德國米勒萬家頓全自動4000 kN數控高速壓力機自動生產線生產過程中工藝分析
2012-01-13 09:10:42楊曉光張大為王克斌
大電機技術 2012年5期
楊曉光,張大為,王克斌
(哈爾濱電機廠有限責任公司,哈爾濱 150040)
前言
德國米勒萬家頓全自動 4000kN數控高速精密壓力機自動生產線是專為大型水火電及核電進行沖片生產的高速。高效多功能沖片生產設備,該設備功能豐富,操作復雜,安全保護系統完善。對于剛剛接觸該設備的工藝、維修及操作人員來說都感覺很難全面掌握該設備。作為應用,只能是按照德國現場工程師培訓的方法及當時記錄的操作順序一步一步地來操作。在這過程中,一旦有問題就要回到初始的狀態重新操作。這給生產帶來了很大的麻煩。主要原因就是該設備的復雜程度非常高,而且各個部分相關聯的地方也非常多,應用了很多目前歐洲最先進的技術以及完善的保護功能。所以要對該設備進行深入細致的了解,才能充分發揮其效率。
1 設備的結構
該設備是目前德國米勒萬家頓生產的最先進的電機廠家的沖片生產自動線。主要包括臺、開卷機部分、引導機、矯直機、緩沖接料橋、進料機構、主壓力機、接料機械手、卸料傳送帶、堆垛站、液壓部分、氣動部分、潤滑部分、電氣自動控制部分、安全集成部分。該設備由以上硬件組成完整的沖片落料生產。
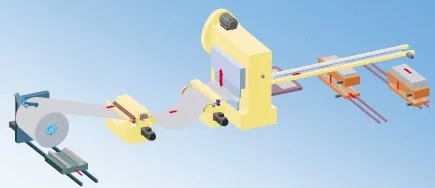
圖 1
1.1 開卷機部分
開卷機包括上料臺、開卷機。上料臺是可以通過液壓控制升降的上料機構,這樣可以適應不同大小的料卷,開卷機的行走機構可以直接靠向上料臺,將開卷機的主軸深入料卷,當上料臺下降以后,主軸的脹緊機構將料卷脹緊,壓料棍將料卷壓住,回到開卷工作位置。
1.2 引導機
引導機的接料板伸出,此時開卷機轉動將料送入引導機,引導機的壓料棍將料帶入矯直機構。
1.3 矯直機
矯直機通過矯直壓輥將卷料矯直后通過接料橋將料片送入進料機構。
1.4 緩沖坑
緩沖坑是用來緩沖料片的,由于產品的不同,模具也不相同,所以不同產品的進料長度也就不同,有些產品的進料長度很長,所以需要有緩沖坑來存儲開卷矯直后的料片。通過超聲波傳感器,感應緩沖料片的長度,通過這個感應信號來控制引導機和開卷機的開卷速度,保證緩沖坑始終都有足夠的料片。
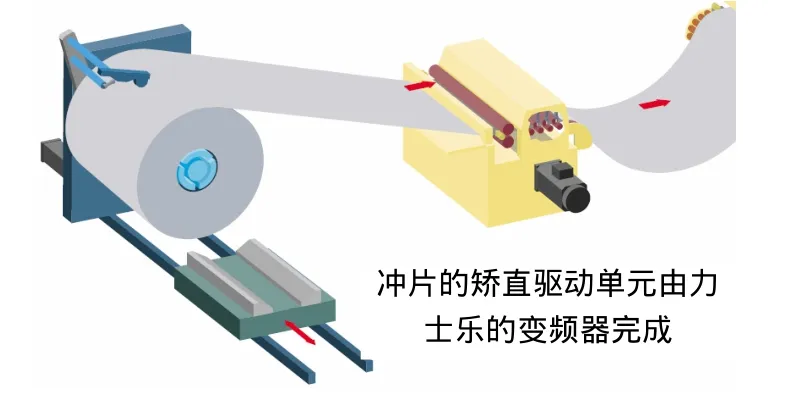
圖 2
1.5 進料機構
進料機構是用來向主壓力機輸送所需要長度的料片,并且可以找正料片的進來方向。同時也根據不同的模具高度調整進料滾的高度。
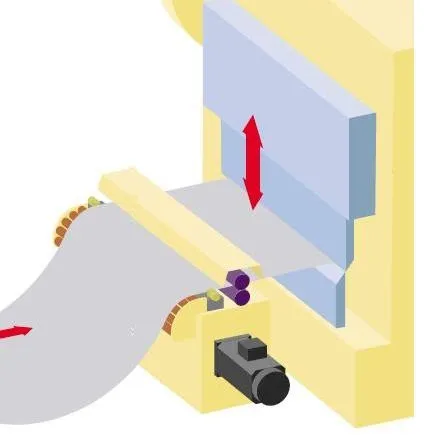
圖 3
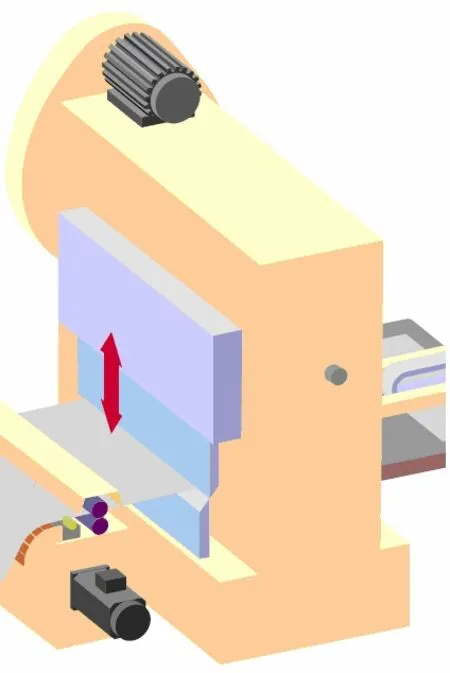
圖 4
1.6 主壓力機
主壓力機完成沖片的沖壓,并通過液壓裝置將成品料從上模具中頂出,通過機械手將成品料接住,同時具有過載保護裝置。另外根據模具高度的不同可進行滑塊高度的調整,下工作臺面有液壓滾動軸承,完成模具的裝卸。
1.7 卸料機械手
卸料機械手是與主壓力機的滑塊軸同步的,當滑塊完成沖壓后抬起時卸料機械手進入主壓力機,當主壓力機的滑塊運行到上死點時,料片頂出裝置將成品料從上模中頂出,成品料片落到機械手上,由機械手將料片帶出主壓力機,此時又繼續向下完成下一次沖壓。機械手退出后其上面的料片被電磁鐵吸到卸料傳送帶上。
1.8 卸料傳送帶
卸料傳送帶將料片傳送到料片堆垛裝置,自動落到堆垛裝置上。該裝置可以根據沖壓的料片是單片還是雙片自動的分配到相對應的堆垛站。
1.9 堆垛站
堆垛站是接收卸料傳輸帶傳來的料片,并自動調整堆垛高度。當料片裝滿之后發出信號,設備停機,將堆垛站開出工作工位。
2 液壓部分
該設備共有兩個液壓站,一個是主機的液壓站,另外一個是開卷進料部分的液壓站。
2.1 主液壓站
主液壓站是負責壓力機的主要工作,包括料片的液壓頂出裝置,壓力保護部分。
2.2 開卷進料部分的液壓站
開卷進料部分的液壓站主要是上料臺的液壓部分,開卷機漲卷部分的液壓動作,壓料臂的液壓動作,引導機的壓料滾,接料橋液壓動作,進料壓料滾的液壓部分。
3 氣動部分
該設備的氣動部分共有兩部分,一部分是用本身的空氣壓縮機,另一部分是用工廠的管道壓縮空氣。
(1)設備所帶的空氣壓縮機主要是提供液壓平衡缸的氣源。
(2)工廠的管道壓縮空氣是主離合器和剎車的氣源。
4 潤滑系統
該設備的潤滑系統包括主壓力機的潤滑、開卷進料、卸料機械手、卸料傳送帶、堆垛裝置等。
5 電氣自動控制系統及控制過程
該設備的電氣自動控制系統采用了目前歐洲最流行的總線控制方式及豐富的網絡技術,主軸電機及開卷電機引導電機均采用 SEW 的交流變頻伺服系統控制,卸料機械手及進料裝置采用的是Rexroth的伺服電機,整個系統的控制BECKHOFF的工業控制計算機及TWINCAT 軟件進行網絡連接,機床的常規邏輯采用西門子的S7-300PLC,該設備采用了EtherNet、EtherCat Secros、lightbus、Profibus 等諸多網絡技術,并具有遠程診斷功能。
5.1 操作按鈕站
操作按鈕站包括主操作按鈕站、開卷進料按鈕站、卸料、堆垛按鈕站等輔助按鈕站。
主按鈕站包括各個部分的參數控制及操作報警信息系統設定等主操作界面。

圖 6
5.2 主軸控制系統
主軸控制系統采用德國的 SEW 交流變頻伺服控制系統及交流伺服電機。主軸功率達45kW,通過飛輪及滑塊運動,到達下死點前的 3mm時沖壓力可達到4000kN,主電機的速度是可以通過操作面板上的手動或者自動設定的信號來控制的。可以使沖次從每分鐘7次到60次,并帶有完善的自動保護功能。主軸滑塊的調整系統是通過數字量調整的。根據模具合口的深淺控制滑塊調整電機調整滑塊的位置。
5.3 開卷上料、緩沖及進料部分的控制
開卷機及引導機構都是采用德國SEW伺服控制系統及交流伺服電機,引導電機是通過緩沖坑內的超聲波傳感信號感應料片在緩沖坑內的長度,當料片比較短時超聲波所感應的距離比較近。發出的信號比較強,把這個信號裝換成電信號的強弱來控制引導伺服機構,來保證在緩沖坑內始終有比較合適長度的料片,為進料機構提供充足的料片。開卷機的轉速是通過測量開卷機及引導機構之間料片的張力來決定的,利用這個張力向開卷機發出控制信號。這樣就可以保證開卷進料部分的自動運行,而且開卷引導部分有相關的測量裝置檢測卷料的使用情況,比如是否有料,或者狀態是否正常等。進料部分是根據主操作面板上設定的每次進料的長度和進料速度及進料角度決定的。根據模具的大小來決定每次的進料長度,進料的動作是由沖床的凸輪控制器給出的。根據滑塊的運行狀態及角度啟動進料。并且要在進料角度內完成整個一次進料的過程。如果沖床沖次太快,在進料角度內不能完成進料動作,就需要操作人員。調整參數或者加快進料速度,或者降低沖床的沖次數使之相互匹配。
5.4 卸料機械手及卸料傳送帶
卸料機械手和以前的機械聯動的機械手有很大的不同,現在所采用的機械手是通過伺服電機控制的。其優點是省去了龐大的機械聯動機構,使得機械結構變動很簡單。但是為了保證安全,機械手和沖床之間的動作加了安全保護措施。以避免機械手受到傷害。其工作過程是如果要使用機械手,首先要是機械手和沖床滑塊同步,同步的目的就是保證滑塊向下運動時機械手向后退出滑塊,當滑塊向上運動時機械手進入滑塊,滑塊在最上端時機械手進入到沖床最里端,當滑塊在最下端時機械手在最外端。當滑塊到最上端時料片頂出機構,將成品料頂出到機械手上,此時機械手上的電磁鐵線圈通電將料片吸住,退出沖床后電磁鐵線圈斷電,卸料傳送帶將料片吸起傳送到后面的堆垛裝置上。
5.5 磁力卸料傳輸帶及堆垛裝置
磁力卸料傳輸帶將料片傳輸的后面的堆垛裝置,通過控制磁力將料片準確的落到堆垛站上。
在一次沖壓一片料片的時候,在一個堆垛站落滿后傳輸帶將自動將料片落到另外一個堆垛站,此時落滿的堆垛站將自動開出當前的工位,操作工人可以將成品料片吊走,并把堆垛站開回原工位,當另外一個堆垛站堆滿后,傳輸帶又將料片自動落到這個堆垛站,這樣依次工作。可以大大提高效率。在一次沖壓兩片料片的時候。磁力傳輸帶也能準確地將兩個料片分別落入相對應的堆垛裝置中。磁力傳輸帶的轉速是根據落料的情況調整的,并且有位置反饋功能。堆垛站通過光電開關控制控制料片的堆垛高度。并能始終保持料片的落料高度基本不變。當堆垛站按照設定的參數堆滿后,堆垛站自動下降,并開出工位。
6 安全集成部分
該設備具有完善的安全集成功能,全部的安全集成功能由Pilz 的安全集成控制器來控制。
6.1 安全急停按鈕
在設備的前后各個部分的顯著位置都有安全急停按鈕。一旦出現可能危及到人身,設備,產品等安全的情況,操作員可以很方便的按下急停按鈕。
6.2 安全護欄和安全門開關
整個設備都用安全護欄和安全門將操作人員與可能發生危險的地方隔離開。如開卷進料,沖壓,卸料,堆垛等。
6.3 安全光柵
有些需要操作人員進出或經過的地方用安全光柵進行了隔離,當操作人員進入場地進行操作時安全光柵向安全集成PLC發出信號。設備停止工作,只有操作人員通過確認按鈕確認后才能繼續啟動設備工作。
總之該設備的自動化程度,安全程度都非常高,并且所用的控制系統也非常先進,同時應用了很多最新的控制技術和網絡技術。大量應用了總線控制技術簡化了現場的布線。但是要想很好的領會該設備。還需要進一步的深入了解和研究。
7 結論
經過對該設備的研究及了解,我們基本上掌握了該設備的使用方法自動控制方式。能夠比較熟練的掌握該設備的使用。達到了我們的最終的目的。
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
青少年科技創新報(2024年23期)2024-07-12 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
中國特種設備安全(2022年6期)2022-09-20 02:52:28
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
少年文藝·我愛寫作文(2017年6期)2017-06-12 23:21:56
工業設計(2016年12期)2016-04-16 02:52:00
設備管理與維修(2015年12期)2015-04-09 06:57:00
商業評論(2014年9期)2015-02-28 04:32:41