風力發電機組球墨鑄鐵件的超聲波檢測
2012-05-14 06:45:18
無損檢測 2012年5期
(1.GE檢測控制技術,上海 201203;2.北京羅斯威爾新技術有限公司,北京 100123)
中國從2005年開始大規模發展風電,風電設備自主化程度也越來越高。鑄件在風電領域應用較廣泛,風電機組用鑄件主要有輪轂、底座(機艙座)、軸、軸承座和齒輪箱箱體等。風電鑄件材料主要采用球墨鑄鐵,球墨鑄鐵由于碳以球狀存在于鑄鐵基體中,改善了對基體的割裂作用,使得其抗拉強度、屈服強度、塑性、沖擊韌性大大提高,并具有耐磨、減震、工藝性能好、成本低等優點[1]。對于風電機組球墨鑄件的無損檢測手段,主要有超聲波檢測和磁粉檢測,其中超聲波方法主要檢測鑄件內部缺陷,應用較為廣泛。國外的風電制造企業例如Gamesa等在無損檢測企業規范中對于球墨鑄鐵的檢測都有嚴格的規定,國內的風電企業很多參照EN 12680歐洲標準[2]檢測球墨鑄鐵。隨著風電行業對質量重視程度的提高,風力發電機組球墨鑄鐵的國家標準[3]也于2009年頒布實施。
筆者首先介紹球墨鑄鐵超聲波檢測的特點、然后介紹國外風電企業球墨鑄鐵超聲波檢測的關鍵要求,最后介紹風電機組中典型球墨鑄鐵結構的超聲波檢測方法。
1 球墨鑄鐵超聲波檢測的特點
球墨鑄鐵中的缺陷主要有疏松、縮松、縮孔、夾渣及夾雜物、裂紋、砂眼和氣孔。球墨鑄鐵探傷的主要特點有:
(1)透聲性差 球墨鑄鐵的主要特點是組織不致密、不均勻和晶粒粗大,使超聲波散射衰減和吸收衰減明顯增加,透聲性差。
(2)聲耦合差 球墨鑄鐵表面粗糙,聲耦合差,探傷靈敏度低,且探頭磨損嚴重。
(3)干擾雜波多 球墨鑄鐵探傷干擾雜波多,一是由于粗晶和組織不均勻引起的散亂反射,形成草狀回波,使信噪比下降,特別是頻率較高時尤為嚴重;二是球墨鑄鐵形狀復雜,一些輪廓回波和遲到變型波引起的非缺陷信號多,此外鑄件的粗糙表面也會產生一些反射回波,干擾對缺陷波的正確判定。
球墨鑄鐵超聲波檢測一般采用縱波脈沖反射法,由于球墨鑄鐵的超聲衰減較大,宜采用穿透能力較強的設備,例如設備的激發電壓較高、同時支持方波激勵;檢測頻率不宜過高,一般為2~2.25 MHz。
球墨鑄鐵超聲波檢測時要注意因鑄件結構形狀影響底波的現象;要注意因檢測面為曲面而需要的增益補償;對于位于鑄件表面以下3~4 mm之內的表層缺陷,即使采用表面檢測手段,如磁粉或渦流檢測也可以發現,常規的單晶直探頭也可能位于其盲區之內,故宜采用單晶斜探頭檢測或者采用雙晶直探頭或斜探頭方法檢測。
2 國外風力發電企業對球墨鑄鐵的檢測要求
國外風電企業關于球墨鑄鐵的檢測一般采用EN 12680-3標準,3級合格。但很多公司認為該標準較松,所以各企業根據EN標準編寫了適合本公司的更為嚴格的檢驗及驗收標準,如著名的風電生產制造商Vestas,Gamesa等企業,都分別有自己的無損檢測規范,其中對探頭和儀器及檢測驗收標準都有明確的規定。
2.1 超聲波探傷儀
目前風電企業普遍采用美國GE公司的USM35X-S,A型顯示脈沖數字式超聲波探傷儀。
2.2 超聲波探頭
鑄件探傷一般采用縱波直探頭和縱波雙晶探頭,由于鑄件晶粒比較粗大,衰減嚴重,宜選用較低的頻率,一般為0.5~2.5 MHz,探頭直徑一般為10 mm~30 m。風電企業一般采用GE公司生產的B1S和B2S帶軟保護膜的單晶縱波直探頭和SEB2,SEB2-0,MSEB2和 MSEB4探頭。
2.3 耦合劑
鑄件探傷時,常用粘度較大的耦合劑,一般采用化學漿糊或甘油等。
2.4 檢測靈敏度調整
靈敏度調整有計算法以及DGS圖法。
2.4.1 計算法
在鑄件上最厚的地方找一位置,檢測表面與底面平行,調整底波,使波高達到熒屏滿刻度的50%或80%,依檢驗者的習慣,再調節增益,增加如下公式計算出來的數值:

式中x——工件橫截面厚度,mm;
λ——波長,mm;
Df——平底孔直徑,mm。
2.4.2 查探頭DGS圖法
GE公司生產的每一個探頭在出廠前都經過了測試,附帶DGS曲線,例如探頭編號為57461的雙晶直探頭MSEB2(E)的測試報告如圖1所示。
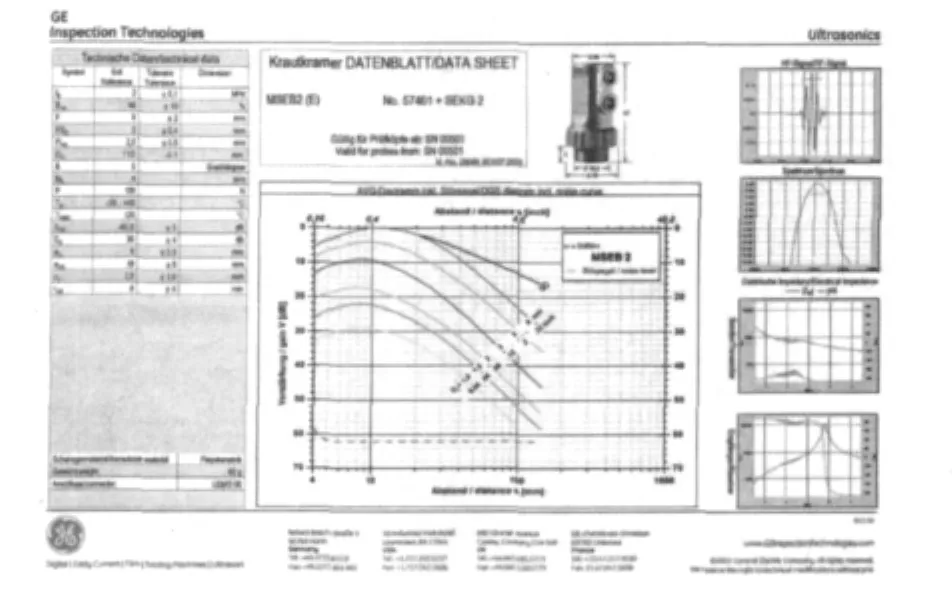
圖1 編號為57461的MSEB2探頭出廠測試報告
實際檢測時,根據每個探頭的DGS曲線,查找需要增加的dB數。如果檢測鑄件的厚度是100 mm,在鑄件表面調節底波,使波高達到50%,要求工件中缺陷當量大小不超過φ3 mm,通過查DGS曲線,可知ΔdB為27 dB。
2.4.3 利用儀器制作DGS曲線
USM35儀器可以根據不同的工件制作不同的DGS曲線,更貼近工件的狀態,檢驗靈敏度更高。根據制作好的DGS曲線,只要發現了缺陷,就可以很直觀地知道缺陷的當量尺寸大小。
2.5 檢測缺陷的記錄及驗收標準
依照圖2所示對需超聲波檢測的組件進行區域劃分。歐洲風電企業Gamesa的企業標準EQ009003對區域1和區域2的驗收等級是不同的。
2.5.1 缺陷記錄
根據EQ009003中的表2記錄缺陷。該記錄的缺陷為:
(1)反射波高度超過表1記錄標準的缺陷。
(2)超過表1中底面回波高度降低量標準的底面回波降低的缺陷,注意這種底面回波降低不能是由幾何形狀或耦合引起的。
2.5.2 缺陷大小評定
缺陷的大小由下述方法評定:
(1)超出標準的最大回波高度或底面回波最大降低值都應該被測量和記錄。
(2)在相關的記錄標準下,缺陷的范圍應該用6 dB法來決定。
2.5.3 缺陷大小修正
假如缺陷的大小比聲束的直徑小,則缺陷大小應被降低,允許降低值見EQ009003中的表3。
2.5.4 缺陷評估
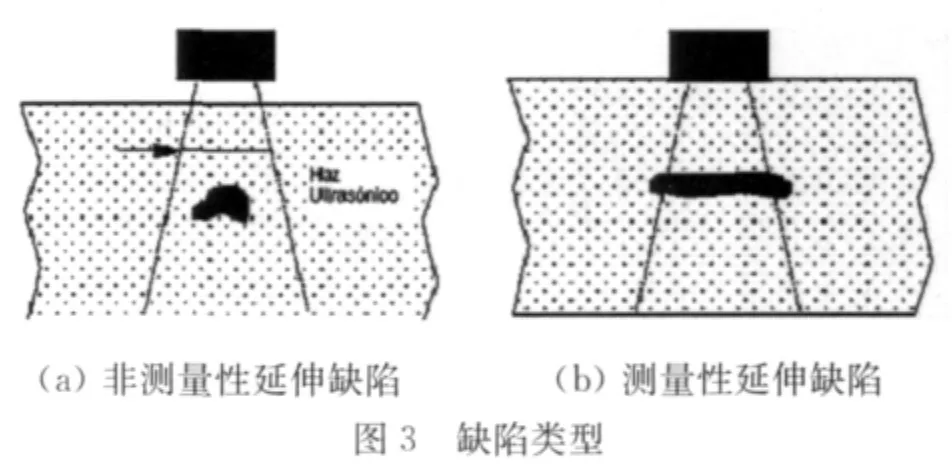
EQ009003中表2中有三種缺陷類型:
(1)非測量性延伸缺陷 非測量性延伸缺陷的反射波實際的超聲波波程長度比超聲波束的直徑小(圖3)。這類缺陷的大小不用報告,依照EQ009003中表2的參考標準(以平底孔為參考)和深度延伸進行評估。
(2)測量性延伸缺陷 測量性延伸缺陷的反射波實際聲波波程長度比聲波束的直徑大。此類缺陷的大小應該報告,并且應該通過探測兩側表面超出了實際區域和壁厚規定的參考標準(以平底孔為參考)的點來決定這些缺陷的深度延伸。缺陷應依照EQ009003中表2中的參考標準、區域及深度延伸。
(3)底面回波降低 超過的區域和壁厚規定的記錄水平的底面回波降低。此類缺陷根據EQ009003中表2進行評估,評估是在缺陷的范圍在表面上的投影被確定后進行,投影的邊界點是底面回波相對于記錄標準降低了6 dB的點。在測試區域的底面回波降低應該不需要深度延伸的確定就可以驗收通過,在測試區域降低應該小于記錄水平+6 dB。當底面回波降低量大于記錄標準6 dB時定義為底面回波全部消失。
3 風力發電機組球墨鑄鐵典型結構超聲波檢測
(1)輪轂檢測 輪轂屬于大型球形殼體類鑄件,壁厚一般為60~150 mm范圍內,不允許存在超過標準規定的縮孔、縮松、氣孔、夾渣以及表面裂紋等鑄造缺陷。輪轂鑄造成型后需要進行精加工及組裝,如果在精加工前或者在組裝過程中發現缺陷,那么將無法返修,所以需要在精加工前對輪轂進行超聲波檢測(圖4)。
(2)軸承座檢測 軸承座承受較高的載荷,對質量要求較高(圖5)。
(3)軸套檢測 國內風電企業出現過軸套斷裂的事故,所以部分風電企業在安裝前對其進行檢測。軸套檢測一般從軸的兩端以及軸的圓周進行檢測(圖6)。
4 結語
通過介紹國外風電企業對球墨鑄鐵的超聲波檢測要求,將有助于國內風電企業的借鑒和學習。隨著風電行業球墨鑄鐵檢測標準的制定與實施,必將對風力發電機組球墨鑄鐵的質量控制產生重大意義,有利于整個產業與國際接軌。



[1]沈功田,李麗菲,王珊珊.鑄鐵設備無損檢測技術進展[C].全國第九屆無損檢測學術年會,上海:2010.
[2]EN 12680-3 Founding-Ultrasonic Examination-Part 3:Spheroidal Graphite Cast Iron Castings[S].
[3]GB/T 25390—2010 風力發電機組球墨鑄鐵件[S].
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代水產(2022年5期)2022-06-05 07:55:06
當代水產(2022年3期)2022-04-26 14:27:04
當代水產(2022年2期)2022-04-26 14:25:10
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
云南畫報(2020年9期)2020-10-27 02:03:26
當代陜西(2019年8期)2019-05-09 02:22:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10