控制Q13115G-H64高氣壓潛孔柱齒鉆頭質量的關鍵因素
2012-01-25 01:48:52劉少君
鑿巖機械氣動工具 2012年4期
劉少君
(天水風動機械有限責任公司,甘肅天水741020)
1 前言
潛孔鉆頭是與潛孔沖擊器配套使用的硬質合金釬頭,不僅用于露天采礦、地下采礦,還廣泛用于水井鉆進、礦物勘探、工程地質勘察柱孔鉆進、巖層加固、地熱孔鉆進、地層錨固和通信線路及排水管路的安裝等方面。在鉆進中,孔外只有回轉機構,潛孔沖擊器在鉆頭的尾部,是利用沖擊器的活塞在壓縮空氣循環作用下沖擊鉆頭來破碎巖石并由壓縮空氣將巖渣吹出孔外。主要特點是使用壽命長、不用修磨、易加工、價格低等優點,在國內外廣泛應用。
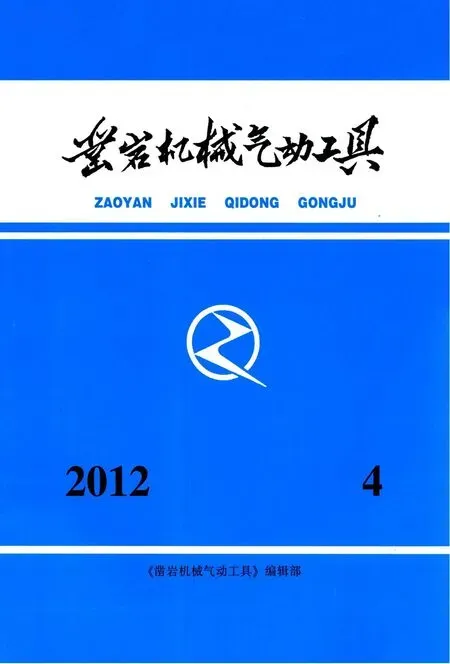
我公司生產的Q13115G-H64高氣壓潛孔柱齒鉆頭材質為23CrNi3Mo,在試驗使用過程中出現鉆頭體頭部早期失效斷裂,鉆頭掉齒并連帶殼體撕裂掉塊,在掉塊處有比較大的縱向裂紋。失效鉆頭庫體見實圖1~4。對失效鉆頭撕裂掉塊處的縱向裂紋進行分析,發現裂紋平滑、比較直,裂紋內無氧化及脫碳現象,內有較多的碎金屬塊,金屬塊具有金屬光澤,可斷定裂紋屬于冷裂,是鉆頭在使用過程中裂開。
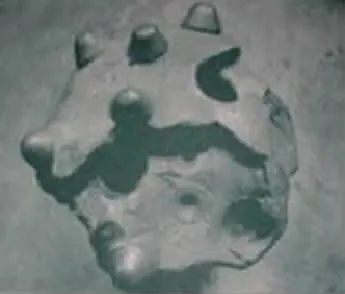
圖1 失效鉆頭庫體的斷裂形貌

圖2 失效鉆頭庫體的斷裂形貌

圖3 失效鉆頭庫體的斷裂形貌

圖4 失效鉆頭庫體的斷裂形貌
下面從生產源頭對Q13115G-H64高氣壓潛孔柱齒鉆頭的斷裂失效進行分析并提出了一些控制其質量關鍵的因素。
2 鉆頭生產工藝流程
Q13115G-H64高氣壓潛孔柱齒鉆頭的生產全流程為:
軋材-切料-鍛造-預先熱處理-加工-滲碳-回火-加工-淬火-鉆合金孔-熱鑲齒-涂料-包裝入庫。
2.1 軋材過程
2.1.1 化學成分
在失效的鉆頭體上取樣,進行化學成分分析檢驗,采用ARL-3460直讀光譜儀進行分析,結果見表1。

表1 失效鉆頭體的化學成分wt%
經過檢驗,Q13115G-H64鉆頭材料化學成分符合技術要求。
2.1.2 非金屬夾雜物檢驗
在失效的鉆頭體上取樣,利用SEM觀察了縱剖面的夾雜物,如圖5所示,在試樣上觀察到不同形態和尺寸的夾雜物。如圖5(a)所示的尺寸約12um的顆粒狀夾雜物,能譜分析為MgO和Al2O3復合氧化物。此外還有點鏈狀夾雜,如圖5(b),為CaS和Al2O3夾雜物,長度在20um左右,而寬度約4um。通過SEM分析,試樣縱剖面上觀察到的夾雜物主要是氧化物夾雜,在夾雜物周圍也沒有發現明顯的裂紋,即鉆頭試樣疲勞破壞并不是由這些夾雜物引起的。那么非金屬夾雜物含量符合技術要求。
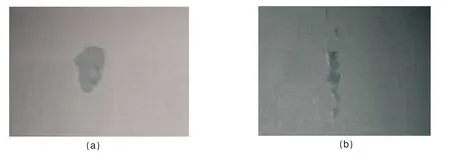
圖5 夾雜物分析SEM照片
2.1.3 金相組織
使用線切割技術和切割機取Q13115GH64鉆頭表層部位的橫向和縱向試樣,采用自動式砂輪機對試樣進行粗磨,分別用1號、3號、6號、8號金相砂紙進行精磨,置于絨布拋光機上拋光,再用4%的硝酸酒精進行著色,分別放于100×和500×電子光學顯微鏡下進行組織檢測,鉆頭金相組織見圖6。
從金相組織分析表明,Q13115G-H64鉆頭,表面細針狀和隱針狀馬氏體增加了表面硬度,少量的顆粒狀碳化物使工件具有極高的耐磨性,同時心部組織的板條馬氏體細小,均勻,具有極好的綜合機械性能,滿足鉆頭極大的疲勞及沖擊應力。通過上述三項檢測得出,軋材在嚴格控制化學成分的同時,需控制夾雜物形態、尺寸及數量從而提高純凈度,并改善帶狀組織特征以促進纖維組織均勻化。
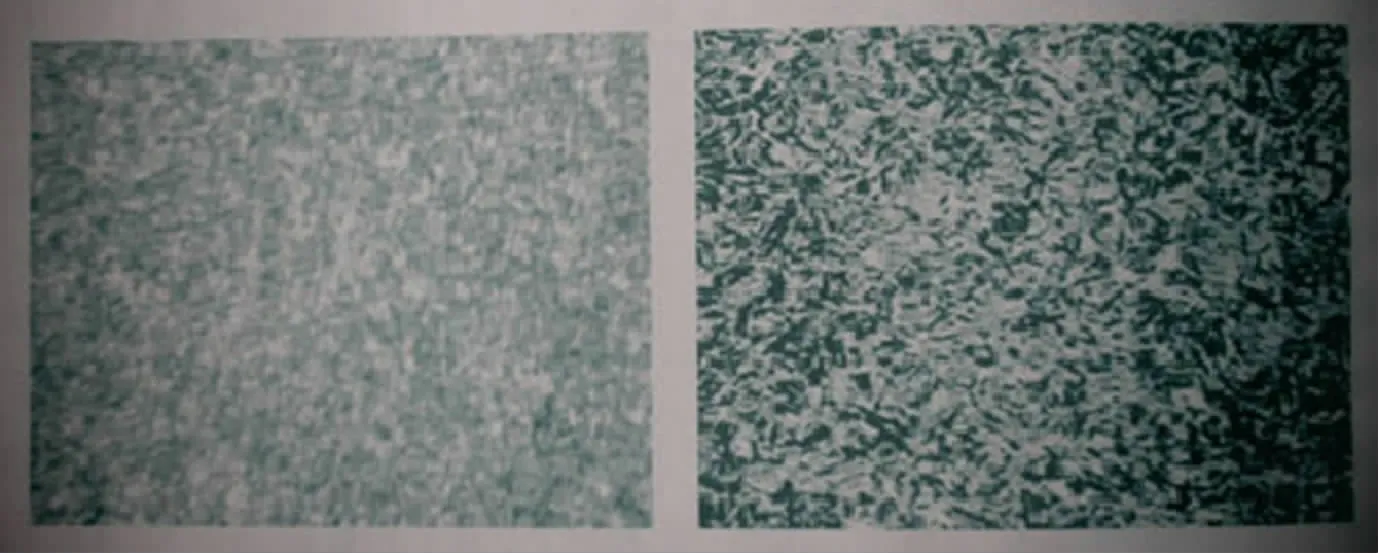
圖6 鉆頭試樣金相顯微組織
2.2 鍛造過程
2.2.1 Q13115G-H64鉆頭鍛造工藝
棒材是由連鑄φ200圓坯鍛造成φ120,鍛造壓縮比為Y拔=F前/F后=D2前/D2后=2.8,鍛造溫度1150℃-1200℃,從室溫加熱到鍛造溫度需時間≥40min,終鍛溫度900℃-1000℃,隨即砂埋保溫。
2.2.2 鉆頭體原材料φ120棒材酸洗檢測
對鉆頭體的原材料φ120棒材進行了酸洗,結果見圖7。

圖7 鉆頭體原材料Φ120棒材酸洗圖
樣片經酸洗發現,有明顯的枝狀晶組織及中心疏松現象。表明壓縮比過小,φ120棒材用中頻爐加熱鍛造成鉆頭毛坯時,鉆頭的大頭部位幾乎未發生變形,鑄態組織并未完全消除,遺留棒材中。
2.2.3 解決方法
(1)增大鍛造過程壓縮比消除遺留在棒材中鑄態組織。
(2)鍛造鉆頭毛坯時為了防止組織粗大,須降低鍛造時的溫度和終鍛溫度。那么縮短加熱時間可以達到目的。
2.3 機加工過程分析
2.3.1 Q13115G-H64鉆頭體產品圖如圖8所示
2.3.2 機加工過程控制重要性
圓滑的過渡倒角,可以防止淬火過程由于高的應力集中而萌生淬火裂紋,從而影響鉆頭的壽命。另外,較深的機加工刀口通常也是引起淬火過程開裂,從而降低疲勞壽命,所以控制表面機加工精度也顯的非常重要。最后,合適的過盈量選擇比較重要,因為過盈量過小,會導致固齒力不足,鉆頭受熱時壓力減小,易造成合金柱齒脫落導致鉆頭失效;而過盈量過大,其基體孔壁壓力過高,會引起鉆頭體的疲勞裂痕,同樣造成鉆頭早期失效。
經過分析Q13115G-H64鉆頭機加工工藝符合上述要求。
2.3.3 Q13115G-H64鉆頭需嚴格控制的工藝點及其設備改進點
加工工藝時必須控制好以下幾點:
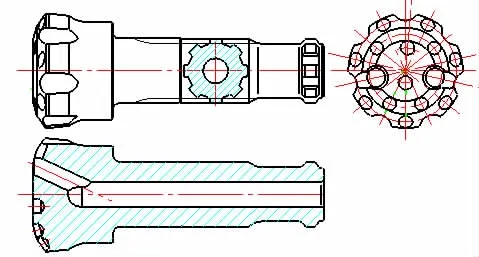
圖8 Q13115G-H64鉆頭體產品圖
(1)中心孔粗糙度(2)倒角粗糙度(3)過渡圓弧光滑度(4)花鍵齒寬及位置度(5)碳層車除干凈、加工面平整、角度正確(6)合金孔尺寸精度及形位公差(7)熱鑲齒溫度控制及壓縫控制。
齒孔精加工時,設備必須在5軸加工中心上一次性鉆鉸成形,可極大的保證齒孔的精度和光潔度。
2.4 滲碳及后續熱處理過程分析
2.4.1 滲碳工藝分析
(1)Q13115G-H64滲碳工藝
Q13115G-H64鉆頭滲碳深度為1.7mm,碳濃度0.7-0.75%,工件不能出現明顯的斷網狀和連續網狀及大塊片狀的碳化物。定時的進行爐膛的清理,保證滲碳時的氣氛循環,對工作爐膛進行碳濃度檢測等。
(2)滲碳工藝需要嚴格防止的三點:
a防止碳濃度過高或過低:隨著碳濃度過高,工件表面出現塊狀粗大的碳化物或網狀碳化物。由于這種硬脆組織產生,使滲碳層的韌性急劇下降。并且淬火時形成高碳馬氏體,在磨削時容易出現磨削裂紋。相反,要是碳濃度過低,就失去了滲碳的意義。
b防止滲碳后表面局部貧碳
c防止滲碳濃度加劇過度:產生此缺陷后造成表里相當大的內應力,在淬火過程中或磨削過程中產生裂紋或剝落現象。
2.4.2 熱處理工藝分析
鉆頭要達到預期的性能,熱處理是最重要的一環。不僅要達到鉆頭體需要的硬度,而且需要在此硬度條件下獲得良好的組織性能,有足夠的韌性和強度,同時降低回火脆性。
(1)Q13115G-H64鉆頭的熱處理工藝曲線如圖9所示。
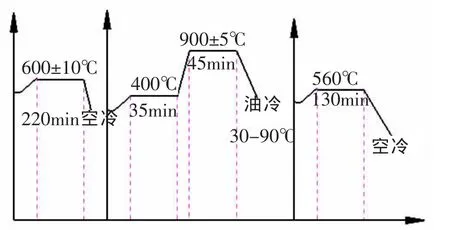
圖9 Q13115G-H64鉆頭熱處理工藝曲線
(2)熱處理工藝需嚴格控制以下四點:
a毛坯穩定化處理:其目的是為消除機加工應力,避免熱處理產生肉眼看不到的微裂紋。
b預熱:防止淬火時的急速加熱導致組織改變。
c淬火加熱:可以大幅度提高鉆頭的強度,韌性,耐磨性以及疲勞強度,從而提高鉆頭使用壽命。
d回火:提高組織穩定性,調整鉆頭力學性能,消除內應力,防止回火脆性。
3 結論
綜合上述分析,對于提高Q13115G-H64鉆頭疲勞壽命,需從軋材、鍛造、熱處理和機加工等各個環節進行綜合控制。軋材在嚴格控制化學成分的同時,需控制夾雜物形態、尺寸及數量從而提高純凈度,并改善帶狀組織特征以促進纖維組織均勻化。鍛造過程通過變形溫度和變形量控制以避免部分區域晶粒粗化。機加工要控制表面質量保證避免出現不合理的應力集中。滲碳和后續熱處理工藝保證滲碳層與基體的合理強韌性匹配。而就各個工序作用而言,滲碳和后續熱處理工藝控制對于改善疲勞壽命影響最為顯著。
[1]劉雅政,閆永明,周樂育.提高釬具鋼疲勞壽命的質量綜合控制研究[C].2011全國釬鋼釬具會議論文集:167-174.
[2]艾彬.23CrNi3Mo鋼在鑿巖鉆具中的應用[C].2011全國釬鋼釬具會議論文集:217-221.
[3]周宛如,陶大堯,于懷君.鍛工工藝學96新版[M].北京:中國勞動出版社,1996.3.
[4]龍潛.球齒釬頭用鋼的研究[C].2011全國釬鋼釬具會議論文集:235-241.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:54
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
世界農藥(2019年2期)2019-07-13 05:55:12
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
建筑材料學報(2014年3期)2014-03-11 17:08:02