雙箱系統在單元生產方式中的應用
2012-02-01 01:41:22林秋
科技傳播 2012年14期
林 秋
上海交通大學機械與動力工程學院,上海 200030
0 引言
20世紀60年代,豐田公司提出了精益生產,取得了良好的效果。主要方法就是建立看板系統,而雙箱系統是一個最簡單的可視化控制系統。
K公司推行單元生產方式,引入雙箱系統補料超市對生產線庫存進行有效的管控。本文通過實例,介紹其建立過程和應用。
1 雙箱系統
雙箱系統又稱雙堆法,是指把全部庫存放在兩個箱中,平常生產所需的貨物從第一個箱中領取,而第二箱的庫存數量剛好等于再訂購點的庫存數量[1]。雙箱系統通常適用于管理有較短提前期的低值品。
2 物料超市和水蜘蛛
2.1 物料超市
物料超市,是一個靠近精益生產單元的物料擺放區域,可以是各種物料的存儲結構。物料超市通常都在工位附近,以幫助生產操作員能夠看到庫存量[2]。
2.2 水蜘蛛
水蜘蛛(Water Spider),是指生產線上專門從事生產看板、物料準備和傳遞的作業人員。水蜘蛛在配料區、生產線物料超市之間來回快速的活動,確保在恰當的時間提供恰當的物料,達到物料供應及時并且數量準確。實行“水蜘蛛”供料的主要目的,是將生產線上很多非標準作業的工作轉化為標準作業,通過供料與節拍時間的差距,發現生產線運行中的問題點,以便迅速改善。
3 雙箱系統在單元生產的實施
我們以K公司的實例來介紹雙箱系統的物料超市在單元生產中的應用。
3.1 物料分類
我們針對生產線使用的物料做如下基本劃分與定義:在線物料(Cell Material)和非在線物料(Non-Cell Material)。
在線物料,是指對一個制造單元而言是獨一無二的物料,物料的必需數量都能存儲在制造單元中。非在線物料,是指在兩個或多個制造單元使用,無法全部存儲在唯一制造單元內的物料[2]。
3.2 物料超市的設計
3.2.1 超市貨架庫位編碼
為了快速定位物料位置,我們對物料超市的貨架進行庫位編碼。編碼原則如下:
1)物料架編號:為方便增加和減少料號,物料架編號分別從A和Z開始,由兩邊向中間標號;2)物料架上的物料編號:物料架編號 - 層數 - 每層物料位置。
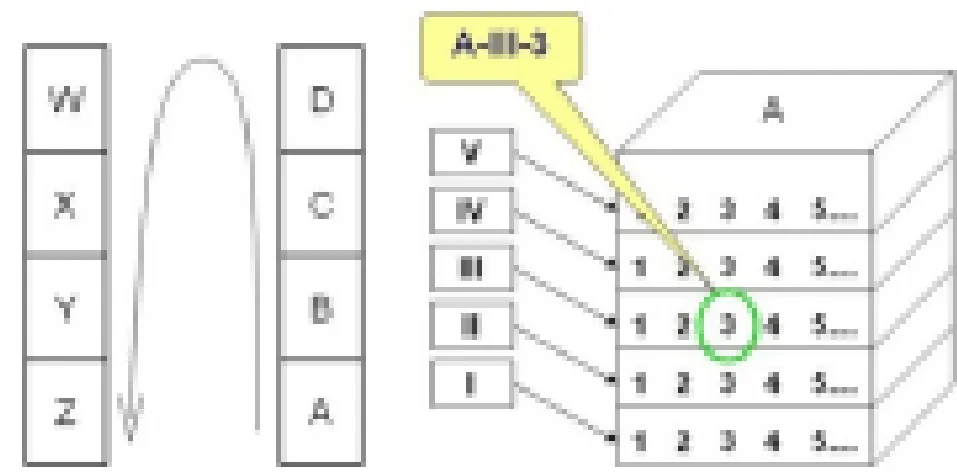
圖1 物料架上的物料編號
3.2.2 物料超市的庫位圖
根據超市貨架庫位編碼和生產線布局圖,可得出庫位圖。庫位圖作為目視化管理工具,用來標明Cell內部的物料所在的貨架位置。
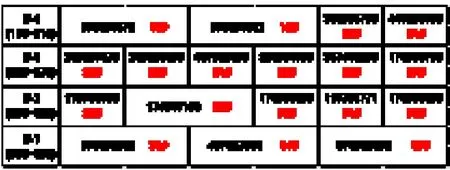
圖2 物料超市庫位圖
3.3 看板
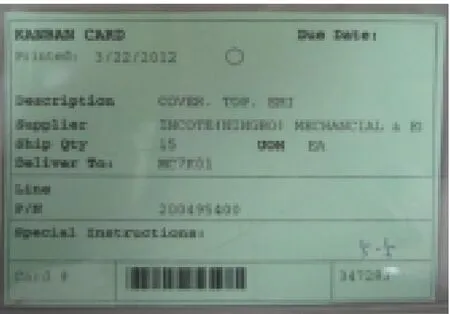
圖3 采購卡
看板,是拉動系統中啟動上游生產工序或搬運在制品到下游工序的信號工具[2]。看板在生產運作中都有兩個功能,即指示生產工序制造產品和指示物料員搬運產品。前一種稱為生產看板,后一種稱為運輸看板。
生產看板即制造看板,用于廠內自制品的生產信號,會觸發上游工序的生產。
運輸看板包括采購卡、運輸卡和突發卡三類,三種看板卡用不同的顏色進行區分。具體如下:
1)采購卡:指觸發供應商供料的常規記錄卡。采購卡把工廠內所需要的產品類型、數量告訴上游供應商,供應商按照之前約定的正常交期將產品送達工廠;
2)運輸卡:此卡用于從一個物料堆放區域取出物料,補充到另外一個物料堆放區域;
圖4 黃卡(Cell卡) 粉卡(非Cell卡)
3)突發卡:指不同于常規看板卡的臨時性用卡,僅專門用于臨時替代附加的看板卡。此卡為一次性用卡,用完便銷毀。
需要注意的是,有時供應商最小供貨量會大于工廠設置的看板數量,我們將以最小批量進貨,將超出看板卡數量的過量物料,存放于倉庫或者使用點的存儲物料區域。
3.4 雙箱系統在生產線的運作流程
我們對超市中的物料嚴格設定兩個容器進行放置。每個容器都配有一張運輸看板,當第一箱中的物料用完時,作業員將物料箱和運輸卡放至空物料盒區域,發出補貨信號。水蜘蛛上料,并取走空物料盒和運輸卡,至倉庫拿取物料。在作業員將第二箱物料用盡之前,水蜘蛛完成補料作業。
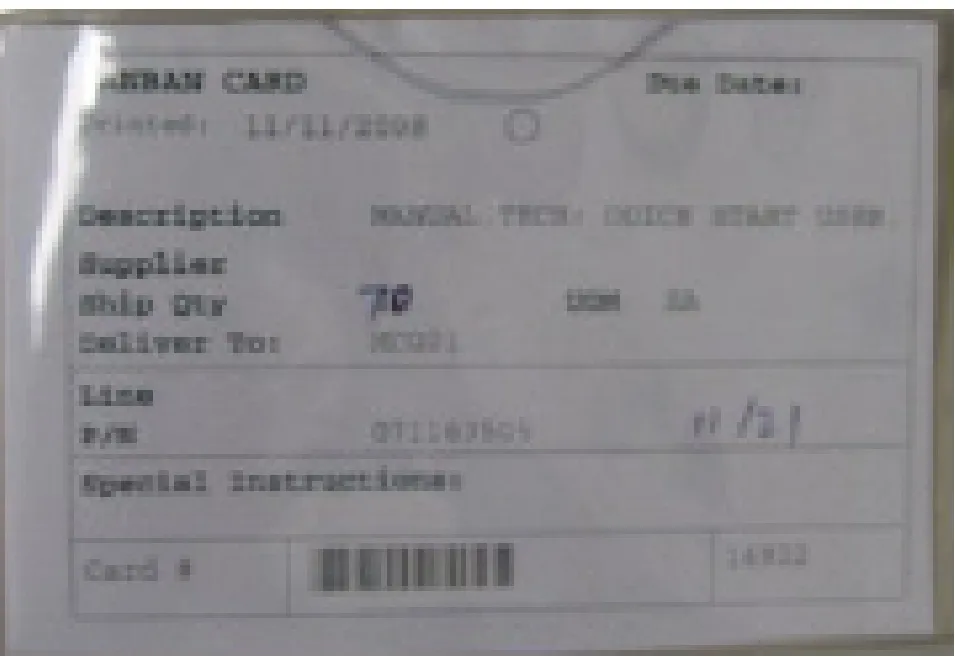
圖5 突發卡
4 結論
在實際生產中,大多數時候不可能完全實現一件流和拉動系統,對這部分通過建立離線的物料超市,可以協助支持及時生產,并減少浪費。同時,在物料管理中我們引進雙箱系統的補料超市,將生產線的物料管理從傳統的推擠系統轉換為物料拉引系統,有效的管理和控制庫存水平。
[1]陳春鋒,姚冠新.經濟訂貨批量研究,工業工程,2005,8(1):41-44.
[2]Company training material: SOP-QCM1102.
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
汽車零部件(2014年11期)2014-09-18 11:57:16