ABB板型儀閉環自動控制的應用
2012-01-04 14:08:34馬紹毅天津里碑冷軋板材有限公司天津300220
天津冶金 2012年1期
馬紹毅 (天津里碑冷軋板材有限公司,天津 300220)
ABB板型儀閉環自動控制的應用
馬紹毅 (天津里碑冷軋板材有限公司,天津 300220)
國內絕大多數冷軋企業由于板型儀安裝精度或者其它技術原因,在使用過程中無法實現針對設定目標曲線的閉環自動控制,通過實行設備安裝精度補償、厚度控制系統升級、目標曲線設計、對執行機構補償系數進行設定等改進措施,實現了軋制全過程的閉環自動控制,使板型指標控制在平均小于3I的較高水平。
冷軋 板型 目標曲線 閉環自動控制
1 引言
冷軋板帶的板型是指帶鋼橫向的各個部位是否產生了波浪或者褶皺,它決定于帶材沿寬度方向的延伸是否一致,帶材厚度變薄的過程中會由于絕對壓下量的差異使得斷面伸長率顯著不一致,從而引起板型變壞。當前冷軋帶鋼產品的板型要求越來越高,尤其是汽車鋼板、鍍錫基板、硅鋼板等對板型質量有著極高的要求。基于這種要求,很多企業花費巨資在冷軋機上配備了先進的板型控制系統,期望通過板型控制系統的閉環自動控制使得鋼板的板型質量大幅提升,但是國內絕大多數企業由于設備安裝精度或者其它技術原因在使用過程中無法實現針對設定目標曲線的閉環自動控制,而只能將ABB板型控制系統作為顯示儀器使用,無法發揮系統精確控制的特點,造成極大浪費,也影響了產能的發揮,甚至由于人為參與控制還時常發生操作不當引起的帶鋼跑偏斷帶事故,嚴重影響生產效率,增加軋輥消耗。
天津里碑冷軋板材有限公司于2003年引進了意大利MINO公司設計制造的四輥可逆冷軋機,其配備了瑞典ABB公司的板型控制系統,通過設備安裝精度補償、厚度控制系統的升級、目標曲線設計、執行機構補償系數設定等改進調整,現在已經能夠實現軋制全過程的閉環自動控制,而且板型指標控制在平均小于3I的較高水平。
通過實踐,總結摸索出實現閉環自動控制要從以下幾方面進行考慮。
2 設備安裝精度要求
ABB板型儀的工作原理是板型儀測量輥安裝在工作輥和卷取機之間,當帶鋼從測量輥上經過,帶鋼的張力會在有一定包角的板型輥上形成徑向壓力。這個壓力通過測量輥內部的應力檢測傳感器進行數據采集和信號傳輸,在測量輥長度方向形成區域數據信號。通過檢測ABB輥上帶鋼張力分布情況,就可以判斷出整個帶鋼接觸區域應力與平均應力之間的差值,這個值可以直接反映板型平直度,即板型情況。
板型控制系統將平直度測量偏差轉換成帶評估功能的執行機構動作的描述,用最佳評估功能的組合來抵消平直度偏差,執行機構調整輥縫和乳化液分段冷卻使板型接近數學模型。
所有這些檢測信號的準確都要依賴于卷取機軸線、ABB檢測輥軸線和軋輥軸線三者安裝的平行度,具體來說,卷取機軸線與ABB檢測輥軸線平行度偏差要求在0.03 mm/m之內,ABB檢測輥軸線與軋輥軸線平行度偏差要求在0.01 mm/m之內。只有這樣的安裝精度才能保證檢測準確,執行機構的調整不會出現偏差錯誤。
3 優越的厚度控制系統
軋制過程中由于帶鋼厚度原因引起軋制壓力波動,壓力變化直接影響板型變化,尤其是目前軋機都裝有縱向厚度自動控制(AGC),軋機運行過程中軋制壓力波動是隨時發生的,這也是保證厚度精度所必需的。但是,從板型控制角度來講,厚度控制過程中的軋制力變化應該被看作是外擾,也需要在控制中加以控制。這就需要配備高性能的AGC厚度控制系統來消除熱軋原料或軋制升減速帶來的厚度尺寸波動,ABB系統的最佳調控需要厚度的波動值為通條帶鋼±0.01 mm,如圖1所示。我們對測厚儀的精度進行了升級,顯示和控制精度可以達到±0.001 mm。
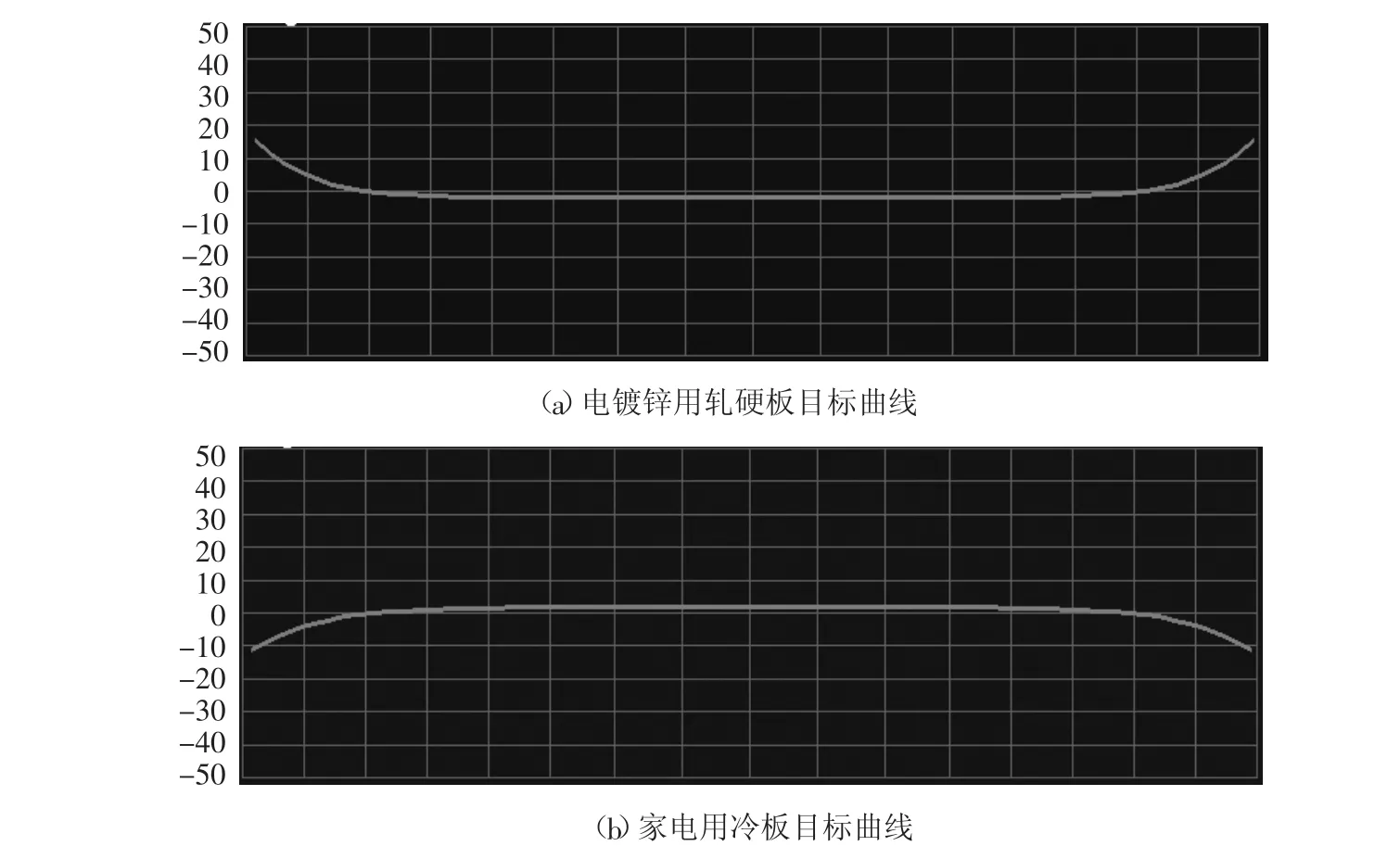
圖2 電鍍鋅用軋硬板和家電用冷板不同的目標曲線
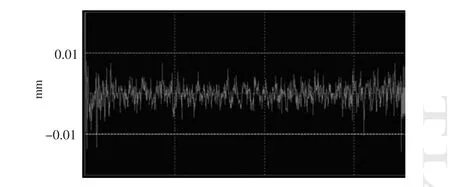
圖1 ABB系統的最佳調控所需厚度的波動值
4 合理的板型目標曲線
板型目標曲線的設計是控制的核心,所有執行機構的調整動作都根據它來完成。設計的指導思想是最終產品的要求,設計時首先考慮對不同凸度的原料制定不同的軋制規程,如果當來料凸度發生變化時,仍采用原來的軋制規程,帶鋼軋出的板型就會發生變化;要想繼續保證板型良好的狀態,就必須要改變軋制規程。其基本原則是:來料斷面凸度增大,道次壓下量應相應加大;來料斷面凸度減小,道次壓下量可適當減小。在軋制過程中,原料斷面形狀發生變化,按照板型控制的影響來說,它就是一個干擾量,在生產中應設法加以排除。所以軋制中不同道次要根據不同的壓下量設計不同的目標曲線,合理過渡到最終成品的板型目標曲線。不同產品也有不同的成品曲線,如圖2所示。
圖2所示為電鍍鋅用軋硬板和家電用冷板不同的目標曲線。
5 合理的執行機構補償系數設定
板型閉環自動控制是通過壓下平衡裝置自動調節、乳化液精細冷卻自動調節、正負彎輥自動調節來實現目標控制的。這3種調節方法都有需要設置的偏差補償系數。
5.1 平衡系統補償系數設定
所謂平衡系統補償系數設定就是要給自動平衡調節系統一個調整基準,如果板型超出平衡基準范圍,壓下系統應根據超差幅度進行相應的“擺閘”調整處理。這個補償系數如果在理想的情況下,即設備的各項安裝精度均沒有偏差,補償系數為零。但這種情況幾乎不存在,所以要對前面提到的設備精度進行準確測量后,根據偏移量和偏移方向把平衡基準線變成帶有一定斜率的目標模型,以便適應設備,保證使用中的安全。
5.2 正負彎輥自動調節的補償設定
板型浪形的大小主要靠正負彎輥來調節,邊部補償系統是對目標曲線的邊部曲線段進行調節進而影響整個板型質量。針對不同的要求選擇不同的邊部補償方式會出現不同的板型。圖3為使用邊部補償和不使用邊部補償對比圖。

圖3 使用邊部補償和不使用邊部補償對比圖
5.3 乳化液精細冷卻自動調節補償設定
軋制過程中軋輥表面溫度變化的不同會使輥型凸度曲線發生變化,無法按照設計的凸度曲線生產,板型也就無法控制。由于這種溫度變化常常發生在局部,所以對局部軋輥進行加大乳化液冷卻量的處理可以起到控制軋輥局部熱變形的效果。乳化液精細冷卻就是在軋輥長度方向設置26個噴嘴,每個噴嘴可以根據指令單獨開啟閉合,對軋輥局部進行冷卻,開啟數量比例的多少,即冷卻量的大小是通過補償系數進行調節。圖4顯示了精細冷卻不同的開啟比例狀況。
6 其它補償
6.1 溫度補償

圖4 精細冷卻不同的開啟比例狀況
采用與溫度影響趨勢方向相反且幅度大小相等的板型目標曲線參與板型自動控制,可以抵消溫度對板型的影響,達到溫度補償的目的。
6.2 卷取補償
采用與卷取影響趨勢方向相反且幅度大小相等的板型目標曲線參與板型自動控制,可以抵消卷取對板型的影響,達到卷取補償的目的。
6.3 根據成品板型情況進行驗證和調整
所有的調整都是為了保證最終的板型質量,所以需要對成品板型質量進行驗證。如果在MMI的板型記錄中板型指標(縱坐標)達到小于3I的水平,說明調整的系數相對準確,也可以在其他生產線上展卷做進一步驗證。
7 結論
冷軋機ABB板型儀閉環自動控制的應用涉及設備、電氣、工藝等專業,所有過程的實現都需要反復試驗考證,板型控制本身是動態的,設計參數也需要不斷修正,但只要掌握方法、設計得當,是完全能夠實現閉環控制的,它將極大提高冷軋帶鋼板型質量及生產率,節約能耗。
[1]陣炎,田原,田越.ABB扳形儀在攀鋼HC軋機的應用分析[J].冶金自動化,1999(3):48-50.
[2]林振波,連家創,劑宏民.ABB板型測量和控制系統及板型標準曲線[J].軋鋼,1994(4):21-22.
[3]賈生暉,劑家寧.HC 冷軋機的扳形控制實踐[J].軋鋼,1998(4):7-8.
[4]李汝甲.論帶材板型測控過程中溫度影響及其補償措施[J].重型機械,1999(5):27-28.
Application of Close Looped Automatic Control of ABB Plate Profile Gauge
Ma Shaoyi
Most domestic cold rolling enterprises cannot achieve close looped automatic control by preset target curve due to the installation precision of plate profile gauge and other technical reasons.Improvement measures were taken such as adopting equipment installation precision compensation,thickness control system upgrade and target curve design and as setting actuator compensation coefficient to achieve close looped automatic control at the entire rolling process and a high level of plate profile parameter of less than 3I on average.
cold r olling,plate profile,target curve,close looped automatic control
(收稿 2011-10-15 編輯 潘娜)
馬紹毅,男,畢業于天津科技大學機械自動化專業,工程師,現任天津軋一集團里碑冷軋板材有限公司總調度長,兼工藝專業主任工程師。
