一種可調(diào)節(jié)的活絡(luò)樣箱設(shè)計
2012-01-23 01:35:00,,
船海工程 2012年1期
,,
(泰州口岸船舶有限公司,江蘇 泰州 225321)
船體建造過程中樣板與樣箱是外板的加工依據(jù)。活絡(luò)樣板已在各大船廠廣泛使用,代替了傳統(tǒng)的木質(zhì)三角樣板。對于艏艉形狀復雜的外板,需用樣箱作為加工的依據(jù)。目前各大船廠使用的仍然是傳統(tǒng)的木質(zhì)樣箱,制作繁瑣,費時費力,且不便保存。為此,參考活絡(luò)樣板的原理,設(shè)計一種可調(diào)節(jié)的活絡(luò)樣箱,以取代傳統(tǒng)的木質(zhì)樣箱。
1 傳統(tǒng)的木質(zhì)樣箱
對于一部分縱橫彎曲嚴重的外板、艏柱艉柱板、軸殼包板等船體線型特別復雜而又不能近似展開的外板,需要釘制樣箱供展開、號料、加工、檢驗等。樣箱相當于從船體上切割下來的一個立體部分,樣箱的外表就是外板的內(nèi)表面,即船體理論表面。由于船體是左右對稱的,所以左右樣箱需分開釘制兩個,中間樣箱則釘制成完整的一個。
樣箱制作的首要工作是剖面的選取與展開,為了保證線型正確,必要時可以加中間輔助剖面;其次是保證樣箱的結(jié)構(gòu)具有足夠的強度和剛度[1]。
經(jīng)統(tǒng)計,一條船需要用樣箱來進行成型加工的外板有30~70張,每一張都需要制作一個對應(yīng)的木質(zhì)樣箱,圖1為木質(zhì)樣箱的三維圖。這么多樣箱的制作,需要耗費大量的木質(zhì)材料,木質(zhì)樣箱的堆放需要很大的空間,而且制作繁瑣、費時費力、容易變形、不便保存[2]。
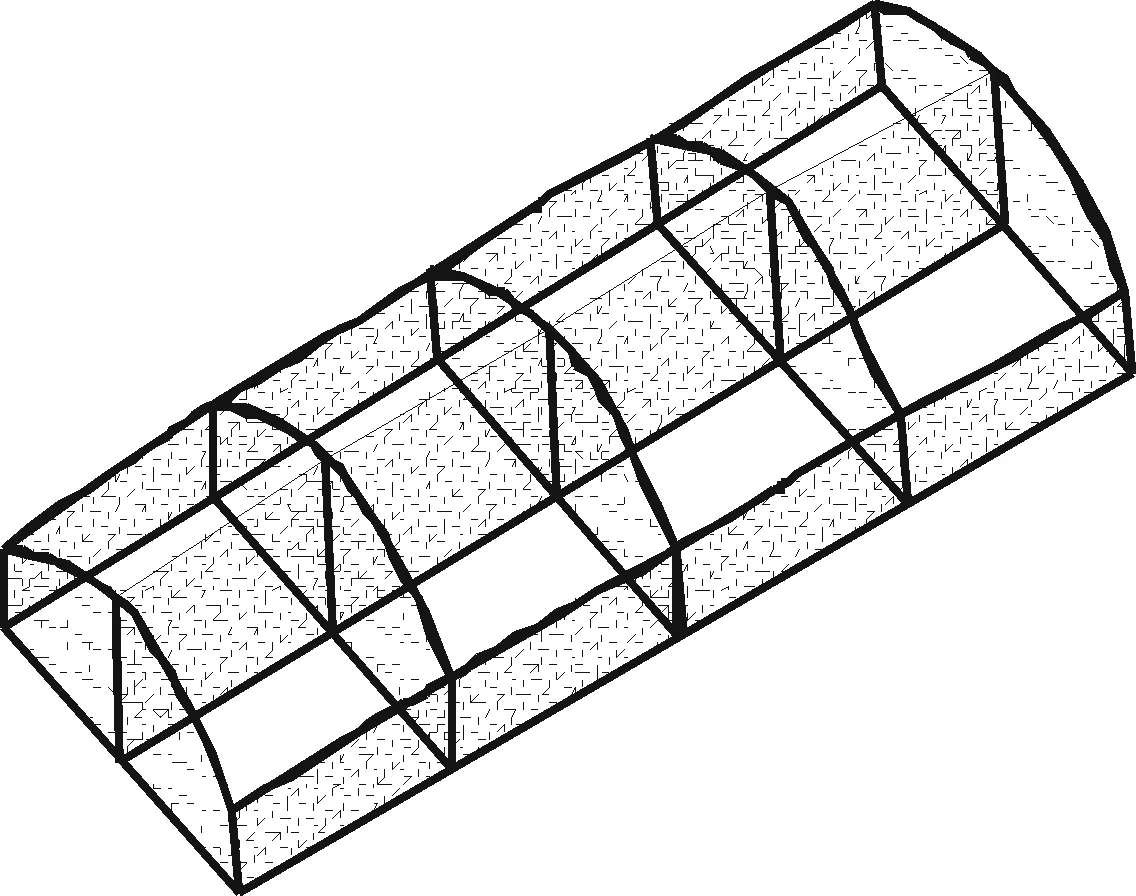
圖1 木質(zhì)樣箱的三維圖
2 可調(diào)節(jié)的活絡(luò)樣箱
為彌補傳統(tǒng)木質(zhì)樣箱的不足,設(shè)計可調(diào)節(jié)的活絡(luò)樣箱,為船體外板加工提供精確的依據(jù)。可調(diào)節(jié)活絡(luò)樣箱是基于TRIBON系統(tǒng)設(shè)計的。TRIBON系統(tǒng)曲面建模模塊對每一塊外板都能 產(chǎn)生縱橫剖面的加工數(shù)據(jù),其生成的加工數(shù)據(jù)都具有一定的規(guī)律,即橫向間距在準線兩側(cè)幾乎是相等的,見圖2。
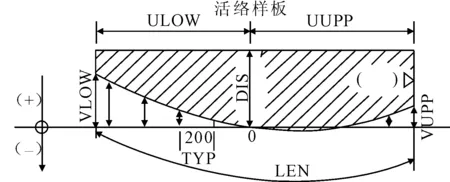
圖2 TRIBON系統(tǒng)生成的樣箱縱橫隔板加工數(shù)據(jù)
因外板形狀展開后是不規(guī)則的,故只是邊緣間距不等;縱向間距可根據(jù)外板的彎曲程度自動插值,人工控制[3]。
根據(jù)圖2生成加工數(shù)據(jù)的相對規(guī)律性,設(shè)計一種可調(diào)節(jié)的活絡(luò)樣箱,活絡(luò)樣箱的設(shè)計見圖3。
活絡(luò)樣箱由幾組橫向活絡(luò)框架與縱向底座組成,橫向活絡(luò)框架的立柱由升降管、支柱套管通過松緊螺栓連接。支柱套管下口焊接固定于橫向底座,橫向底座兩端與端部立柱可通過連接折邊材和緊固螺絲固定,橫向長度調(diào)節(jié)通過連接折邊材一邊的長度調(diào)節(jié)。橫向活絡(luò)框架與縱向底座之間用連接角鋼和緊固螺絲連接,縱向底座上有導槽,可以任意調(diào)節(jié)橫向活絡(luò)框架之間的距離,以保證活絡(luò)樣箱能適用于各種不同加工數(shù)據(jù)的曲板。制作好的活絡(luò)樣箱底座對角線位置可用臨時支撐加以固定,為保證圖面的清晰直觀,臨時支撐沒加到圖形上。
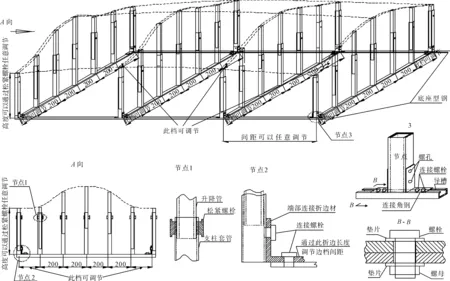
圖3 可調(diào)節(jié)活絡(luò)樣箱結(jié)構(gòu)原理
3 結(jié)論
可調(diào)節(jié)活絡(luò)樣箱每只成本費約0.8萬元,可以重復使用。與傳統(tǒng)的木質(zhì)樣箱相比,一艘船大約可以節(jié)約7萬元的木料、5萬元的工時費和約7 000 m3的堆放空間。
可調(diào)節(jié)活絡(luò)樣箱制作簡便,只要有加工數(shù)據(jù)就可任意調(diào)節(jié)樣箱的外形,適用于不同船型不同弧形外板的加工。平時只要將加工數(shù)據(jù)保存好即可,減少了大量的堆放場地。
目前,可調(diào)節(jié)活絡(luò)樣箱正處在試制階段,還未大量投入生產(chǎn)。船體外板形狀復雜、千變?nèi)f化,所發(fā)明的活絡(luò)樣箱還存在不足之處,但隨著經(jīng)驗的積累與技術(shù)的不斷革新,相信該技術(shù)一定會越來越成熟。
[1] 華乃導.船體建造與修理工藝[M].北京:人民交通出版社,2002.
[2] 徐兆康.船舶建造工藝學[M].北京:人民交通出版社,2000.
[3] 顧文捷,周玉飛.TRIBON系統(tǒng)曲面建模模塊在精度造船中的應(yīng)用 [J].廣東造船,2011,(1):47-48.
