機械自動變速器換擋沖擊對策研究
2012-04-16 07:42:08劉成武劉珂路佘建強
汽車科技 2012年3期
劉成武,劉珂路,佘建強
(1.湖北汽車工業學院 汽車工程系,十堰 442002;2.東風汽車公司 技術中心,武漢 430056)
電控機械式自動變速器 (Automatic Mechanical Transmission,)是在原有齒輪式機械變速器的基礎上加裝自動操縱系統,代替由駕駛員完成的離合器控制、變速器選擋、掛擋以及發動機轉速同步調整等操作,最終實現起步及換擋過程的自動化。由于保持了原有的齒輪傳動結構,所以傳動效率高、油耗低、機構緊湊、工作可靠等優點被很好的繼承下來,與液力自動變速器相比,又具有成本低、生產繼承性好、安裝方便等優勢,因此,在滿足重型車的動力傳遞要求方面,更具發展優勢。各國都將電控機械自動變速器作為發展重點[1]。
AMT系統同樣利用同步器進行換擋,換擋時需要通過離合器切斷與發動機的動力傳遞,因此,換擋過程越長,將嚴重影響汽車動力性,但換擋時間過短,又將導致“不同步換擋”而產生沖擊,影響平順性。如何解決好這一矛盾,是AMT的關鍵技術之一。
所謂“不同步換擋”,是指在換擋過程,當前擋位與目標擋位的待嚙合齒輪未達到轉速一致時即掛入目標擋,從而造成“換擋沖擊”的現象。相關實驗表明該現象也會造成同步器的早期損壞。本文通過詳細的換擋過程分析,找到了同步器在換擋過程中“不同步換擋”的原因,提出了換擋力的控制方法,以解決所造成的沖擊問題。
1 不同步換擋沖擊產生機理
變速器在掛擋過程中,必須使所選擋位的待嚙合齒輪與輸出軸轉速同步,即齒輪的圓周速度相等,才能使之無沖擊地進入嚙合而掛上擋。如果在兩者間存在轉速差強行掛擋,勢必發生沖擊和噪聲,甚至導致齒輪損傷。同步器在減小沖擊、改善換擋平順性方面,起到了突出的作用,它是在結合套換擋機構的基礎上發展起來的,有常壓式、慣性式、自行增力式等種類,目前廣泛應用的是慣性式同步器。其工作過程如圖1所示[2],可以將掛擋過程分為3個階段:
空擋階段:如圖 1(a)、(b)所示,滑塊在撥叉軸和撥叉的施加的換擋作用力下向左推動結合套,結合套通過定位銷帶動同步環左移動,消除間隙后同步環與待嚙合齒輪的齒圈接觸。
同步階段:同步環與待嚙合齒輪的齒圈接觸促使同步環沿旋轉方向偏轉一定角度,使結合套及同步環的花鍵齒的齒尖錐面相頂。此時,滑塊繼續向左推結合套,一旦壓緊同步環與齒圈,則可利用同步環與齒圈錐面之間產生的摩擦力矩T來減少兩者之間的轉速差,直至兩者轉速相等時為止。在兩者同步之前,結合套及同步環的花鍵齒的齒尖錐面相頂,換擋作用力在錐面上的切向分力形成了撥環力矩M,試圖將同步環相對于結合套向后退轉以便嚙合,但在沒有同步之前,M總是小于T,即使接合套作用在同步環上的作用力非常大,同步環也會阻止結合套繼續往左移動,不能與齒圈接合。
進擋階段:如圖1(d)所示,同步環與齒圈同步,同步環的鎖止作用消失,此時結合套的齒尖與齒圈的齒尖抵觸產生的撥環力矩,使齒圈相對于結合套轉動,實現齒圈與接合套的接合,直至結合套的端面與齒輪的端面相接觸而限位,完成掛擋的全過程。
在上述換擋同步階段,同步環與結合齒圈錐面產生的同步摩擦力矩T的大小與錐面摩擦系數μ、作用在摩擦錐面上的軸向分力F、摩擦錐面的平均直徑d和錐面角α相關,其大小為[3]:
而撥環力矩M與結合套及同步環的花鍵齒的齒尖錐面上的切向分力和齒面摩擦系數μ′相關。
通過合理選擇同步器花鍵齒的鎖止角和摩擦錐面的錐角,可以確保同步環與結合齒圈錐面壓緊后,產生的同步摩擦力矩T總是大于撥環力矩M。但在同步環和結合齒圈錐面沒有完全壓緊前(圖1a),若換擋力過大,將導致結合套移動速度過快,同步環沒有產生足夠的同步摩擦力矩T,就在撥環力矩作用下稍作轉動,結合套從而直接越過同步環與目標擋齒圈結合(圖1c),造成未同步即與結合齒圈嚙合而造成打齒現象,即出現了前述的“不同步換擋沖擊”。
變速器換擋過程中,可將離合器、變速器輸入軸至目標擋齒輪等看作動力輸入端,將同步器和輸出軸至驅動輪部分看作動力輸出端。在輸入端轉動慣量大的車輛上(比如混合動力汽車,其輸入端往往連接動力電機,使轉動慣量增大),換擋時需要更大的換擋桿推力,才能產生足夠的同步力矩,縮短換擋同步時間。換擋力的增大,使得“不同步換擋”現象更容易出現。
換擋力的增加,對同步環與齒圈的性能也提出更高要求,其在短時間內同步摩擦將產生大量的熱量,達到一定溫度時,會導致同步環的燒蝕,同時大的換擋力也會增加摩擦件的磨損,甚至撥叉的彎曲變形;同步器過度磨損,也是造成出現“不同步嚙合”的原因之一。當過度磨損,造成同步環錐面形成臺階,使得接觸面積減小而降低同步力矩,當其小于撥環力矩時,導致“不同步嚙合”。
綜上所述,換擋力過大,是導致換擋沖擊的最終原因。故如何選擇并實現換擋力的合理控制,是有效避免換擋沖擊,兼顧換擋時動力性的關鍵因素。
2 掛擋過程中最佳換擋力的確定
根據前述掛擋過程分析,換擋時保持一個固定不變的過大換擋力不可避免會產生沖擊,理想情況下,應在不同階段隨結合套位移調整換擋力大小。
空擋階段主要消除結合齒圈與同步環的間隙,可施加大力矩快速完成,有利于縮短掛擋時間。
同步階段時換擋力矩應變化,當結合套與同步環接觸時,應適當減小換擋力矩,確保鎖環被目標擋齒圈帶動使其正常鎖止,這是避免不同步嚙合,充分發揮同步器的關鍵。鎖止后再適當增加力矩,以使其迅速同步。
鑒于現有AMT是基于原機械變速器直接改裝的,其最大換擋力不應超過原變速器手動換擋力的最大值,以避免同步器早期損壞。具體值的確定應根據試驗,綜合考慮換擋時間與沖擊度來確定。
進擋階段中接合套與齒圈已經同步,只需要繼續將接合套往前推動,就可以實現接合套與齒圈的接合。但力矩應在結合套到位前及時減小,避免接合套的端面與齒輪的端面相接觸而限位導致振動。具體換擋力變化過程如圖2所示。
換擋動作結束后,撥叉及撥叉軸在自鎖裝置的作用下保持相應正確位置,撥叉靜止不動,同步器則隨同齒輪高速旋轉。此時應注意將換擋力矩完全撤除。對于電控電動換擋機構一般采用減速電機,其減速機構具有自鎖作用的特殊性,如換擋結束后即使準確控制電機停止,雖然電機不再施加力矩,但其減速器自鎖作用仍將導致滑塊與結合套接觸面壓緊而無法將力矩完全消除,增加滑塊的磨損,故應采取措施予以避免。
3 掛擋力控制策略
針對電控電動AMT操縱機構,其換擋力矩可根據結合套位移調節換擋電機PWM的方式實現,通過換擋位置傳感器檢測掛擋過程中結合套的實際位移,并結合掛擋過程中電流的變化判斷同步器的3個階段。調節電機在同步階段工作時的占空比,來實現掛擋力的精確控制,換擋結束后,以極小的力矩反向微量移動,達到完全撤銷壓力的目的。圖3為換擋過程的控制流程圖。
通過實驗檢測換擋電機PWM與其輸出力矩關系如圖4所示,掛擋力值隨著占空比的變化線性度較好。根據這一特點,結合同步器的設計工作壓力,可以選擇合適的占空比來控制電機,保證換擋力的調節。在換擋結束后,也可實現反向的微量移動,徹底消除換擋力矩且不造成嚙合狀態的改變。
4 掛擋過程控制試驗結果分析
基于試驗樣車,針對改進的掛擋過程控制策略進行了實車行駛試驗,并與原固定大換擋力的試驗數據進行了比對,其中典型的試驗數據見表1。
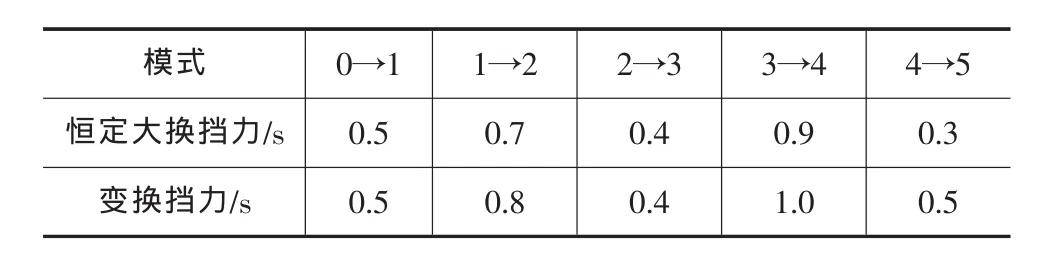
表1 不同換擋力矩下的升擋時間
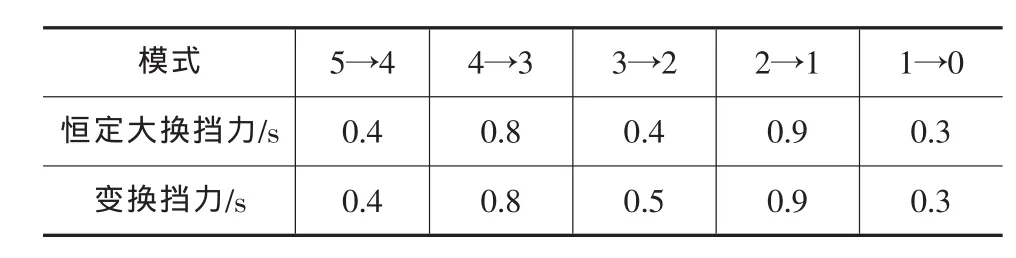
表2 不同換擋力矩下的減擋時間
試驗結果說明采用掛擋力控制的新策略后,掛擋時間并未受太大影響。
實車試驗過程中,按照新換擋策略換擋造成的車輛振動和沖擊消除,臺架試驗時換擋噪聲和振動也明顯改善,其效果顯著。
由于換擋力得到控制,掛擋沖擊減小,必然減小同步器工作的負荷,延長同步器的使用壽命,減小滑塊等摩擦件的磨損量。由于新策略增加了換擋結束的撤力控制,對比原固定大換擋力換擋策略,相同行駛里程下的滑塊磨損情況見表3,磨損量明顯減小。

表3 滑塊磨損量對比
5 結論
(1)通過對機械變速器換擋過程的理論分析,得出了造成換擋沖擊的原因:換擋同步階段的換擋力是關鍵,換擋力過大將造成不同步嚙合產生沖擊;同時指出換擋力過大將造成同步器過度磨損,也易出現不同步嚙合產生沖擊。
(2)通過分析得出換擋過程中,換擋力隨結合套位移合理的變化趨勢。
(3)結合電控電動AMT換擋操縱機構提出了可行的控制方案,并進行了實車驗證。試驗表明,該方法能有效避免換擋過程中的沖擊,并減小同步器磨損。
[1]何忠波,白鴻柏.AMT技術的發展現狀與展望 [J].農業機械學報,2007,38(5).
[2]陳家瑞.汽車構造[M].北京:機械工業出版社,2008.
[3]高維山.變速器設計[M].北京:人民交通出版社,1995.
[4]何忠波,白鴻柏,張培林 等.提高AMT車輛換擋品質控制策略與試驗研究[J].汽車工程,2006,28(9):839-843.