年產(chǎn)50000噸缸體曲軸箱鑄件清理車間工藝設計
2012-01-06 05:16:52楊玉祥李益年
中國鑄造裝備與技術(shù) 2012年2期
楊玉祥,李益年
(1.機械工業(yè)第四設計研究院,河南洛陽 471039;2.陜西金鼎鑄造有限公司,陜西寶雞 722408)
年產(chǎn)50000噸缸體曲軸箱鑄件清理車間工藝設計
楊玉祥1,李益年2
(1.機械工業(yè)第四設計研究院,河南洛陽 471039;2.陜西金鼎鑄造有限公司,陜西寶雞 722408)
本文介紹了大批量生產(chǎn)WD615及12升發(fā)動機缸體和曲軸箱鑄件的清理車間工藝設計,為以后類似項目設計提供借鑒或參考。
綱領(lǐng);清理;懸鏈輸送;時效爐;拋丸;焊補
1 任務和生產(chǎn)綱領(lǐng)
該車間主要承擔WD415、WD615及12升發(fā)動機缸體和曲軸箱鑄件的清理生產(chǎn)任務。生產(chǎn)綱領(lǐng)如表1。

表1 生產(chǎn)綱領(lǐng)表
2 工作制度和年時基數(shù)
(1)工作制度
根據(jù)車間生產(chǎn)性質(zhì),為提高設備利用率及合理使用能源,車間采用二班平行工作制生產(chǎn),部分設備(如連續(xù)式燃氣時效爐)采用三班工作制生產(chǎn)。全年設備工作日為251天,每周工作5天,每班工作8h。
工人全年工作日為251天,每周工作5天,每班工作8h。
(2)年時基數(shù)
設備年時基數(shù):二班3810h,三班5250h。工人年時基數(shù):1780h。
3 設計原則
(1)該車間生產(chǎn)性質(zhì)為大批大量生產(chǎn)。生產(chǎn)方式采用平行工作制,生產(chǎn)組織采用工部(段)、班組的組織形式。為貫徹精益生產(chǎn)方式,在設計中采用新工藝、新技術(shù)、新裝備;為保證產(chǎn)品的質(zhì)量要求,關(guān)鍵工序引進國外設備。在選用設備、制定方案時既考慮到技術(shù)先進、適用、可靠,又要注意經(jīng)濟合理性。
(2)缸體鑄件粗、精拋清理采用機械手拋丸清理機。鑄件由時效爐出來后采取機械手直接抓取放到機械手拋丸清理機進行粗拋處理。精拋后采用進口水套噴丸機進行缸體水套清理。缸體和曲軸箱均設表面自動磨削清理線,手工清理設打磨精整線。試驗檢測手段有鑄件尺寸檢查解剖鋸床、三坐標測量機。
(3)該車間是高度機械化、自動化的生產(chǎn)車間,生產(chǎn)過程和運輸工作都采用機械化設備進行組織生產(chǎn)。
(4)設計中充分考慮到降低工人勞動強度,加強環(huán)保設施,改善工人的操作環(huán)境,以人為本,確保生產(chǎn)安全和職業(yè)衛(wèi)生。
4 主要工藝和設備
鑄件清理是鑄造生產(chǎn)過程中最后一道工序,對大批量生產(chǎn)的工廠,其機械加工大多采用專用設備,對鑄件的外形尺寸、內(nèi)腔清潔度、表面粗糙度等,都有嚴格要求。國內(nèi)不少同類企業(yè),要求清理后的鑄件,其內(nèi)部殘留物含量在250mg以下,表面粗糙度為Ra25~12.5之間。因此,清理工部必須配備高效專用清理設備,組成清理作業(yè)線,完成鑄件的人工時效、一次表面粗拋清理、磨削清鏟、精整、二次內(nèi)腔表面精拋清理、水套噴丸、防銹處理等工序。
(1)采用引進的抓取鑄件機械手完成捅箱后的缸體和曲軸箱鑄件的打澆冒口工作,然后將其放到懸掛輸送機的鑄件斗中,運到清理工部。
(2)由懸鏈輸送到清理工部的鑄件,采用頂翻裝置翻到振動落芯機落芯,再用抓取鑄件機械手將鑄件放到時效爐托盤上。鑄件進入貫通式時效爐進行時效處理,利用鑄件余熱人工時效。鑄件時效后,機械手直接抓取鑄件放到機械手拋丸清理機,進行第一次拋丸清理。然后缸體、曲軸箱鑄件分線進行磨削、人工精整、精拋。精拋后的缸體、曲軸箱鑄件采用同一條防銹處理線進行防銹處理。
(3)第一次拋丸清理后的缸體鑄件由缸體二面磨削清理機對鑄件上下端面進行磨削,清除披縫和毛刺;再人工進行鑄件精整后由機械手式拋丸清理機對缸體鑄件進行內(nèi)腔精拋清理,精拋后的缸體鑄件采用引進的水套噴丸機進行水套清砂。
(4)第一次拋丸清理后的曲軸箱鑄件由曲軸箱二面磨削清理機對鑄件上下端面進行磨削,清除披縫和毛刺;再人工進行鑄件精整,精整后的鑄件進行防銹處理。
(5)設人工精整間,人工精整間建成單獨封閉的隔離間,便于設置通風除塵,同時避免打磨時碎鐵片傷害到他人。鑄件進出精整間采用單軌電葫蘆吊運。精整間內(nèi)設翻轉(zhuǎn)清理臺,完成除兩端面的各表面清理,既減輕了工人勞動強度,又保證了工人安全生產(chǎn)。
(6)設手工精整水平回轉(zhuǎn)臺,完成鑄件的兩端面清理。精整好的鑄件設吹清工位。
(7)鑄件清理完畢,經(jīng)檢查合格后進行防銹處理,然后入庫。
(8)可進行焊補的鑄件采用焊補爐熱焊補。
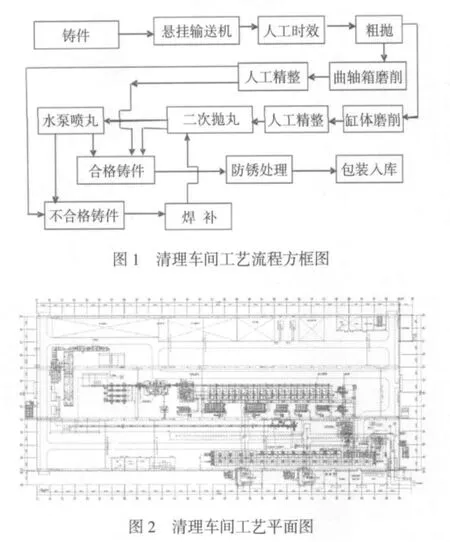
清理車間工藝流程如圖1,工藝平面圖如圖2。
5 人員和勞動量
(1)人員。根據(jù)生產(chǎn)綱領(lǐng),結(jié)合該車間情況及國內(nèi)同類型企業(yè)指標計算,該車間需工作人員116人,其中工人111人。車間工作人員分類詳見表2。
(2)勞動量。工作人員勞動量為206480工時,生產(chǎn)工人勞動量為161980工時。

表2 車間工作人員表
6 車間組成、面積和平面布置
該清理車間廠房為鋼結(jié)構(gòu)形式,跨度為24m×3,柱距6m,全長174m,屋架下弦12.5m,每跨各設三臺5t電動單梁起重機,軌頂高10m。車間組成及面積見表3。
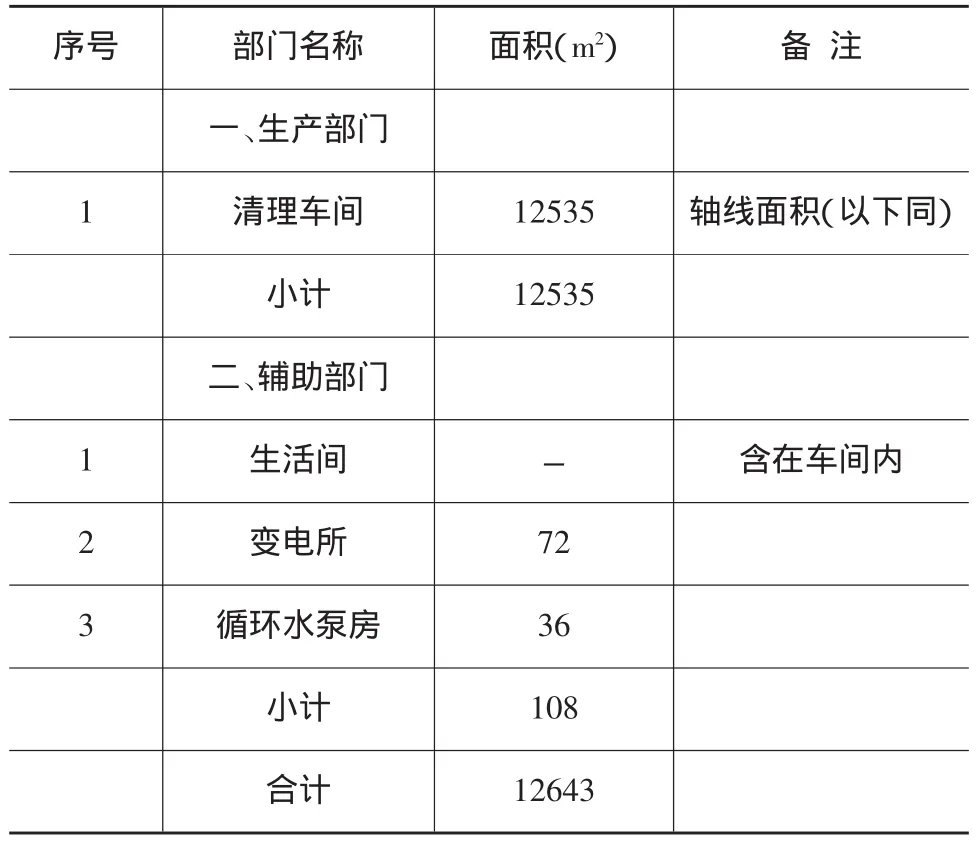
表3 車間組成及面積表
7 重點關(guān)注問題
(1)節(jié)能措施。鑄造車間是機械工廠的耗能大戶,如何節(jié)省能源是本次設計的主要關(guān)注點之一。在設計中從工藝原則的制定到設備的選用,都充分考慮節(jié)能效果。同時盡量考慮采用新工藝、新設備、新技術(shù),以提高鑄件質(zhì)量,減少廢品,提高產(chǎn)品使用壽命,從而減少了因廢品所消耗的能源,起到間接節(jié)能的效果。
設計中采用了以下節(jié)能措施。采用鑄件余熱進行人工時效;采用進口的水套噴丸機專門清理缸體的水套和油路,提高了鑄件質(zhì)量;所有設備使用的冷卻水都要循環(huán)使用,不僅節(jié)約水資源,而且節(jié)能。
(2)環(huán)境保護。污染源及排放物見表4。
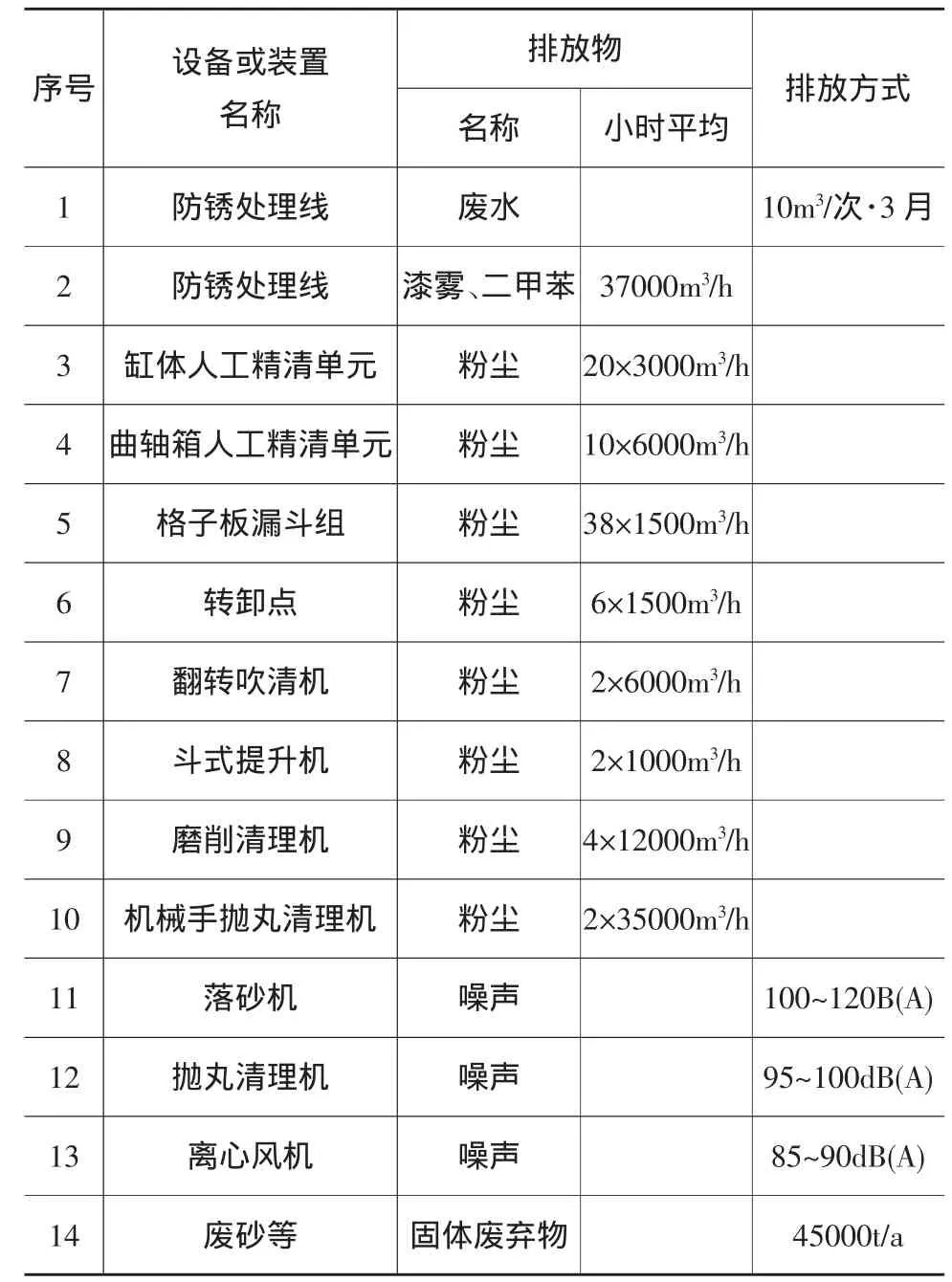
表4 污染物一覽表
廢水處理。防銹噴漆廢水在廠區(qū)收集后由發(fā)動機廠統(tǒng)一考慮運入發(fā)動機廠污水處理站進行處理。
廢氣、粉塵治理。在生產(chǎn)過程中,對產(chǎn)生粉塵的設備或工作位置,均安裝除塵設備;對產(chǎn)生有異味氣體的設備或工作位置,均安裝通風設備;對產(chǎn)生有害氣體的設備或工作位置,其氣體均作處理后排放。
噪聲控制。通風除塵系統(tǒng)風機選用高效低噪風機,采用減振基礎(chǔ)和柔性接口,并盡量將風機設置在單獨的風機間中或采用隔音房;對產(chǎn)塵產(chǎn)噪的工藝設備設密閉排風罩隔聲抽塵。
廢棄物的綜合利用及處置。對廢料、廢砂等固體廢棄物進行集中收集后再進行相應的處置。鑄造廢砂,由專門的廠家回收利用。除塵系統(tǒng)收集的粉塵和煙塵,以及清理車間的散落粉塵,在廠內(nèi)先集中堆存,然后定期運往城市指定的廢渣堆放場;缸體曲軸箱防銹處理線噴漆室產(chǎn)生漆渣,設有專門的廢漆渣沉淀池,在循環(huán)水池中定期添加漆霧凝聚劑,使漆霧盡量漂浮在水面上,便于定期打撈。漆渣作為危險固廢委托某環(huán)保有限公司進行無害化處理,未對周邊環(huán)境產(chǎn)生二次污染影響。
(3)職業(yè)安全衛(wèi)生。清理車間機械化運輸設備較多,地坑、平臺較多,這些都存在不安全因素。同時,再加上車間眾多的塵源、噪聲源嚴重影響工人的身心健康。本次設計采取以下防范措施。
①設備設聯(lián)鎖控制系統(tǒng),設備進入運行狀態(tài)前,發(fā)出聲響及燈光信號,以告誡操作人員。
②各類設備的運動部分,涂醒目色彩。
③所有地坑入口處和平臺,按相關(guān)標準設防護欄桿。
④連續(xù)式燃氣時效爐和焊補爐高溫作業(yè)區(qū),設通風降溫設施,以改善工人勞動條件。
⑤對于產(chǎn)生粉塵的設備,均安裝除塵設備,保證車間粉塵濃度符合國家標準。
⑥對于產(chǎn)生異味氣體的設備或工作位置,均安裝通風設備,使異味不向周圍擴散。
⑦對于產(chǎn)生有害氣體的設備或工作位置,設置凈化處理設備,使有害氣體集中處理后排放。
8 主要數(shù)據(jù)和技術(shù)經(jīng)濟指標
本次設計清理車間有關(guān)數(shù)據(jù)及技術(shù)經(jīng)濟指標見表5。
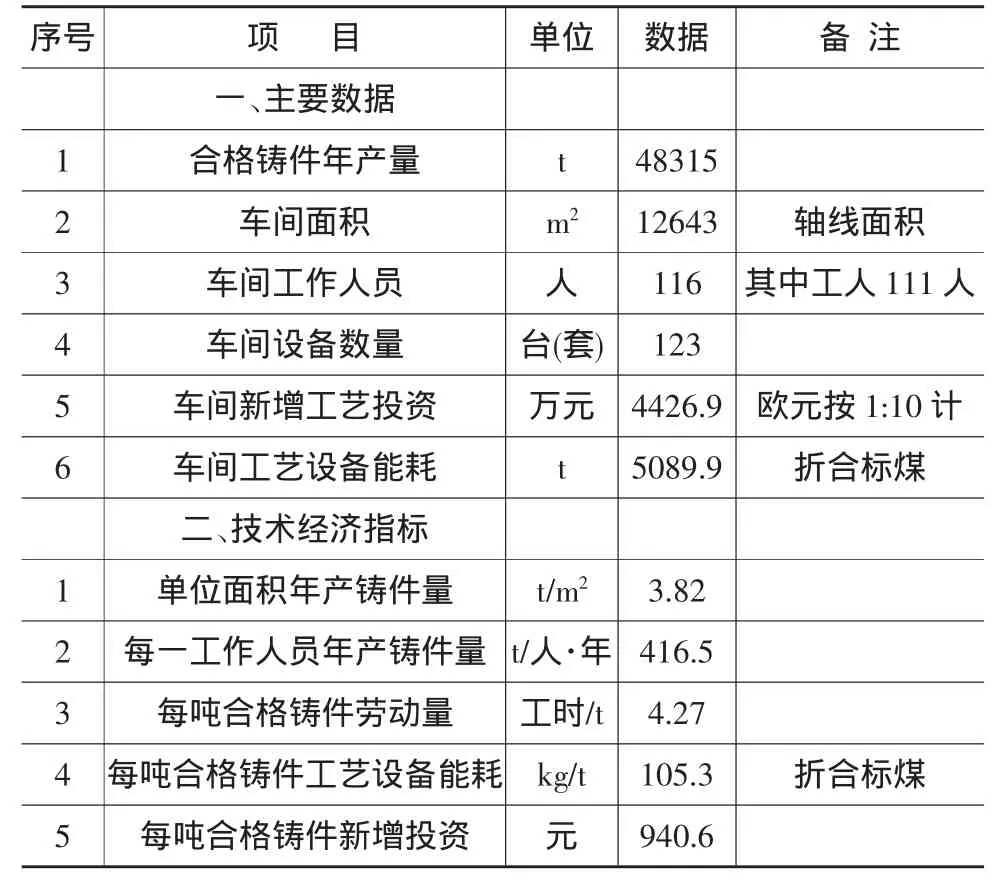
表5 主要數(shù)據(jù)表
9 結(jié)語
車間自2010年6月投產(chǎn)以來,一直承擔著WD615、WD415、D12柴油發(fā)動機缸體、曲軸箱鑄件的清理生產(chǎn)任務,目前設備運轉(zhuǎn)情況和車間環(huán)境良好,工人勞動強度較低,各項指標均已達到設計的要求。
The Process Design of Cleaning shop with Capability to Produce Fifty Thousand Tons Cylinder Body and Crankcase Casting Per Year
Yang Yuxiang1,Li Yinian2
(1.SCIVIC Engineering Co.,Luoyang Henan 471039,China;2.Shanxi Jinding Foundry Co.,Baoji Shanxi 722408,China)
The process design of cleaning shop which produces the WD615 and 12 liter engine cylinder body and crankcase casting on a large scale was introduced in the paper,and providing a reference in the design of similar projects in the future.
Creed;Cleaning;Hanging chain conveyor;Aging oven;Shot blast;Repair welding
TG28;
A;
1006-9658(2012)02-0059-4
2012-02-15
稿件編號:1202-011
楊玉祥(1979-),男,高級工程師,主要從事鑄造車間工程設計和總承包管理工作
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
經(jīng)濟技術(shù)協(xié)作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
工業(yè)設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
汽車零部件(2014年11期)2014-09-18 11:57:16
消費者報道(2014年7期)2014-07-31 11:23:57