304L/SA516Gr70不銹鋼復合板焊接接頭的耐蝕性研究
2012-01-05 14:37:58王少剛
石油化工腐蝕與防護 2012年1期
陳 忱,王少剛,俞 曠
(南京航空航天大學材料科學與技術學院,江蘇南京 210016)
304L/SA516Gr70不銹鋼復合板焊接接頭的耐蝕性研究
陳 忱,王少剛,俞 曠
(南京航空航天大學材料科學與技術學院,江蘇南京 210016)
采用化學浸泡和電化學腐蝕測試技術,研究分別采用ER316L和ER309L焊絲作為過渡層填充材料焊接獲得的304L/SA516Gr70不銹鋼復合板接頭的耐點蝕性能。結果表明,兩種接頭在質量分數5%FeCl3溶液和質量分數10%FeCl3溶液中的腐蝕速率都很小,未發生明顯的點蝕現象。在質量分數15%FeCl3溶液中,ER316L接頭的腐蝕速率要小于ER309L接頭,且通過顯微鏡觀察發現其腐蝕坑大小也明顯小于ER309L接頭。室溫下,在質量分數3.5%NaCl溶液中幾種接頭和304L母材的自腐蝕電流大小順序依次為:ER309L接頭 >ER316L接頭 >304L母材,兩種接頭的耐點蝕性能只略低于304L母材,能夠滿足工程結構對復合板接頭的耐蝕性要求。
不銹鋼復合板 焊接接頭 點腐蝕 化學浸泡法 電化學腐蝕
奧氏體不銹鋼(A)/珠光體鋼(P)復合板作為一種新型的結構材料,兼有不銹鋼優良的耐腐蝕性能和碳鋼的強度,以及具有低成本等特點,廣泛應用于制造可耐高溫、高壓,能在強烈腐蝕性介質的環境中使用的壓力容器,例如石油化工行業中的熱交換器、反應釜等設備[1-3]。在壓力容器和工程結構的制造過程中,涉及到的主要制造工序為焊接。通常,對A/P不銹鋼復合板進行焊接時,是將其基層與覆層分別焊接,并在二者之間添加過渡層。過渡層的焊接屬于異種金屬焊接范疇,焊接時如果工藝控制不當,由于基層碳鋼對過渡層焊縫的稀釋作用,會大大降低過渡層焊縫的耐腐蝕性能及力學性能,嚴重影響不銹鋼復合板結構及設備的安全運行和使用受命[4-5]。目前,對于不銹鋼復合板的焊接研究主要集中在焊接工藝、接頭的力學性能和微觀組織等方面,而對不銹鋼復合板焊接接頭的耐蝕性研究還較為少見。因此,該文對304L/SA516Gr70不銹鋼復合板焊接接頭中過渡層焊縫的耐蝕性能進行研究,以期為實際工程應用提供參考。
1 試驗材料及方法
1.1 試驗材料及焊接工藝
試驗母材為304L/SA516Gr70不銹鋼復合板,厚度為(3+20)mm,即覆層304L不銹鋼的厚度為3 mm,基層SA516Gr70碳鋼的厚度為20 mm,試驗母材的化學成分見表1。

表1 試驗母材和填充材料的化學成分Table 1 Chemical compositions of base metals and filler metals w,%
母材試樣尺寸為300 mm×150 mm×23 mm,采用對接接頭型式進行焊接。本實驗中不銹鋼復合板基層均采用E5015焊條進行焊條電弧焊,覆層和過渡層焊縫分別采用ER309L焊絲和ER316L焊絲作為填充材料(其化學成分見表1),焊接方法為鎢極氬弧焊,焊接方式為多層多道焊,坡口形式及焊接順序見圖1。為了避免由于過熱而影響接頭的組織與性能,焊接時要求層間溫度不大于150℃。經過優化的焊接工藝參數見表2。

表2 接頭焊接工藝參數Table 2 Welding parameters
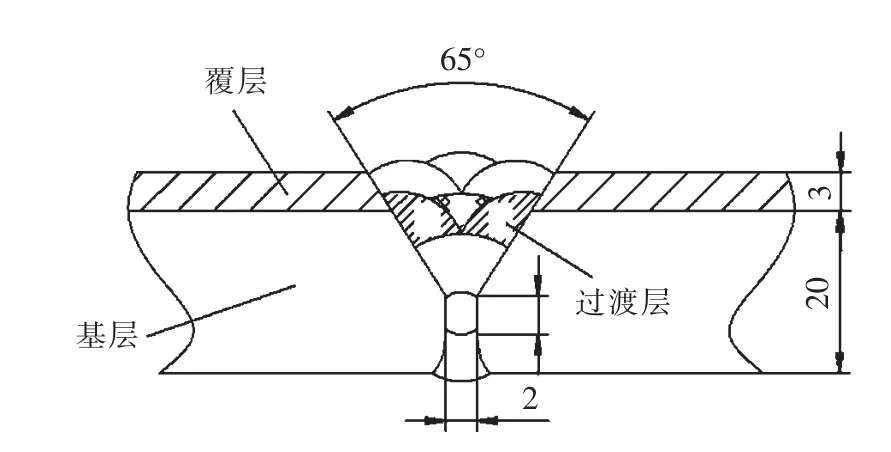
圖1 接頭坡口型式示意Fig.1 Schematic of metal joint
1.2 耐蝕性能測試
焊后對兩種接頭的過渡層焊縫采用線切割進行腐蝕實驗取樣,取樣位置見圖2,腐蝕試樣尺寸為10 mm×10 mm×3mm。然后分別采用以下兩種方法測試焊接接頭的耐點蝕性能。
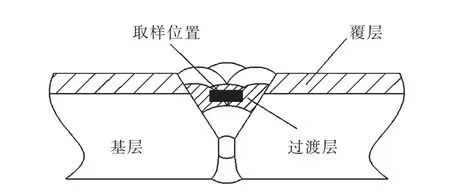
圖2 腐蝕試樣取樣位置示意Fig.2 Schematic of Sampling location of Corrosion specimens
(1)化學浸泡法:對304L/SA516Gr70不銹鋼復合板接頭的過渡層焊縫進行化學浸泡實驗。腐蝕溶液分別為質量分數為6%,質量分數10%和15%的FeCl3溶液。試驗溫度為25℃,腐蝕時間為24 h,以試樣失重情況和腐蝕形貌來評價其耐點蝕性能。其中試樣失重情況以腐蝕速率來表示:

式中:W為試樣質量g;S為試樣總表面積,m2;T為浸泡時間,h。
(2)電化學法:采用上海辰華儀器有限公司生產的CHI660型電化學分析儀進行接頭過渡層焊縫的電化學腐蝕性能測試。腐蝕介質為(30±1℃)質量分數為3.5%的NaCl溶液,采用三電極系統,飽和甘汞電極作為參比電極,鉑電極作為輔助電極,掃描速度為10 mV/s。
2 實驗結果及分析
2.1 焊縫組織形貌與能譜分析
材料的耐腐蝕性能主要取決于其微觀組織和表面狀態等,而材料的微觀組織又取決于材料的成分以及所受到的焊接熱循環作用。在焊接過程中受到的急熱急冷作用將導致焊縫金屬組織和成分在很小的區域內發生極大的改變。材料組織成分的不均勻性容易形成腐蝕電池,導致腐蝕的發生。在304L/SA516Gr70不銹鋼復合板過渡層焊縫的焊接過程中,由于基層碳鋼會稀釋過渡層焊縫,降低過渡層焊縫金屬中的鉻、鎳含量,最終影響過渡層焊縫的耐蝕性能。圖3為兩種接頭的過渡層焊縫金相組織,從圖3中可以看出,接頭A與接頭B的焊縫組織均為奧氏體基體上分布著黑色的鐵素體,但接頭A中的鐵素體含量要明顯低于接頭B中的鐵素體含量。在奧氏體焊縫中存在一定量的鐵素體可以明顯提高焊縫的抗熱裂紋性能。但是在奧氏體焊縫中存在鐵素體,由于奧氏體和鐵素體組織中元素成分的差異會使二者之間形成電勢差造成局部選擇性腐蝕,降低焊接接頭的耐點蝕性能。
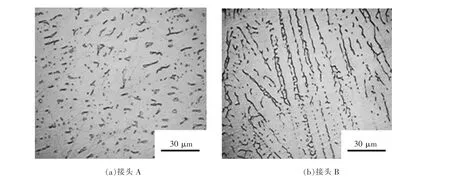
圖3 接頭過渡層焊縫金相組織形貌Fig.3 Microstructure of weld metal
進一步對過渡層焊縫進行DES能譜分析,測得接頭A與接頭B過渡層焊縫的化學成分見表3。由表3中數據可知,接頭A過渡層焊縫中的鉻、鎳含量分別為20.00%和11.81%,接頭B過渡層焊縫中的鉻、鎳含量分別為18.43%和11.19%。很明顯,接頭A和接頭B過渡層焊縫中的鉻、鎳含量均較高,焊接時并未被基層焊縫過度稀釋,從而保證過渡層焊縫具有良好的抗腐蝕能力。
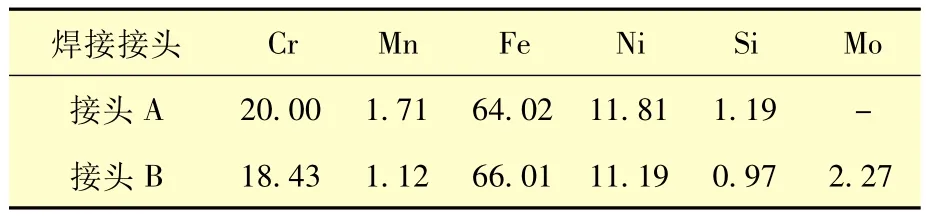
表3 接頭過渡層焊縫化學成分Table 3 Chemical composition of transition layer of weld joint w,%
2.2 化學浸泡實驗
試塊分別在質量分數為6%,10%和15%的FeCl3腐蝕溶液中浸泡24 h后,稱取各試樣腐蝕后的質量,根據失重情況,按照公式(1)計算接頭過渡層焊縫的耐點蝕速率,結果見表4。從表中數據可以看出,在質量分數6%FeCl3溶液和質量分數10%FeCl3溶液作用下,各接頭試樣的點腐蝕速率都很小,在試樣表面并未發現有明顯的點蝕現象。說明采用兩種工藝焊接獲得接頭過渡層焊縫在質量分數6%FeCl3溶液和質量分數10%FeCl3溶液中的耐腐蝕性能良好。隨著FeCl3溶液質量分數的不斷提高,試樣的腐蝕速率逐漸增加。在FeCl3質量分數為15%的情況下,接頭A的腐蝕速率要小于接頭B,即其耐腐蝕性能略好。
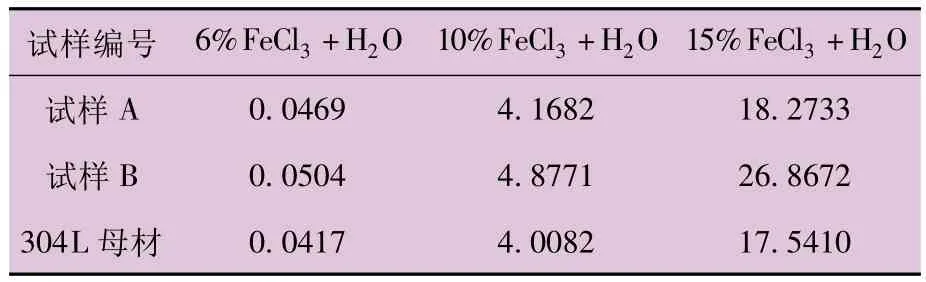
表4接頭過渡層焊縫耐點蝕速率Table 4 Pitting corrosion resistant rate of transition layer of weld joint g·m-2·h-1
試樣表面腐蝕坑的形成是由于腐蝕性陰離子吸附在鈍化膜表面后穿過鈍化膜所致。陰離子未經交換而進入鈍化膜內,使膜內的陽離子活躍起來,當鈍化膜-溶液表面的電場達到一定值時,將形成點蝕孔[6]。隨著來自陽極的陽離子不斷在該區域聚集并發生水解,該區域的pH值不斷減小,大量陰離子被該區域吸附,溶液中的Fe3+隨即進入蝕孔,與基體中的鐵發生氧化還原反應,使得蝕孔不斷加深。
2.3 電化學腐蝕測試
圖4為利用動電位極化方法測得的304L母材及兩種接頭焊縫的極化曲線,相應的電化學動力參數見表5。極化曲線測試結果表明,兩種焊接接頭以及304L母材在質量分數為3.5%NaCl溶液中均表現出了一定的鈍性,依據有關腐蝕理論,最小腐蝕電流表示試樣在溶液中的抗腐蝕能力大小,通常腐蝕電流越小,則材料表面的抗腐蝕能力越強。由表5中數據可知,接頭A、接頭B和304L母材的自腐蝕電位相差不大,但自腐蝕電流的差別較大,接頭A的自腐蝕電流大于接頭B的自腐蝕電流,母材試樣的自腐蝕電流與接頭B的相差不大。由此可以得出,母材及焊縫金屬的抗電化學腐蝕能力大小順序為:304L母材 >接頭A>接頭B。分析可知,由于兩種接頭焊接時均采用了高鉻、鎳含量的焊絲,焊縫金屬的化學成分表明兩種接頭的耐點蝕性能均較為優良,完全能夠滿足工程結構對接頭的耐蝕性要求。
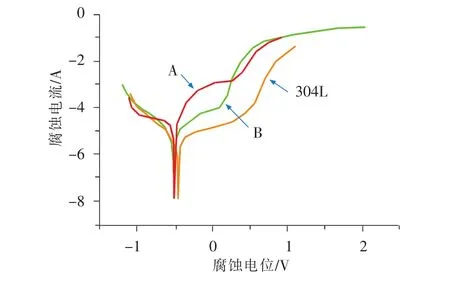
圖4 接頭及母材在質量分數為3.5%NaCl溶液中的極化曲線Fig.4 Potentiodynamic polarisation behaviour of base metals and weld metals in 3.5%NaCl
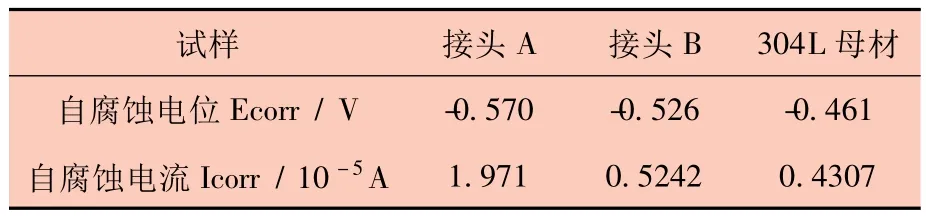
表5 電化學腐蝕實驗測試結果Table 5 Electrochemical data of base metals and weld metals
當環境中含有氯離子等具有強烈侵蝕性的腐蝕離子時,材料將產生較大的腐蝕電流,且隨著極化電位的正移而迅速增大,因此在極化過程中焊接接頭將表現出較為嚴重的腐蝕傾向。此外,焊接時焊縫金屬凝固過程中由而焊縫區的組織變形產生的腐蝕應力以及鉻、鉬等合金元素的微觀偏析導致鐵素體相形成,都會導致材料表面鈍化膜變得不穩定從而降低焊接試樣的耐點蝕能力,在鐵素體和奧氏體之間形成點偶效應,從而加速腐蝕過程。奧氏體不銹鋼在氯化物介質中,抗點蝕能力強弱主要取決于合金中鉻、鉬、氮元素的含量,可以用耐點蝕當量來表示[7]:
PRE=Cr%+3.3Mo%+16N% (2)
按上述公式(2),依據表1中數據,經計算接頭試樣A的PRE值最大,而母材的PRE值最小。這是由于在接頭A中過渡層焊縫使用ER316L作為填充材料,ER316L焊絲中含有2.5%Mo元素,根據文獻[8]研究表明,鉬元素在溶液中能形成Mo,Mo能夠改變不銹鋼鈍化膜對離子的選擇性滲透能力。其結果是鈍化膜能夠讓陽離子遷移出去,并且能夠阻止陰離子進入。因此,接頭試樣A中的Mo元素可以在很大程度上阻礙點蝕的萌生,有利于提高接頭焊縫的耐點蝕性能。
3 結論
采用ER316L和ER309L兩種不同填充材料對304L/SA516Gr70復合板過渡層焊縫進行焊接,通過對獲得接頭的點腐蝕速率和自腐蝕電流進行測試分析,得到以下主要結論:
(1)在相同Cl-質量分數下,兩種接頭焊縫的耐腐蝕性能優良。隨著Cl-質量分數的提高,接頭的腐蝕速率不斷增大,相比較而言,采用ER316L焊絲焊接獲得接頭的耐點蝕性能要優于采用ER309L焊絲焊接獲得的接頭。
(2)幾種接頭的自腐蝕電流大小順序依次為:ER309L接頭 >ER316L接頭 >304L母材。ER316L接頭的耐腐蝕性能要好于ER309L接頭,且兩種接頭的耐腐蝕性能略低于304L母材。
(3)接頭焊縫的化學浸泡實驗和動電位極化實驗結果相一致,兩種接頭的耐腐蝕性能優良,能夠滿足實際工程結構對接頭的耐點蝕性要求。
[1]秦建平,田雅琴,陳惠.復合鋼板的發展現狀[J].中國稀土學報,2005,23(S2):178-181.
[2]劉曉濤,張延安,崔建平.層狀金屬復合材料生產工藝及其新進展[J].材料導報,2002,16(7):41-43.
[3]Chen R B,Shiue R K.The microstructural observation and wettability study of active brazing beryllium copper and 304 stainless steel[J].Journal of Materials Science Letters,2001,20(15):1435-1437.
[4]翟雪煥,原國棟.不銹鋼復合板焊接技術要點[J].金屬加工,2008(16):57-59.
[5]Srinivasan P Bala,Muthupandi V,Dietzel w,et al.An assessment of impact strength and corrosion behavior of shielded metal arc welded dissimilar weldments between UNS 31803 and IS 2062 steels[J].Materials and Design,2006,27(3):182-191.
[6]張寶宏,叢文博,楊萍.金屬電化學腐蝕與防護[M].北京:化學工業出版社,2005:75-79.
[7]Chuaiphan W,Chandra-Ambhorn Somrerk,Sornil B,et al.Microstructure,Mechanical and Corrosion Behaviour of Dissimilar Weldments between AISI 304 Stainless Steels and AISI 1020 Carbon Steels Produced by Gas Tungsten Arc Welding Using Different Consumables[J].Key Engineering Materials,2009,410-411(3):533-541.
[8]寇生中,張亞男,魏代鋼,等.00Cr25Ni8Mo3CuN雙相不銹鋼的組織和性能研究[J].熱加工工藝,2009,38(18):29-21.
Study on Corrosion Resistance of Welded Joints of 304L/SA516Gr70 Stainless Steel Composite Plates
Chen Zhen,Wang Shaogang,Yu Kuang
(College of Material Science and Technology of Nanjing University of Aeronautics and Astronautics,Nanjing,Jiangsu,210016)
The pitting corrosion performances of two different welded joints of 304L/SA516Gr70 stainless steel composite plate which were welded with ER316L and ER309L filler metals respectively are studied with chemical immersion method and electrochemical tests respectively.Results show that the pitting corrosion rates of both ER316L joint and ER309L joint are very low in different corrosion solutions such as 5%FeCl3and 10%FeCl3,and no obvious pitting corrosion occurred.In 15%FeCl3corrosion solution,the pitting corrosion rate of ER316L joint is lower than that of ER309L joint,and the size of corrosion pitting of 316L joint is smaller than that of 309L joint.At room temperature and in 3.5%NaCl solution,the corrosion current is in sequence of ER309L joint> ER316L joint> the base metal of 304L stainless steel,and the pitting corrosion resistances of ER316L joint and ER309L joint are a little lower than that of 304L base metal.Both joints can meet corrosion resistance requirements when the 304L/SA516Gr70 stainless steel composite plate is applied in engineering structure.
stainless steel composite plate,welded joints,pitting corrosion,chemical immersion method,electrochemical corrosion
TG441
A
1007-015X(2012)01-0009-05
2011-09- 19;修改稿收到日期:2011-12-19。
陳忱(1989-),碩士研究生,主要從事不銹鋼復合板及異種金屬的焊接性研究。E-mail:Chensheng9890625@163.com
(編輯 王菁輝)
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
建材發展導向(2021年6期)2021-06-09 05:57:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
中國生殖健康(2019年2期)2019-08-23 08:12:08
山東冶金(2019年1期)2019-03-30 01:35:32
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
制造業自動化(2017年2期)2017-03-20 14:26:13
汽車觀察(2016年3期)2016-02-28 13:16:26