低熔點鉛適形制模技術在放射治療中的應用
2012-01-25 07:24:10伍紅貴鄧春漣
實用中西醫結合臨床 2012年6期
關鍵詞:圖紙
伍紅貴 鄧春漣
(江西省腫瘤醫院 南昌330029)
放射治療是給一定的腫瘤體積準確的、均勻的劑量,而周圍正常組織劑量很小[1]。為使腫瘤周圍正常組織受量很小,就必須將位于照射野中的正常組織用鉛擋塊遮擋。而機器附帶的標準鉛擋塊均為正方體、長方體、圓柱體、棱柱體,臨床應用中存在許多問題,如標準鉛擋塊之間易發生射線泄漏、不規則靶區沒有合適的鉛擋塊、射野半影較大。我們開展低熔點鉛適形制模技術較好地解決了以上問題,現報告如下。
1 材料與方法
1.1 儀器設備 低熔點鉛適形制模技術需要模擬定位機(荷蘭核通公司,Simulix-HP型)、放射治療機、三維TPS、可插低熔點鉛固定板的托架、與擋鉛托架相配的低熔點鉛固定板(又稱擋鉛托板)、聚苯乙烯泡沫塑料、熱絲切割機、低熔點鉛、游標卡尺、溫控熔化爐、銼、雙面膠、膠布、彩色筆、慢感光膠片、能提高反差的拍片暗盒、拍片架、距離尺、標線板、醫用沖片機等。
1.2 低熔點鉛吸收厚度的實驗 采用實驗的方法來確定低熔點鉛應具備的厚度:將低熔點鉛做成面積為12 cm×12 cm、厚度不同的薄片,每一薄片經銑床鑿平且表面光滑,用游標卡尺(精確到0.1 mm)測定每一薄片的厚度,按順序編號。測量儀器采用英國 NE公司生產的 2570型劑量儀(Farmer Dosemeter 2570A)和2571型電離室(0.6 cc)、標準水模體(20 cm×20 cm×12 cm,并帶有5 cm深度的測量孔)。測量電離室置于標準體模中的電離室插孔內,處于同中心點處(加速器下測量的源探距為100 cm,60Co放射治療機下測量的源探距為 80 cm),測量深度為5 cm,照射野為10 cm×10 cm。
1.3 放射治療機擋鉛托架的改進 放射治療機原來的擋鉛托架主要是在機架為0°放療時支撐標準鉛塊。改進的目標就是把擋鉛托架改裝成可插低熔點鉛適形擋塊的支架。改裝后的下掛式低熔點鉛擋塊托架的結構主要有4部分:(1)撮箕形框架,該框架可以用鋼板、銅板或鋁板制作,筆者采用了鋁板,框架的上部兩側外緣可插入放射治療機的機頭下部,框架上部左側有1個彈性插銷,在機頭與框架之間起連接固定作用;(2)低熔點鉛固定板插槽,位于框架的底部內側,該槽內有1個插銷和低熔點鉛固定板的左側凹處相匹配,防止低熔點鉛固定板滑動;(3)低熔點鉛固定板,該板用有機玻璃制成,便于操作;(4)楔形濾過板插槽,位于框架的上部內側,超過低熔點鉛適形鉛模的高度,該槽內有1個插銷用于固定楔形濾過板。
1.4 適形鉛擋塊的制作[2]
1.4.1 制模基圖的獲取 獲取制模基圖有3種方法:(1)從三維TPS上獲得制模基圖;(2)根據模擬定位機的攝片劃出靶區輪廓,從而獲得制模基圖;(3)放療技師在治療機上直接描繪靶區輪廓而獲得制模基圖。
1.4.2 制模前的準備 制模前需作好以下準備工作:(1)準備高密度(>30 kg/m3)的聚苯乙烯泡沫塑料;(2)將放置適形鉛模的擋鉛托板插到治療機上,準確地刻劃出照射野中心軸穿過的位置;(3)根據源托距(SRD)、源片(膠片)距(SPD)、源圖距(SFD)等參數調整切割機各部件的位置;(4)準備制模時的用具:如雙面膠、銼、膠布等。
1.4.3 切割聚苯乙烯泡沫塑料母模 將聚苯乙烯泡沫塑料放在切割機的托盤上,固定好中心點的位置,按靶區的形狀、大小進行切割。切割時熱絲要拉直、均勻切割。
1.4.4 澆鑄低熔點鉛適形鉛模 在澆鑄適形鉛模前,要用重物將聚苯乙烯泡沫塑料母模壓住,以免在澆鑄適形鉛模時泄漏。熔鉛的溫度為85℃左右。
1.4.5 拆模 要等待足夠長的時間,低熔點鉛自然凝固冷卻后才能進行拆模。
1.4.6 膠模 成型的低熔點鉛塊脫出后,用銼刀將鉛塊打磨光滑。然后,根據基圖的方向、形狀、大小,并以射線中心軸為參考點,用雙面膠黏合在擋鉛托板上。
1.5 檢測標準鉛擋塊與適形鉛擋塊在遮擋非照射區時準確性差異的方法 我們隨機抽取200例(每例選一個照射野)進行2種遮擋方法(各100例)的對比,并按下述要求予以確認:(1)做好的擋塊以治療機下核對為準;(2)在源軸距(SAD)處擋塊投影與SAD擋塊圖紙內輪廓形狀的偏差≤2 mm為合格,其中偏差<1 mm是完全吻合。
1.6 統計學方法 采用χ2檢驗。
2 結果
2.1 低熔點鉛的透射率與射線質的關系 見表1。表1顯示,低熔點鉛的厚度達到5.8 cm、7.0 cm、7.6 cm時分別可使60Coγ射線、6 MV X射線、15 MV X射線的穿透率<5%。為確保,60Co放射治療機放療時采用6 cm厚的低熔點鉛,這與學者Stanton等[3]報道的6.1 cm相似,其偏差主要歸結于治療機和測量儀器的不同;加速器放療時采用8 cm厚的低熔點鉛。

表1 低熔點鉛的透射率與射線質的關系
2.2 標準鉛擋塊與適形鉛擋塊比較 見表2。由表2可知,標準鉛擋塊與適形鉛擋塊在遮擋非照射區時合格情況有非常顯著性差異(χ2=151.596,P<0.005),用適形鉛擋塊遮擋非照射區效果較好。
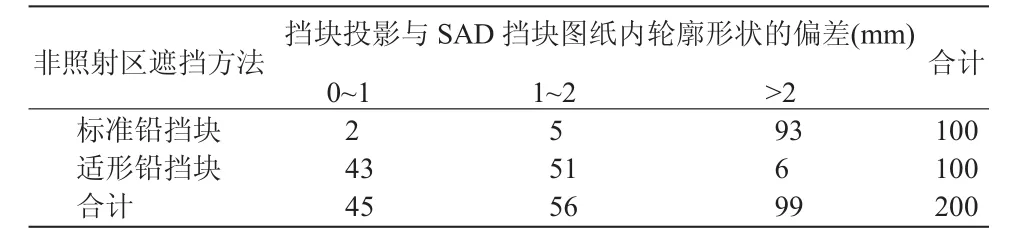
表2 標準鉛擋塊與適形鉛擋塊在遮擋非照射區時合格情況的對比 例
3 討論
成角放療且需擋鉛時,因標準鉛塊無法固定而擋不成鉛。筆者曾在擋鉛托板上開槽,并對鉛擋塊進行了改進,以滿足成角放療且需擋鉛的需要[4]。然而開槽過多會影響射野劑量的均勻性。采用低熔點鉛適形放療技術有許多優點[2]:(1)可以提高治療增益比。因為在給腫瘤高劑量照射的同時,周圍正常組織在適形鉛模的遮擋下得到最大的保護。如果采用多野從不同方向對一個靶區進行照射時,該優點更突顯。(2)傳統的擋鉛方法是將標準鉛塊一塊一塊地擺進去,不但形狀、大小與治療要求難以一致,而且重復性不好,勞動強度大。適形制模后,每個照射野有一個固定的鉛模,不但形狀、大小與治療的要求一致,而且操作簡便、快速、準確、重復性好,大大減小了技師的勞動強度。(3)整體適形擋鉛技術有效地避免了標準鉛塊之間的漏射現象,可滿足任意不規則照射野的擋鉛要求,能更好地保護重要的組織器官。(4)由于適形模塊具有與射線入射時的錐形角度同樣的傾斜角,所以照射野的穿射半影相對較小。(5)適形鉛擋塊可再生利用。
從表2可見一部分適形擋塊和SAD擋塊圖紙完全吻合,大部分適形擋塊存在不同程度的偏差,其中一部分在誤差標準允許范圍之內,一部分超出誤差標準允許范圍。現對表2中的適形擋塊誤差類型分析如下[5]:(1)整體偏移或旋轉。這時如在治療機托架上移動擋塊,其投出可與SAD擋塊圖紙吻合。這種誤差的原因有:有機玻璃板上的中心十字線有誤;制作時SAD擋塊圖紙和有機玻璃板上的中心十字線沒對準;泡沫陰模固定在有機玻璃板上位置有誤。(2)整體多擋。其原因有:熱切絲溫度調節過高,導致泡沫塑料切割時熱熔間隙過大;低熔點鉛溫度過高,損壞泡沫陰模的內表面。(3)局部多擋或少擋。其原因有:熱切絲溫度調節過低,導致泡沫切割路線不到位,如該割直角時割成彎角,該割彎角時割成直線等;泡沫質量差,同一塊泡沫可能出現這一部分好而另一部分差的情況,從而出現熱熔間隙不均;低熔點鉛溫度過高且泡沫質量不均勻,對泡沫陰模內表面的部分侵損。(4)雙側多擋,即X軸對稱側多擋或Y軸對稱側多擋。這時如在治療機托架上抬高斜度小的這一側即可與SAD擋塊圖紙吻合。這種誤差主要是放置泡沫時與熱切絲不垂直,使泡沫陰模的幾何斜度出現偏差。
核對適形鉛擋塊的方法有:采用定位計劃片在治療機、模擬機或擋塊校驗裝置核對,亦可采用SAD擋塊圖紙核對。筆者認為用SAD擋塊圖紙直接在治療機下核對較好,因為:(1)在模擬機或擋塊校驗裝置核對準確的擋塊,在治療機下不一定準確;(2)用定位計劃片在治療機核對,擋塊輪廓線看不清楚(因為片是黑的),而用SAD擋塊圖紙直接在治療機下核對,擋塊輪廓線很清楚(因為紙是白的),擋塊投影一目了然;(3)SAD擋塊圖紙為等中心位置的擋塊圖紙,其射野形狀和腫瘤一致,如擋塊有偏差,便于判斷其實際誤差。
核對好的適形鉛擋塊應該在治療機下拍攝擋塊驗證片,并與定位計劃片對比[2]。一般來說這時的誤差原因有3種[5]:治療機的機械誤差(包括燈光野、體表野間的不重合誤差)、體位固定器誤差、擋塊誤差,如屬于擋塊方面的,應再行修改,其它方面的也可及時分析及時糾正。完全合格的適形鉛擋塊最后才能投入臨床使用。
[1]殷蔚伯,余子豪,徐國鎮,等.腫瘤放射治療學[M].第4版.北京:中國協和醫科大學出版社,2008.1
[2]鄧春漣,陳廣華,吳建國,等.適形放療在60Co放射治療機上的應用[J].江西醫學院學報,2007,47(3):77-80
[3]Stanton R,Stinson D.Applied physics for radiation oncology[M]. Wisconsin:Medical Physics Publishing-Madison,1996.191
[4]鄧春漣.60Co治療機擋鉛托板和鉛塊的改進及其臨床應用[J].實用癌癥雜志,2000,15(1):102
[5]林發生,潘建基,吳君心,等.個體擋塊制作的體會和質量保證[J].中華放射腫瘤學雜志,2003,12(4):280~281
猜你喜歡
數學大王·中高年級(2021年11期)2021-12-03 09:32:55
計算機應用(2021年8期)2021-09-09 08:09:06
汽車實用技術(2020年16期)2020-09-06 13:28:22
當代工人(2019年20期)2019-12-13 08:26:11
制造技術與機床(2017年9期)2017-11-27 02:14:26
化工管理(2016年12期)2016-03-14 08:01:02
檔案管理(2015年4期)2015-06-25 21:10:13
河南科技(2014年12期)2014-02-27 14:10:44
世界建筑(2012年8期)2012-04-20 06:09:14
故事作文·低年級(2009年3期)2009-03-12 09:29:02
