調心滾子軸承內圈滾道位置樣板的簡化設計
2012-03-30 08:04:58肖國偉段緒寬劉英學
哈爾濱軸承 2012年1期
關鍵詞:測量
肖國偉 ,段緒寬 ,劉英學
(1.哈爾濱軸承集團公司 福利工廠,黑龍江 哈爾濱 150036;2.哈爾濱軸承集團公司 精密軸承制造分公司,黑龍江 哈爾濱 150036;3.中航工業哈爾濱軸承有限公司 研發中心,黑龍江 哈爾濱 150036)
1 前言
調心滾子軸承內圈滾道的車加工兩滾道位置的控制,是車加工完一側滾道,用滾道位置樣板檢查單側滾道的位置合格后,翻幅車削另一側滾道,也用同一方法檢查其位置,可見滾道位置樣板的精度是影響滾道位置的加工精度和檢測判斷的關鍵。現有樣板尺寸標注和采用的參數有不合理之處,也使計算公式比較繁瑣,需要進行改進。
2 車工滾道位置樣板的設計和使用
車加工內滾道位置樣板是用來檢測內圈的單滾道的形狀位置的樣板,車加工工藝要求的滾道形狀位置相關的基本尺寸有:R、di、K±Δ、T、α、a、b,尺寸標注如圖1 所示。圖中:R—滾道公稱曲率半徑,
di—測量點處滾道直徑尺寸,
K±Δ—滾道尺寸測量點的位置范圍,
K—工藝圖標住的滾道直徑尺寸測量點到端面的距離,
Δ—測量點位置允許誤差,
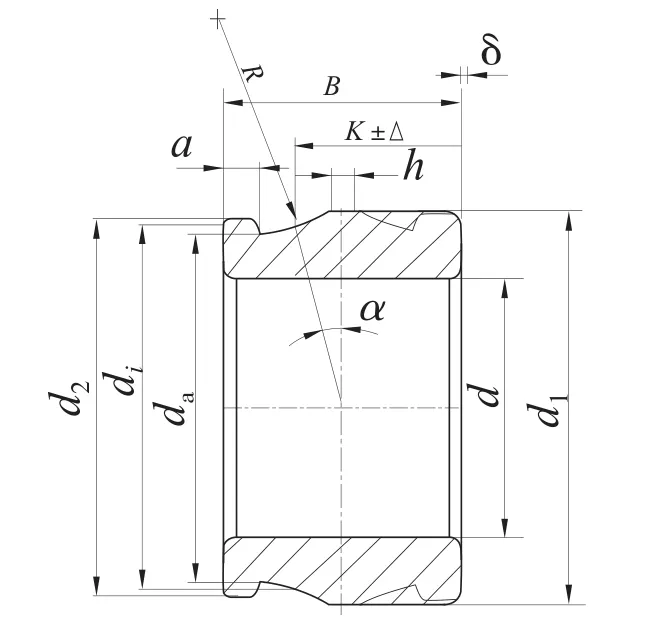
圖1 車加工內滾道單側位置圖
T—兩滾道R中心公稱距離,
α—成品規定的接觸角,
a—擋邊寬度,
h—中擋邊(內外徑d1)的寬度。
滾道位置樣板對滾道位置的測量方法如圖2所示,即用樣板的基面靠緊內圈一側端面,用樣板的弧形部分檢測另一側弧形滾道的位置。滾道位置樣板測量的是滾道的弧形母線相對測量基準端面的位置,它實際反映的是滾道R中心與樣板弧形部分的曲率半徑R中心相對位置。
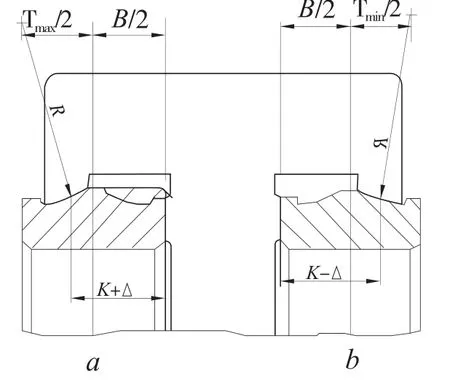
圖2 滾道位置樣板測量示意圖
在檢查時判斷方法是:滾道R與滾道位置樣板大范的R相比較內側有間隙或吻合(圖2 左側所示),滾道R與樣板小范的R相比較外側有間隙或吻合(圖2 右側所示),認為滾道R的位置合格。如果滾道R與樣板大范的R相比較外側有間隙或滾道R與滾道位置樣板小范的R相比較內側有間隙則認為滾道位置不合格。
3 現有滾道位置樣板的尺寸標注和計算方法
現有滾道位置樣板的尺寸標注如圖3a所示,滾道位置樣板的設計是根據車加工工藝圖給出的如圖1 所示各尺寸參數進行的,根據測量原理繪制出幾何圖形,輸入有關數據進行計算和尺寸標注。現有樣板R弧形部分位置的標注是標注在弧形上一點處,其大范位置b=K+Δ(圖2 左側);小范位置M=K-Δ(圖2 右側),每個產品型號的滾道位置樣板需設計的尺寸及計算公式如下:
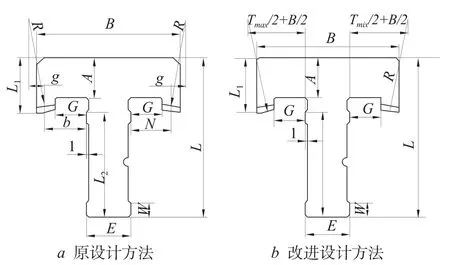
圖3 滾道位置樣板兩種設計方法對比圖
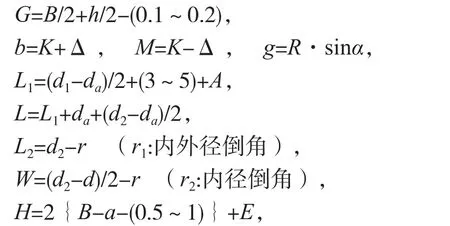
式中:A、E為常數通常取20~30mm,da=d1-2〔{R2-(a+δ)2}1/2-{R2-(B/2-h/2+δ)2}1/2〕,δ=(T-B)/2。
4 現有標注和計算方法存在的缺陷
(1)滾道位置樣板的尺寸標注完全依照車加工工藝圖標注的尺寸制定,其中M、b的尺寸是依照K±Δ確定,而K的尺寸是依據產品圖規定的接觸點的延伸位置(沿接觸角方向)制定的,該尺寸標注的是虛設點對端面的距離,是車加工時作為測量滾道直徑尺寸的測點的位置,與滾道形狀和位置無直接關系,M、b的尺寸增加了尺寸計算和標注。
(2)滾道位置樣板測量的是滾道的弧形母線相對端面的位置,是將樣板靠緊一側端面后檢測樣板的弧形部與滾道弧形母線的吻合程度(見圖2),在檢查滾道時M、b點的位置是無法確定的點。
(3)在樣板的制作和檢查時M、b點的位置也是無法確定的點,需另行計算樣板弧形的曲率半徑中心相對定位基準的位置,才能制作樣板弧形部分。
5 改進方法
滾道位置樣板改進的尺寸計算和標注方法如圖3b所示,對不同產品型號的樣板需標注的尺寸如下:G、L、L1、L2、W、H、R、Tmin、Tmax。
其中G、L、L1、L2、W、H的計算同上,對樣板弧形部分位置,小范側采用滾道半徑R中心距離測量基準面的最小允許值Tmin/2+B/2;大范側的弧形部分位置,采用滾道半徑R中心距離測量基準端面最大允許值Tmax/2+B/2。
6 改進后的優點
(1)取消樣板弧形上的虛點M、b、g的尺寸標注和計算,用樣板弧形半徑R中心相對測量基準端面位置的標注代替,可更準確定地確定滾道位置樣板弧形部分的位置,符合滾道位置樣板制作要求。
(2)現有機床加工滾道時要調整和控制的主要尺寸是滾道半徑R母線及其中心位置和滾道直徑尺寸,滾道位置樣板要檢查的是滾道半徑R與樣板弧形部分的吻合程度。改進后的樣板設計和尺寸標注方法符合對滾道檢測的要求。
(3)減少了3個計算和3個虛設點的尺寸標注,使得樣板的設計計算直觀簡便。
7 結束語
從上述對比中可見,在對調心滾子軸承車加工用滾道位置樣板的設計,最好不要選擇工藝圖中的虛設點,而選擇與滾道弧形位置及滾道位置樣板的形狀和制作有關的尺寸進行標注,如圖3b 所示,可使樣板的設計計算、制作和使用直觀簡便。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00