高速線材精軋機組濁環冷卻水系統改造
2012-04-29 00:44:03段立娟陳金兵
中國高新技術企業 2012年10期
段立娟 陳金兵
摘要:循環冷卻水在生產過程中起著至關重要的作用,高速線材精軋機組濁環冷卻水可以把軋輥從軋件處獲得的熱量帶走,防止輥環炸裂。高速線材正常軋制過程中,因冷卻水壓力偏低,水質較差等原因造成輥環炸裂、輥環表面出現麻面凹面等問題,通過對精軋冷卻水系統的改造,輥環炸裂現象得到有效控制,大大降低了輥環消耗。
關鍵詞:高速線材;精軋機組;濁環冷卻水系統改造
中圖分類號:TG333 文獻標識碼:A 文章編號:1009-2374(2012)15-0038-02年產50萬噸的高速線材生產線主要產品規格為:圓鋼的ф5.5~ф14mm光面線材,生產鋼種為碳素結構鋼、優質碳素結構鋼、低合金鋼、合金結構鋼等,成品均為一火成材。高速線材生產工藝為加熱、軋制、控制冷卻及成品收集等工序,整個軋制工藝全部采用連續化自動控制。
1精軋機冷卻系統
精軋機前后設有穿水冷卻裝置,需要穿水冷卻的軋件,根據軋制的鋼種、規格和速度,進行不同水量的冷卻,以獲得良好的金相組織和機械性能。在精軋機前后設有穿水冷卻裝置,精軋機前水冷線長23424mm,1個水箱,精軋后水冷線長59940mm,4個水箱,水箱長度6030mm,水冷線上裝有水冷噴嘴和壓縮空氣噴嘴。水箱數及每個水箱的冷卻噴嘴數來控制精軋入口處軋件溫度及線材吐絲溫度。
1.1精軋機冷卻系統問題
在生產過程中精軋機組一個月內連續出現了輥環炸裂、輥環表面出現麻面凹面現象,造成了輥環消耗量大,成本增加的問題。輥環炸裂原因有多種情況:一是輥環材質達不到使用要求。精軋機所用輥環材質是高鈷碳化鎢輥環,此種輥環優點:耐酸,對于冷卻水pH值要求要低,可以中性水質也可以是弱堿性水質。二是冷卻水壓力低,輥環冷卻效果不好造成炸裂。高速線材正常軋制過程中,熱軋件與精軋機的軋槽表面接觸,使輥環表面溫度升高,這部分金屬要產生膨脹,而輥環深層的金屬溫度由于溫度升高不大,膨脹較小,就會對軋輥表面金屬產生壓應力;反之,當軋輥表層被冷卻水急冷后,表層金屬收縮,而深層的金屬收縮不如表面金屬大,就會對表層的金屬產生一個拉應力,這種反復交變的熱應力是造成軋輥產生熱疲勞裂紋的根本原因。三是冷卻水質差,含有雜質。水冷線上的水冷噴嘴口徑5mm,冷卻水中含有雜質會出現堵死水冷噴嘴的現象,從而導致輥環炸裂。四是輥環本身有裂紋。輥環在下線磨削過程中,沒有徹底磨平,從而導致輥環炸裂。
經過對以上各種成因的多次研究比較,精軋機冷卻水壓力低可能是造成輥環炸裂的主要原因。經過查閱資料,為減少疲勞產生的裂紋,必須用冷卻水把軋輥從軋件處獲得的熱量帶走,從而減少軋輥的溫升,減少表層金屬的熱膨脹。當軋件與軋輥表面接觸時,軋輥表層金屬可達500℃~600℃,冷卻水噴到熾熱的輥環表面,會形成一層汽膜,覆蓋其下面的軋輥表面,嚴重地影響了冷卻效果。研究表明,當冷卻水的壓力達0.5MPa以上時,蒸汽膜會被沖破,從而使冷卻效果明顯提高。一般在高線軋機的精軋機組,冷卻水的壓力宜采用的范圍為0.5~0.6MPa。精軋機組輥環及導衛冷卻用水量原設計共計350m3/h,冷卻水壓力0.5MPa左右,從現場使用情況來看冷卻水壓力偏低,因此解決精軋機組冷卻水系統問題成為生產中的重中之重。
2精軋機組冷卻水系統改造
針對輥環炸裂問題從冷卻水的兩個方面進行改造,一是提高冷卻水壓力,二是改善冷卻水的
水質。
2.1增加冷卻水壓力、流量
為提高冷卻水的流量及壓力,達到更好的冷卻效果,決定為精軋機組單獨增加一套供水系統。
供水泵組的選型。濁環冷水池內的循環水經過化學除油除污器處理、冷卻塔降溫后,可以直接用來設備冷卻,所以決定將供水泵進水管道直接安裝在冷水池內。考慮到此次改造工程是在原有的濁環冷水池中施工,既不能影響生產的正常進行,安裝進水管道時又不能破壞原濁環冷水池,因此供水泵選用了兩臺無密封自吸泵,即可直接安裝又可以保證冷卻水的壓力及流量。
原精軋機組冷卻水壓力一般在0.5MPa左右,計劃將冷卻水壓力提高至0.6MPa以上。考慮泵體及管道壓力損失供水壓力要求在0.8MPa左右,選擇自吸泵型號:0WFB-E2*2,流量400m3/h,揚程80m。
從現有循環水泵房布局來看,兩臺無密封自吸泵可以安裝在盤螺濁環水泵房內,進水管道接入濁環冷水池中。精軋機組供水管道從濁環冷水池內引出,管道架空敷設至精軋機組,回水直接流入沖渣溝內。原精軋機組冷卻水管道保留,以便檢修時
使用。
2.2提高冷卻水水質
精軋機組的冷卻對冷卻水的水質要求也很高,濁環循環冷卻水經過旋流沉淀池沉淀,能夠去除氧化鐵皮等大顆粒雜質。再經過化學除油除污器除去冷卻水中的油污,但循環水中仍含有一些細小顆粒雜質,很難達到水質要求。水冷線上的水冷噴嘴口徑5mm,經常出現氧化鐵皮堵死水冷噴嘴的現象。并且水冷裝置本身就是合金鋼件,自身生銹,這些細小的雜質會對輥環的冷卻造成很大影響。因為冷卻水中含有雜質時冷卻水壓力不穩,從而導致輥環冷卻面不均,也可能造成輥環炸裂,因此在冷卻水的供水管道中增加管道過濾器是解決以上問題的簡易方法。
考慮成本及安裝的問題,可以在供水管道上自制簡易過濾器。選用1米長一截焊管,管徑Φ273(與現場供水管道管徑相同),兩邊焊上同管徑的法蘭,過濾網使用180目的不銹鋼網制成。過濾器中間位置安裝一截與主管成60°角的水管,將過濾網卷成圓筒放進斜管道中,這樣冷卻水經過過濾器時可以將細小的雜質過濾掉以保證水質達到要求。管道過濾器在每月的定修時可以拆開清理雜質,并保證過濾器的正常使用。
3投資概算及效益
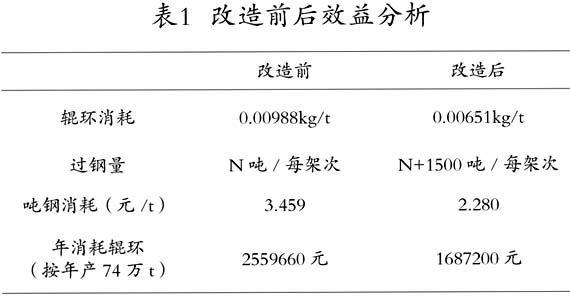
經過改造后,過鋼量超過了設計要求,輥環過鋼量增加了1500噸,且成功的消除了軋槽的麻面、凹坑、熱裂紋等現象,班中很少出現換輥現象,產量得到了保證。熱裂層很淺,大約為0.1~0.15mm。下表為輥環改造前后的效益分析。
表中設改造前過鋼量為N,輥環改造后的平均過鋼量約為1500噸。由上表可以得出每年可節約成本(2559660-1687200)=872460元。
4結語
該項改造投入使用后,輥環炸裂現象得到有效控制,大大降低了輥環消耗。輥環單槽過鋼量增加,使輥環的在線使用時間延長,從而減少了輥環更換次數,提高了作業率。同時輥環加工人員及軋鋼操作人員的工作量也隨之減少,此項改造創造了相當可觀的經濟效益。
參考文獻:
[1]喬德庸,李曼云.高速軋機線材生產[M].冶金工業出版社,2009.
作者簡介:段立娟(1980-),女,河北唐山人,日照鋼鐵有限公司棒材廠助理工程師,研究方向:給水排水;陳金兵(1982-),男,江蘇泰州人,日照鋼鐵有限公司第一煉鋼廠助理工程師,研究方向:給水排水。
(責任編輯:周加轉)
