淺析鍍膜機結構原理及檢漏技巧
2012-03-10 01:17:50皇明太陽能股份有限公司肖成珍劉培先
太陽能 2012年11期
皇明太陽能股份有限公司 ■ 肖成珍 劉培先
一 真空鍍膜機的構成及原理
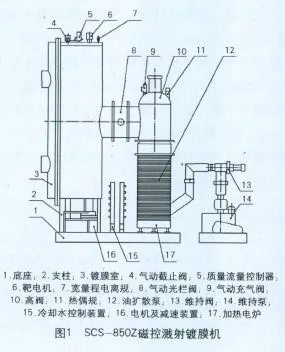
真空鍍膜機由3部分組成(見圖1):抽真空系統、電氣系統及鍍膜室,其中抽真空系統包括機械泵和油擴散泵兩部分。
1機械泵(前級泵)
機械泵構造如圖2所示,工作原理可用圖3的4個過程來示意描述。當轉子逆時針轉動時,由進氣口進入轉子與定子之間的部分空間(圖3b中的體積A)的氣體分子將被刮片分割和壓縮,直到壓強增大到可以頂開出氣口的氣閥而被排出泵外。隨著時間的延續,被抽容器中的壓強將逐漸減小,此種機械泵的抽真空極限為1.33×10?1Pa。抽速與轉速及體積A的大小有關,一般每秒幾升左右,對于2X-2型旋片真空泵,泵軸轉速為450r/min,抽氣速率為2L/s。
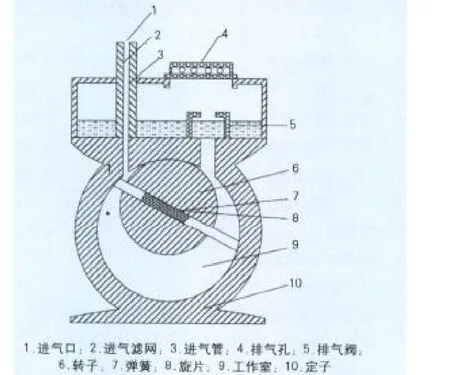
圖2 旋片式機械泵的結構
2油擴散泵(次級泵)
油擴散泵構造如圖4所示,其原理是利用高速定向運動的油蒸氣使氣體分子獲得定向移動的動能。
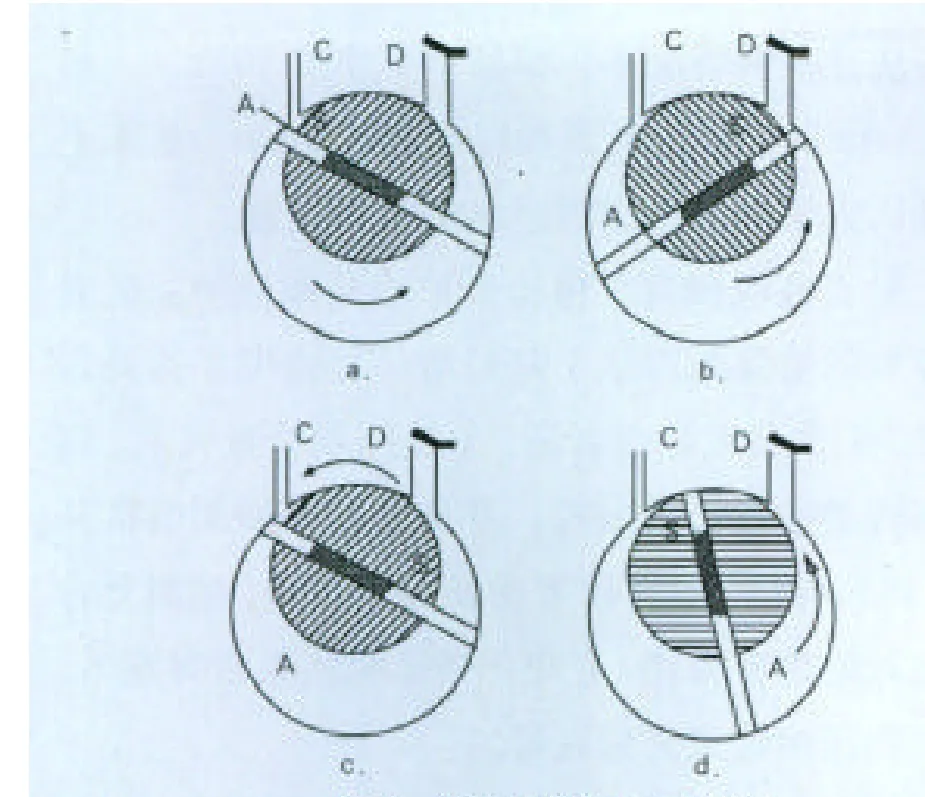
圖3 機械工作過程示意圖
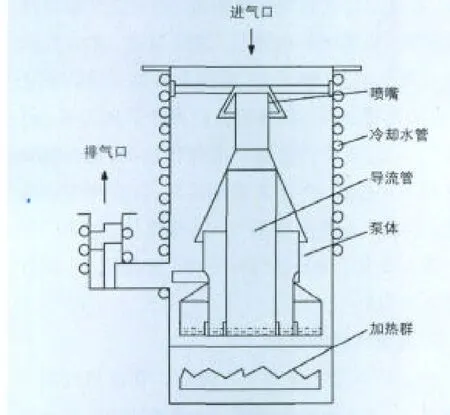
圖4 油擴散泵的結構
3真空室(鍍膜室)
鍍膜室室體采用前開門、立式圓筒形鋼板結構。在室內,頂部中央均勻安裝3個圓柱形磁控旋轉靶為陰極,圓筒室壁接地為陽極。靶及鍍膜室構成一個同軸圓柱型磁控濺射系統,如圖5所示。
在室頂部及靶中心水平安裝一個制有“V”形滾珠導軌的固定內齒圈,作為工件架公轉盤的支撐軌道。公轉盤也是一個內齒圈,直流控制電機減速后通過皮帶輪與旋轉密封軸相連,旋轉密封軸上端的動力小齒輪與公轉盤嚙合。在公轉盤的一個同心軸上,均勻分布著30根自轉軸,自轉軸下端的小齒輪與固定內齒圈嚙合,每根自轉軸上端套裝一個被鍍工件,電機的動力通過旋轉密封軸傳入真空室。小齒輪傳動公轉盤轉動,并帶動自轉軸公轉,自轉軸小齒輪與支撐軌道的固定內齒圈嚙合而做自轉運動,且自轉轉速是公轉轉速的16倍。
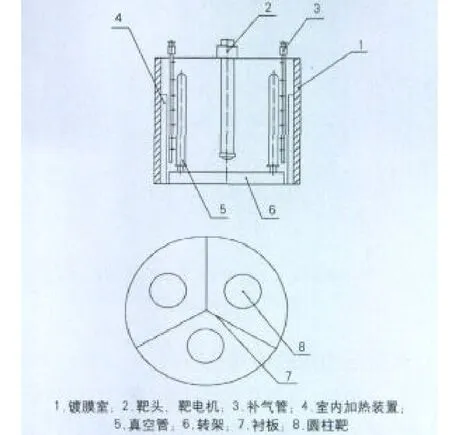
圖5 鍍膜室結構
4復合真空計
復合真空計由熱電偶真空計(圖6)和電離真空計(圖7)組成。熱電偶真空計是利用在低壓強環境中氣體的熱傳導與壓強有關的原理制成。電離真空計是利用氣體電離時產生的離子流與壓強有關的原理制成。
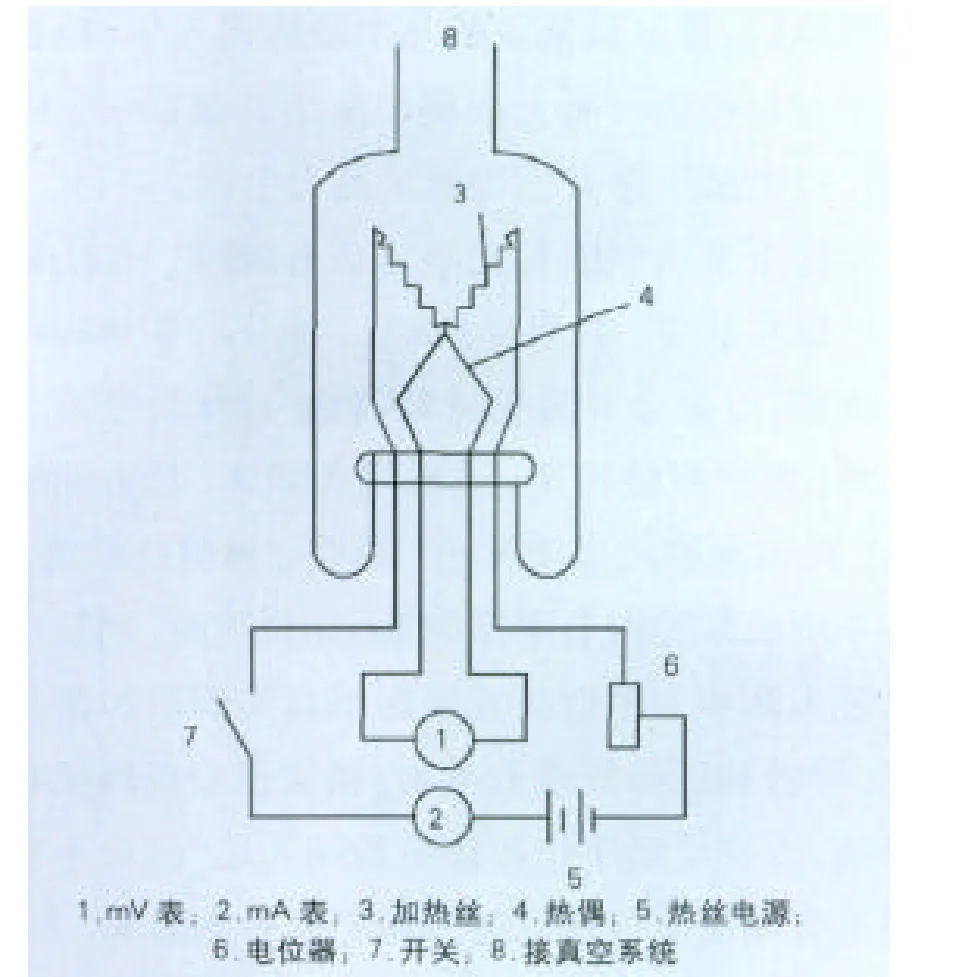
圖6 熱偶計真空結構
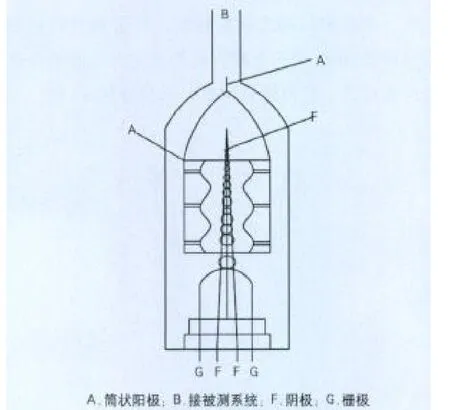
圖7 電離真空計結構
二 真空鍍膜機的檢漏技巧
綜上所述,設備真空閥門多,在生產過程中,抽速慢是最常見、最典型的設備故障,原因包括泵工作不良、系統放氣、系統漏氣。其中絕大多數是由于存在漏點造成的,需要從漏氣區域的快速判斷、排查真空機組(光欄閥處加盲板)、真空室檢漏3方面入手進行漏點的確定,以期順利解決問題,正常生產,保證產品加工質量。
1漏氣區域的快速判斷
一臺正在使用的SCS-850Z鍍膜機出現抽速慢的現象后,應從最常見的幾個故障點入手,檢查門封條有無損傷、有無雜質和灰塵,如存在上述問題,應擦拭干凈并均勻涂抹高真空脂。
接下來再判斷前級泵是否有故障,方法是觀察機械泵油窗,看油位、油色。油位應在油標線偏上位置,過高會導致機械泵噴油;過低會影響潤滑效果,影響系統抽速,造成設備損壞。檢查油的顏色,機械泵油應呈淡黃色、透明,如顏色發黑,則是雜質或泵腔內有磨損現象;如油泛白,則是冷卻水混入油中。油變質直接影響泵的潤滑和密封效果,導致抽速降低或抽不動。接著再檢查機械泵電磁閥,方法是兩手指按住電磁閥的進氣口,手感覺到進氣則說明該閥已壞,需更換新電磁閥。
測預抽時間是判斷機械泵能力最可靠、快捷的方法。正常情況下,預抽至真空度10Pa,一般在3~4min之間,如預抽時間超過5min,基本上可以認定是機械泵原因造成整機抽速慢。
檢查完機械泵,再檢查擴散泵和電爐。先看電控柜的爐溫是否呈下降趨勢,檢查電爐絲是否完好,爐盤高度是否合適。上述問題檢查完后,再檢查轉架主軸是否漏氣,方法是打開轉架電機開關,旋轉電位器,使轉架反復開停幾次,觀察復合真空計是否有變化,有變化則證明轉架密封漏氣,反之則證明轉架密封良好。
檢查光欄閥,辦法是關閉2~3s,再反復開關幾次,看復合計真空度變化情況,如真空度能很快恢復原值,證明光欄閥密封完好,反之,則光欄閥密封有漏氣地方。接下來,再檢查真空室頂的截止閥,方法是把氮氣、氬氣流量計置于關閉位置,打開氬氣開關,看復合計真空度變化情況,是否很快恢復到原來位置,再連續重復幾次,如真空度連續變化,則說明截止閥處漏氣,需要修復。如第一次真空度有變化,再開氬氣開關時,無變化了,則證明截止閥完好。
2真空系統的排查
快速檢查完上述幾個方面后,在沒找到漏點的情況下,進入下一個步驟——丙酮檢漏。把真空度抽至1.0×10?2Pa以上,注射器內吸滿丙酮后,用丙酮依次對觀察窗玻璃、觀察窗擋板軸、門封條進行檢漏。檢漏時,把丙酮噴注到各個密封點上,觀察真空計有無變化,這時真空度上升或下降都說明該部位漏氣。檢漏時應注意先檢動密封,再檢靜密封。前面檢完后,再檢查光欄閥軸、熱偶計密封點、電離計密封點、截止閥密封點以及靜密封點。如仍確定不了漏點,則應逐步分級排查,在機械泵正常的情況下,當機立斷,在鍍膜機光欄閥處打開連接螺絲,加盲板。對高閥后部分抽高真空4h,抽到極限級10?4Pa后,測漏率,從10?4Pa數量級降到1.0×10?2Pa,用時大于12s正常,低于12s則說明有漏點。一般情況下,前級閥軸密封、預抽閥周密封以及高閥密封均因動作頻繁,很容易 使密封圈磨損而造成漏氣。以上判定后,應檢查真空室,辨別是靶漏氣,還是支桿、襯板、轉架放氣。方法是依次拆下支桿、鋁靶(銅靶、不銹鋼靶)、轉架、襯板,拆完后把靶座處用盲板封好,把高閥處的膜片、油污清洗干凈,排除放氣,關真空室門,測抽速,抽至5.0×10?4Pa用時小于15min屬于正常。將轉架、支桿裝入真空室,測抽速,一般抽氣時間比空爐時多用2~3min。如裝入轉架、支桿后的抽氣時間比空爐時多用5min以上,便可確定轉架與支桿等放氣,需要徹底清理。在排除以上問題后,如抽速仍慢,則應拆靶檢查各處密封件,尤其是靶座及其密封。
3真空放氣
有人質疑放氣性對抽速是否如此大的影響,但事實確是如此。在實際生產使用中有一臺鍍膜機抽速越來越慢,產能明顯降低,在排查各漏點后沒發現問題,進行空爐測抽至5.0×10?3Pa ,用時13min,抽速正常;待把轉架裝入,再抽試至5.0×10?3Pa ,用時28min,差異之大令人難以置信。于是對轉架進行徹底清理,拆卸自轉軸承,用丙酮清洗晾干,裝入再試,測抽速僅為15.3min,抽速正常。裝配完好,正常投入生產。
三 結論
掌握鍍膜機的構造原理及檢漏方法技巧,對鍍膜機的維護和延長使用壽命,提高生產效率,保證產品質量都至關重要。
[1] 郭凱敏.真空鍍膜機的原理及維護[J]. 陰山學刊, 2007, 21(4): 44-46.
[2] 達道安.真空設計手冊(第3版)[M].北京: 國防工業出版社, 2004.
[3] 徐成海.真空工程技術[M]. 北京: 化學工業出版社, 2006.
[4] 戴樂山, 戴道宣. 近代物理實驗[M] .上海: 復旦大學出版社, 1995.