:二切地方狹小,攝像機(jī)距離鑄坯比一切處縮短了兩倍,高溫的烘烤直接影響了定尺系統(tǒng)的穩(wěn)定性,因此給二切處兩個(gè)攝像機(jī)增加了水冷箱裝置加以保護(hù)。二切火切機(jī)正處于地下輥道入口處,通道上方有廠房大門遮蔽,在生產(chǎn)中遇到需要切割冷卻后坯子的情況,這時(shí)坯子溫度較低加上現(xiàn)場光線不足,攝像機(jī)采集圖像不準(zhǔn)確,據(jù)此給切割冷坯需用到的2號攝像機(jī)平行20 cm處,加裝了一臺紅外光源,操作工根據(jù)需要開啟,效果理想。通過這些小改造使該系統(tǒng)的性能又有了更進(jìn)一步的提高。
(3)經(jīng)現(xiàn)場維護(hù)使用中發(fā)現(xiàn),生產(chǎn)中還應(yīng)注意以下問題:首先,在自動切割過程中,嚴(yán)禁其他檢修人員進(jìn)行現(xiàn)場電焊、機(jī)械施工,以免造成對攝像機(jī)絕緣的損害,來自地的干擾信號會使攝像機(jī)圖像抖動或無切割圖像;其次,手持乙炔割槍操作時(shí),遠(yuǎn)離定尺攝像機(jī),避免產(chǎn)生強(qiáng)光干擾系統(tǒng)造成誤動作;第三,攝像機(jī)固定時(shí)安裝支架要牢固,避免松動,安裝好后,將攝像機(jī)后部視頻線接頭緊固結(jié)實(shí),并做防護(hù)處理,防止現(xiàn)場蒸汽侵蝕;最后,二切攝像機(jī)由于距鑄坯較近,寒冷天氣應(yīng)經(jīng)常擦拭鏡頭,進(jìn)行防蒸汽處理。
4 結(jié)論
通過為二切定尺攝像機(jī)增加水冷系統(tǒng),改善了攝像機(jī)的作業(yè)效果和使用壽命。加裝二切紅外光源,解決了二切定尺系統(tǒng)采集圖像不穩(wěn)定的問題。以上改進(jìn)措施提高了定尺合格率,也使生產(chǎn)效率和設(shè)備開機(jī)率明顯提高,減輕了操作人員的勞動強(qiáng)度,滿足了生產(chǎn)的需求。
Application and Improvement of Infrared Cut-to-length System of Tiantie Slab Caster
Rong Jingyu
(Steel-making Plant,Tianjin Tiantie Metallurgy Group,She County,Hebei Province 056404,China)
The paper describes the working principle and application of infrared cut-to-length system of primary and secondary torch cutting systems at Slab Caster,and analyzes camera alignment fault which often occurs.Improvement measures of adding camera water cooling system and installing infrared light source at secondary cutting system improve cut-to-length qualification rate,obviously increase production efficiency and equipment availability and meet production requirement.
slab,infrared,cutting length,cutting,precision, system,improvement
肜景玉,2006年畢業(yè)于河南理工大學(xué)自動化專業(yè),現(xiàn)在天津天鐵冶金集團(tuán)煉鋼廠從事板坯連鑄機(jī)電氣維護(hù)工作。
(收稿 2012-03-10 編輯 潘娜)
猜你喜歡
工業(yè)設(shè)計(jì)(2022年8期)2022-09-09 07:43:20
軍民兩用技術(shù)與產(chǎn)品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
裝備制造技術(shù)(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(yè)(2019年4期)2019-05-11 09:27:34
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
家庭影院技術(shù)(2017年9期)2017-09-26 03:41:45
汽車零部件(2014年11期)2014-09-18 11:57:16