
基于三種通訊方式的紙張恒張力卷繞系統設計
2012-05-04 08:09:36黃曉華王興成
計算機工程與設計 2012年6期
黃曉華,曹 娟,王興成
(1.南京理工大學 機械工程學院,江蘇 南京210094;2.大連海事大學信息科學技術學院,遼寧大連116026)
0 引 言
工業自動化設備存在著投資高、占地面積大、通用性差等缺陷,難以作為教學實驗使用,因此開發教學型的自動化控制系統具有一定現實意義。本文以工業自動化紙張卷繞機為設計藍本,根據教學實驗多通信方式控制的設計要求,研制出了基于Profibus-DP總線、USS串行總線、模擬量3種通訊方式的教學型紙張恒張力卷繞控制系統。
1 系統結構描述
該系統以工業自動化紙張收復卷、傳送機同步控制系統為設計藍本,包含了放卷、傳送、張力采集、收卷、PLC控制與上位機組態等模塊。各模塊之間協調運作,共同實現紙張卷繞過程中的恒張力控制。圖1是系統的結構框圖。放卷模塊由牽引輥、減速機、電機、變頻器組成,采用變頻器控制的三相電機帶動牽引輥,根據卷繞速度及張力反饋值調節牽引輥轉速。傳送模塊由傳送輥、浮動輥、糾偏輥組成,主要作用是使紙張平滑傳送并對紙張進行糾偏。張力采集模塊由張力傳感器、測量輥組成,張力傳感器安裝在測量輥與機架型材之間,測量作用于測量輥上的紙張張力,并反饋給可編程控制器(PLC)以控制牽引輥速度。收卷模塊由卷繞輥、減速機、電機、變頻器組成,采用變頻器控制的三相電機帶動收卷輥,根據設定的卷繞線速度調節卷繞輥轉速。PLC控制與上位機組態模塊是恒張力卷繞控制系統的核心,它由PLC、模擬量輸入模塊、模擬量輸出模塊、高速計數器模塊、觸摸屏等組成,主要完成系統的通訊、邏輯運算、PID控制、人機信息交互等。
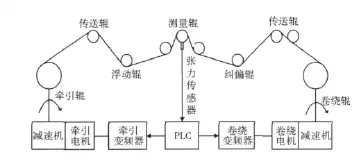
圖1 系統的結構
2 系統控制方案設計
紙張卷繞過程中需要一定的張力以確保紙張的平整性和卷繞的質量。張力是紙張彈性的表現,若控制不均勻,則會出現紙張斷裂、起皺、松邊等現象,所以需要對其進行控制,以保持其恒定。紙張張力的大小與紙張的彈性系數以及短時間內紙張的伸長量有關。紙張的彈性系數是由紙張的材質決定的,屬于常量;紙張的伸長量是短時間內牽引輥與卷繞輥的線速度差累積產生的。固而,控制好牽引輥與卷繞輥兩者的線速度差就能實現紙張的恒張力控制。該系統保持卷繞輥線速度恒定,將紙張的恒張力控制轉換為牽引輥速度的控制。圖2是該系統的控制方案流程圖。
由于卷繞時卷繞輥紙張的半徑是動態變化的,所以若要保持卷繞輥的線速度恒定就必須不斷的根據卷繞輥的瞬時半徑調整卷繞輥的瞬時理論轉速。故而系統采用高速計數模塊對編碼器的脈沖計數,根據高速計數模塊反饋的脈沖計數值計算出卷繞輥轉過的轉數和紙張的瞬時半徑,進而也就得到卷繞輥的瞬時理論轉速。以上的邏輯運算是通過PLC的程序塊實現的。PLC對卷繞變頻器控制字不斷地修正,及時將卷繞輥的瞬時理論轉速傳送給變頻器,實現卷繞輥恒線速度的控制。
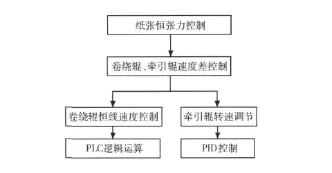
圖2 系統的控制方案流程
紙張的恒張力控制主要由PLC內部的標準位置式PID功能塊實現的。張力傳感器將測得的實際值反饋到可編程控制器中,與張力的理論設定值相比較,通過PID運算得出偏差量。PLC通過該偏差量控制牽引變頻器,實現紙張的恒張力控制。
3 系統硬件設計
德國西門子公司生產的PLC憑借其強大的功能、優越的穩定性,已在我國市場上占據了主導地位。依據該系統的需求,選用西門子公司300系列的PLC作為系統的控制器,CPU為帶集成DP口的緊湊型313C-2DP。根據西門子S7-300系統要求,選用智能化的單通道計數模塊FM350-1對編碼器的高頻信號計數,采用TP177B觸摸屏作為人機界面,并利用西門子通用變頻器MM440對交流電機調速。
從教學實驗的需求出發,本系統設計了Profibus-DP總線、USS串行總線、模擬量3種方式來實現變頻器與S7-300之間的通訊,操作人員可通過觸摸屏靈活選擇所需的通訊控制方式。觸摸屏作為DP總線的從站,與主站S7-300之間只采用Profibus-DP總線的通訊方式。基于這3種通訊方式的恒張力系統硬件結構如圖3所示。觸摸屏將紙張卷繞參數的給定值傳送給S7-300PLC,PLC根據內部邏輯運算與PID運算的結果修正變頻器控制字,并將系統運行的參數實際值反饋給觸摸屏。

圖3 系統的硬件結構
3.1 Profibus-DP通訊
在變頻器的正面安裝Profibus DP模板,通過RS485串行接口與變頻器實現Profibus通訊。Profibus-DP高速串行通訊系統是傳感器領域最優化的系統,能很好地滿足縮短系統響應時間的要求。Profibus-DP按照分布式I/O系統來操作,通過RS485串行總線把各個站點連接在一起,取代了傳統的布線方式。一個總線系統最多可以把125個站點鏈接成為一個網絡,各站點之間是開放的、透明的,且數據結構非常靈活,可以由一個主站或多個主站進行操作。選擇Profibus-DP通訊方式時,變頻器MM440需要設置的參數如表1所示。牽引變頻器、卷繞變頻器的Profibus地址分別為3,4,即P0918分別等于3,4。兩個變頻器的其它參數值相同。
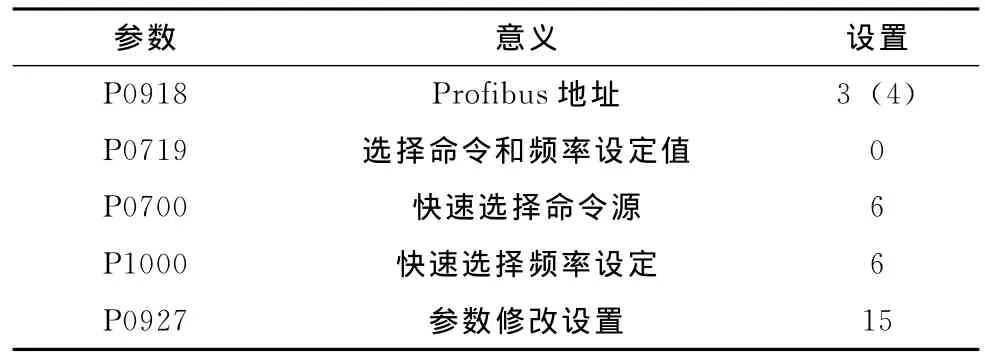
表1 DP總線通訊方式下MM440參數的設置
3.2 USS串行通訊
選用USS串行通訊方式時,因為緊湊型CPU313-2DP不自帶串行通訊接口,所以需要增加CP340串口通訊模塊。串行接口采用RS485雙線連接。通用的串行接口協議(USS)按照串行總線的主-從通訊原理來確定訪問的方法,總線上可以連接一個主站和最多31個從站。主站根據通訊報文中的地址字符來選擇要傳輸數據的從站,在主站沒有要求它進行通訊時從站本身不能首先發送數據,各個從站之間也不能直接進行信息的傳輸。選擇該通訊方式時,變頻器MM440需要設置的參數如表2所示。USS通訊方式成本相對DP總線方式較低,但是通訊速率比DP慢,能帶的從站數少,主站只能有一個,且各站點之間的靈活性不高。
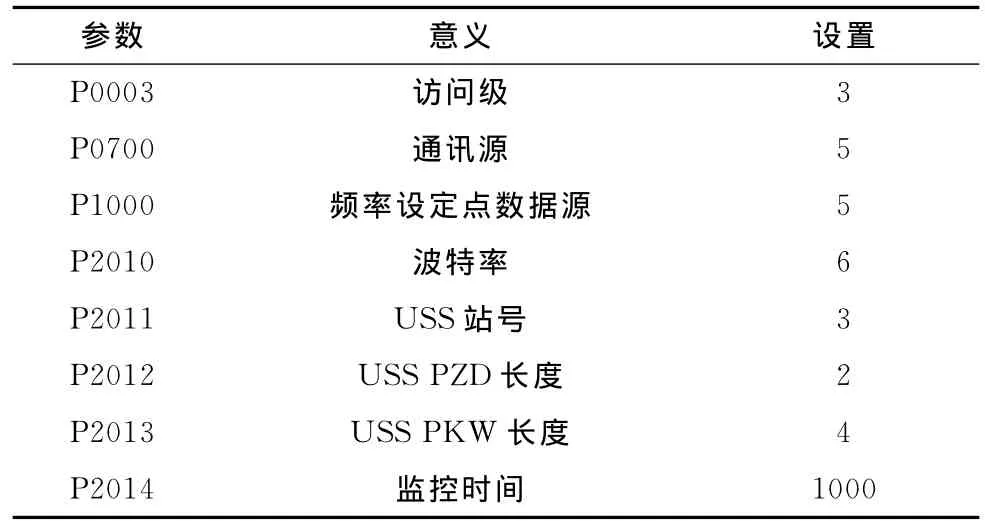
表2 USS串行通訊方式下MM440參數的設置
3.3 模擬量通訊
選擇模擬量通訊方式時,需要給緊湊型CPU313-2DP增加一個SM332模擬量輸出模塊。模擬量通訊有電壓信號與電流信號兩種調速方式。一般電壓信號比電流信號容易受干擾,優先選用電流信號。變頻器MM440的參數P0756默認值為0,即默認電壓信號對變頻器調速,所以選擇電流信號時需將P0756設定為1,并且將I/O控制板上的DIP開關設置為ON。S7-300輸出端分配給變頻器的地址如表3所示。PLC與變頻器DIN端子的接線用于實現電機的啟動、停止、反轉控制;PLC與變頻器AIN端子的接線則用于實現電機的調速控制。該通訊方式下,還需設置變頻器MM440的參數P0700=2、P1000=2,其它的參數默認即可。模擬量通訊方式成本最低,但是容易受干擾,控制精度不高。

表3 PLC對變頻器的輸出地址分配
4 系統軟件設計
采用西門子S7-300PLC的編程組態軟件Step7對系統進行軟件設計時,可分為3個部分:硬件組態、控制程序、通訊程序。
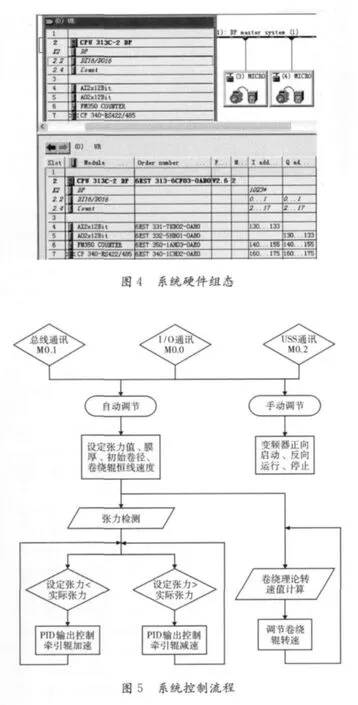
4.1 硬件組態
硬件組態是Step7軟件編程時不可或缺的一步。硬件組態就是模擬真實的PLC硬件系統,將CPU、電源、信號模塊、通訊處理器和功能模塊等設備安裝到相應的機架上,并對PLC硬件模塊的參數進行設置和修改。紙張恒張力控制系統的硬件組態如圖4所示。觸摸屏選用網絡組態,故不在硬件組態中顯示。
4.2 控制程序
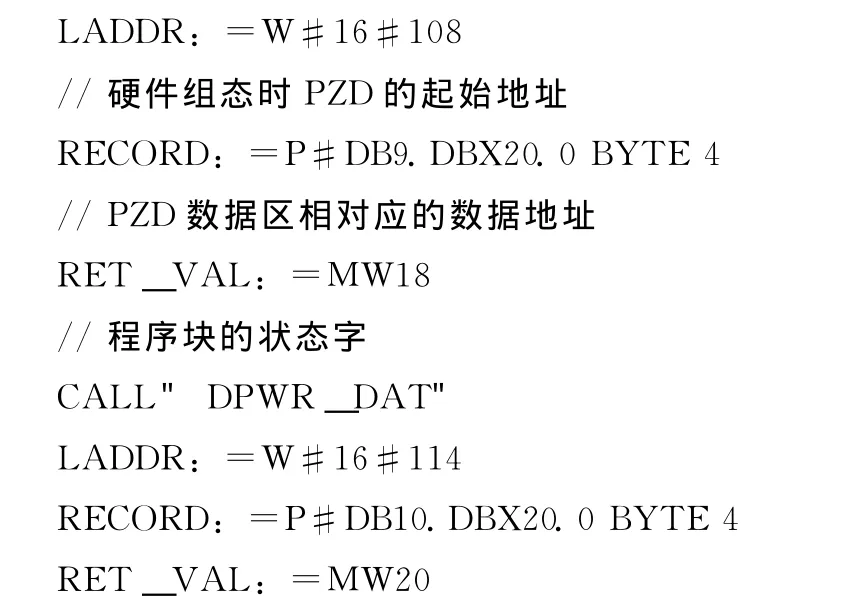
系統的控制流程如圖5所示。紙張恒張力控制系統采用結構化編程方式,根據該系統的控制流程將總任務分解為若干個小任務塊,小任務塊還可以分解成更小的任務塊,各任務塊通過編程指令完成各自的任務。這樣的編程方式在邏輯上非常清晰,方便了閱讀和調試。
在給各任務塊編程時需要編寫相應的程序防止誤操作。例如,變頻器3種通訊方式之間的互鎖功能、手動調試時牽引變頻器與卷繞變頻器之間的互鎖功能等。同時,也需要編寫相應的程序來保證紙張的卷繞質量。例如,當張力傳感器檢測的張力值波動范圍超過了張力設定值的10%時,系統會自動報警并停止運行。此時操作人員需通過手動調節方式控制牽引變頻器、卷繞變頻器以解除報警、恢復運行。
4.3 通訊程序
采用Profibus-DP通訊方式時,首先需要建立數據塊,并將數據塊中的數據地址與從站MM440中的PZD、PKW數據區相對應;然后,在程序中調用特殊功能塊SFC(”DPWR_DAT”)實現主站S7-300對從站MM440的數據寫入。系統調用程序如下:

采用USS串口通信方式時,需將硬件組態時產生的DRVUSSS7庫程序拷貝到應用程序中,并在OB100暖啟動程序中修改相應的程序,實現主站S7-300對從站 MM440的數據傳送。OB100修改后的程序如下:

5 系統人機界面設計
觸摸屏是人機界面的發展方向,是操作人員與PLC之間雙向溝通的橋梁。該系統選用西門子生產的TP177B觸摸屏,并采用配套組態軟件Wincc flexible進行人機界面編程組態。首先,安裝Wincc flexible軟件并集成到Step7中,實現觸摸屏與PLC之間的通信和數據交換。然后,在Step7的SIMATIC管理器中創建HMI站對象,并將其作為DP總線的從站通過網絡組態工具NetPro與PLC建立連接。最后,在Wincc flexible中根據系統的監視和操作要求對系統的界面和變量進行編輯組態。圖6即為該控制系統的人機界面。首界面包括控制方式的選擇與運行模式的選擇;手動調節界面用于手動調節模式時對變頻器的啟動、停止、反向控制;卷繞參數設定界面與系統運行界面用于自動運行模式時參數的輸入與運行狀況的監控。
6 系統調試與運行
檢查系統在模擬量、Profibus-DP、USS串行總線3種通訊方式下是否都能夠實現紙張卷繞過程中變頻器的無極調速,以及人機界面是否可以正確地實現監控功能。并通過對系統人機界面的觀察與操作,驗證設計是否正確與合理。圖7即為系統調試成功后正常運行狀態下紙張張力值的實時監控界面。
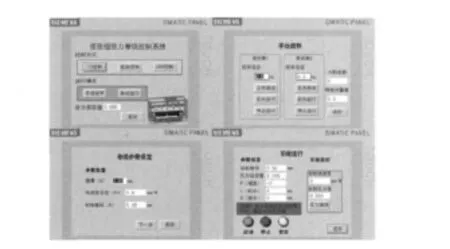
圖6 系統人機界面
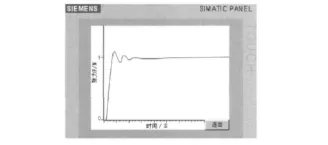
圖7 紙張張力值實時監控
需要注意的是,系統運行過程中,若由Profibus-DP切換為USS串行通訊方式,則需要暫時斷開變頻器Profibus DP模塊。因為USS串行通訊需使用變頻器MM440的29、30號端子,而該端子與Profibus DP模塊在變頻器內部使用著同一個串行通信鏈路,并且Profibus DP通訊模塊具有更高的優先級。
7 結束語
本文基于西門子S7-300系列PLC、變頻器 MM440、觸摸屏TP177B,以工業自動化紙張卷繞機為藍本,設計出了教學型紙張恒張力卷繞控制系統。該系統的創新之處在于采用了3種典型的通訊方式:Profibus-DP、USS串行總線、模擬量。針對這3種通訊方式,文中給出了具體的硬件設計與軟件設計,并通過人機界面編程組態實現了3種通訊方式的選擇、參數輸入以及實時監控。該系統設備已經在許多院校實驗室被使用,針對性地培養出大量社會所需的自動化控制類人才。
[1]ZHANG Chi,YANG Lin. Realization of tension control of paper machine based on PLC and VFD [J].China Pulp & Paper,2010,29(9):53-55(in Chinese).[張池,楊琳.基于PLC與變頻器的造紙機張力控制系統 [J].中國造紙,2010,29(9):53-55.]
[2]HUI Hongzhong,CHEN Lian,XIAO Mingyun.Direct strain control of paper machine based on S7-400PLC [J].Electric Drive,2009,39(11):68-70(in Chinese).[惠鴻忠,陳蓮,肖明運.基于S7-400PLC的造紙機直接張力控制 [J].電氣傳動,2009,39(11):68-70.]
[3]REN Junjie,LI Yongxia,LI Yuan,et al.The realization of PID controller in closed-loop control system based on PLC [J].Manufacturing Automation,2009,31(4):20-23(in Chinese). [任俊杰,李永霞,李媛,等.基于PLC的閉環控制系統PID控制器的實現 [J].制造業自動化,2009,31(4):20-23.]
[4]GUO Xijin,REN Liangcai,GENG Yiwen,et al.Design and implementation of PLC experimental platform [J].Research and Exploration in Laboratory,2011,30(6):162-166(in Chinese).[郭西進,任良才,耿乙文,等.PLC綜合實訓平臺的設計與實現 [J].實驗室研究與探索,2011,30(6):162-166.]
[5]GAO Jun.Design of paper machine multi-speed control system based on PLC and touch screen technique [J].China Pulp &Paper,2011,30(5):48-52(in Chinese).[高俊.基于PLC和觸摸屏技術的紙機多段速度控制系統設計 [J].中國造紙,2011,30(5):48-52.]
[6]CHEN Shenghai.PLC and frequency conversion control system in paper finishing plants [J].China Pulp & Paper Industry,2011,32(10):60-63(in Chinese).[陳聲海.造紙加工車間PLC及變頻控制系統 [J].中華紙業,2011,32(10):60-63.]
[7]MENG Xiankun,LI Minghui.Design and application of transmission control system for paper machine [J].Control and Instruments in Chemical Industry,2011,38(6):691-695(in Chinese).[孟憲坤,李明輝.紙機傳動控制系統的設計與應用[J].化工自動化及儀表,2011,38(6):691-695.]
[8]PENG Zhenrui,DONG Haitang,YIN Hong,et al.Research and fabrication of control system of new paper and yarn compounding bag-making machine [J].Transducer and Microsystem Technologies,2011,30(6):90-92(in Chinese).[彭 珍瑞,董海棠,殷紅,等.新型紙紗復合制袋機控制系統的研制[J].傳感器與微系統,2011,30(6):90-92.]
[9]XU Jiaming,CHENG Gengguo.Design PLC standard communication program which communicates frequency converter based on USS protocol[J].Microcomputer Information,2009,25(3):164-166(in Chinese).[徐家明,程耕國.PLC與變頻器基于USS的標準化通信 [J].微計算機信息,2009,25(3):164-166.]
[10]GUAN Yuming,CHENG Qi,XIAO Yanchun,et al.The design of the touch-screen inverter and PLC in controlling speed system [J].Machinery Design & Manufacture,2009,(3):15-16(in Chinese).[關玉明,程琪,肖艷春,等.觸摸屏變頻器與PLC在調速系統中的設計 [J].機械設計與制造,2009,(3):15-16.]
[11]LIN Jinshi.Automatic control system of the line rounding machine based on PLC [J].Mechanical & Electrical Engineering Technology,2009,38(4):48-52(in Chinese).[林錦實.基于PLC的繞線機自動控制系統 [J].機電工程技術,2009,38(4):48-52.]
[12]JI Yeyi,LI Youzhi,SUN Shujuan.Application of PROFIBUS in weaving machine [J].Manufacturing Automation,2009,31(10):107-109(in Chinese).[季業益,李有智,孫書娟.PROFIBUS總線在織造機上的應用 [J].制造業自動化,2009,31(10):107-109.]
[13]ZHANG Chi,WANG Zhijun.Design of control system in papermaker based on PROFIBUS field-bus[J].Computing Technology and Automation,2009,28(3):56-59(in Chinese).[張 池,王志軍.基于PROFIBUS現場總線的造紙機電控系統設計 [J].計算技術與自動化,2009,28(3):56-59.]
[14]YU Hengzhou,LU Wuyi,GUO Aihong,et al.Compound device constant tension control system [J].Electric Drive,2007,37(3):56-59(in Chinese).[禹恒洲,魯五一,郭愛紅,等.復合機恒張力控制系統 [J].電氣傳動,2007,37(3):56-59.]
[15]ZHANG Chi,LI Shaopeng,WANG Zhijun.Control system in rewind machine based on PROFIBUS field-bus [J].Instrument Technique and Sensor,2007,(8):31-32(in Chinese).[張池,李紹鵬,王志軍.基于PROFIBUS現場總線的復卷機電控系統設計 [J].儀表技術與傳感器,2007,(8):31-32.]
[16]SHEN Yu.Design of constant tension control system based on fuzzy-PID [J].Hydraulics Pneumatics & Seals,2009,29(2):48-51(in Chinese). [沈瑜.基于模糊PID的恒張力控制系統設計 [J].液壓氣動與密封,2009,29(2):48-51.]
[17]LI Haixia,LI Shaoyang,XU Yun,et al.Application of USS protocol in DC driver control system [J].Electric Drive,2007,37(2):16-19(in Chinese).[李海 霞,李紹陽,徐蕓,等.USS協議在直流電控系統中的應用 [J].電氣傳動,2007,37(2):16-19.]
[18]GE Suoliang,XU Jin.Design and application of the experimental control system with inverters based on Profibus-DP[J].Research and Exploration in Laboratory,2008,27(3):22-25(in Chinese).[葛鎖良,許瑾.基于 Profibus-DP的變頻控制實驗系統的研制與應用 [J].實驗室研究與探索,2008,27(3):22-25.]
[19]SONG Chunmei,YANG Jiancheng,LI Wenwu,et al.Development of winding system for constant tension of seal strip [J].Journal of Tianjin Polytechnic University,2008,27(2):66-69(in Chinese).[宋春梅,楊建成,李文武,等.密封毛條恒張力卷繞系統的研制 [J].天津工業大學學報,2008,27(2):66-69.]
[20]ZHOU Zhiwen.Application of PLC in coiling coater [J].Vacuum,2008,45(1):71-74(in Chinese).[周志文.可編程序控制器在卷繞式鍍膜機中的應用 [J].真空,2008,45(1):71-74.]
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
防爆電機(2020年3期)2020-11-06 09:07:42
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
測控技術(2018年5期)2018-12-09 09:04:50
家庭影院技術(2017年9期)2017-09-26 03:41:45
電子制作(2017年7期)2017-06-05 09:36:13
自動化博覽(2014年12期)2014-02-28 22:34:39
