1000MW超超臨界汽輪機轉(zhuǎn)子鍛件研制
2012-05-30 05:17:40
裝備機械 2012年2期
0 引 言
隨著技術(shù)的發(fā)展和人們環(huán)保意識的增強,對火力發(fā)電設備節(jié)能減排的要求也越來越高,因此超超臨界火力發(fā)電機組的研究成為熱門。直至20世紀80年代末至90年代初,美、日、德等國成功研制了一批可以在超超臨界機組安全運行的高溫性能良好的轉(zhuǎn)子鍛件用鋼,并形成了專用材料標準,之后世界即有大批超臨界和超超臨界機組投入運行。
超超臨界汽輪機發(fā)電機組發(fā)電煤耗低于300g/kWh,比同等容量的亞臨界機組每度電少耗煤20g左右,這大大的減少對環(huán)境的污染排放,有利于人類的身體健康和自然界的生態(tài)環(huán)境。據(jù)有關(guān)資料分析表明,一臺年運行為7 500 h的650MW機組,如果采用27MPa/580℃/600℃的超超臨界參數(shù),將比參數(shù)為18MPa/540℃/540℃的亞臨界機組年節(jié)省煤炭97 500 t,少排放CO2氣體270 000 t。同時超超臨界汽輪機發(fā)電機組可以比亞臨界機組效率提高20%以上,具有明顯的高效、節(jié)能和環(huán)保優(yōu)勢,已成為當今發(fā)達國家競相采用和發(fā)展的新技術(shù)。
目前我國超超臨界汽輪機的蒸汽溫度已達到600℃、蒸汽壓力為25~28MPa,隨著對火電機組發(fā)電功率和發(fā)電效率不斷提高的要求,對機組部件核心鍛件轉(zhuǎn)子材料性能提出了極高的要求。1000MW超超臨界汽輪機高中壓轉(zhuǎn)子鍛件材料采用多元強化的高合金耐熱鋼,低壓轉(zhuǎn)子的尺寸更大,所需鋼錠重量更重,純凈度要求也更高。國外的生產(chǎn)技術(shù)雖然比較成熟,但尚在持續(xù)研究,而國內(nèi)尚不能穩(wěn)定生產(chǎn),基本依靠進口。對1000MW汽輪機轉(zhuǎn)子高壓、中壓和低壓鍛件進行研制,打破國外企業(yè)技術(shù)壟斷,實現(xiàn)超超臨界機組轉(zhuǎn)子鍛件國產(chǎn)化的大勢所需,是非常必要的。
為了加快提高上海電氣在超超臨界百萬等級火力發(fā)電設備的制造能力,推進我國新型先進電力設備的技術(shù)發(fā)展和清潔能源高效電廠的建設,最大限度地滿足國民經(jīng)濟快速發(fā)展的需要,上海重型機器廠有限公司積極自主創(chuàng)新,從2008年開始對1000MW級超超臨界汽輪機大型轉(zhuǎn)子鍛件進行國產(chǎn)化制造技術(shù)研究并開展產(chǎn)品試制,以期盡快突破百萬等級超超臨界汽輪機轉(zhuǎn)子鍛件制造技術(shù)瓶頸,提升企業(yè)產(chǎn)品技術(shù)等級和市場競爭力。
本文以汽輪機廠1000MW級超超臨界高壓、中壓和低壓轉(zhuǎn)子為依托產(chǎn)品,介紹1000MW級超超臨界火電轉(zhuǎn)子鍛件的特點和在冶煉、鍛造、熱處理等工藝技術(shù)方面的主要研究內(nèi)容。
1 1000MW超超臨界汽輪機轉(zhuǎn)子鍛件介紹
汽輪機轉(zhuǎn)子是火電設備四大鍛件之一,是汽輪機轉(zhuǎn)動部分的主體,由于轉(zhuǎn)子在高溫、潮濕、復雜應力條件下工作,所以質(zhì)量要求很高,制造技術(shù)含量高,材料、工藝、檢測方法等都比較復雜。
上海汽輪機廠的1000MW超超臨界汽輪機組包括一根高壓轉(zhuǎn)子、一根中壓轉(zhuǎn)子和兩根低壓轉(zhuǎn)子,三維立體視圖見圖1。
高壓轉(zhuǎn)子、中壓轉(zhuǎn)子和低壓轉(zhuǎn)子的基本參數(shù)見表1。
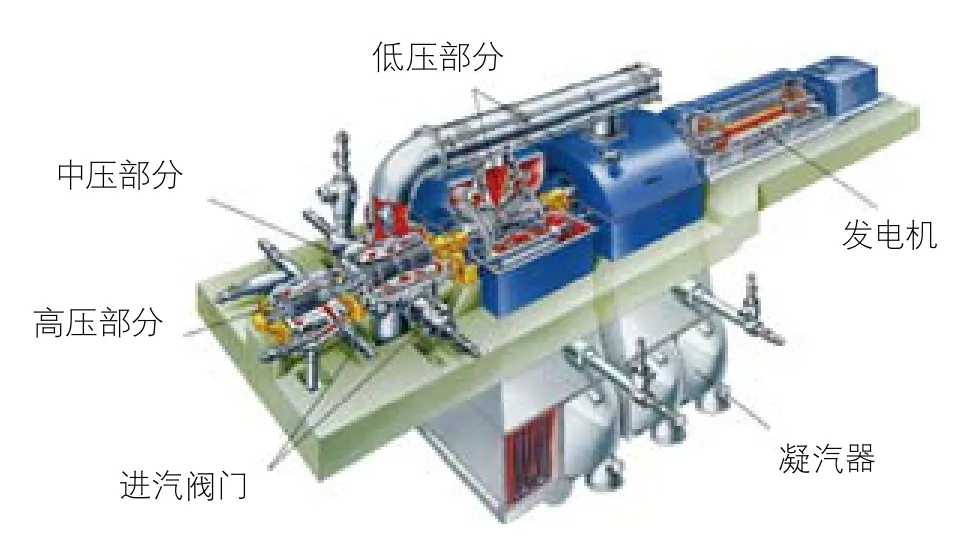
圖1 汽輪發(fā)電機組三維示意

表1 1000MW超超臨界汽輪機轉(zhuǎn)子基本參數(shù)
2 MW級汽輪機高、中壓轉(zhuǎn)子鍛件研制
2.1 高中壓轉(zhuǎn)子技術(shù)要求
高、中壓轉(zhuǎn)子鍛件在材料設計時,設計目標如下:
(1)600℃時具有良好的持久強度,100 000h蠕變持久強度大約為90~100 MPa。
(2)足夠高的室溫強度,屈服強度下限為700MPa。
(3)良好的蠕變塑性(持久斷裂的延伸率>10%),無蠕變?nèi)笨诿舾行浴?/p>
(4)足夠好的淬透性,直徑1.2 m的轉(zhuǎn)子鍛件能淬透。
(5)高溫長期工作具有良好的組織穩(wěn)定性。
(6)良好的抗氧化性和耐腐蝕性能。
(7)良好的斷裂韌性,與傳統(tǒng)的12%CrMoV和1%CrMoV鋼相當。材料選用X12CrMoWVNbN10-1-1,鍛件技術(shù)要求主要有:

表2 化學成分要求(wt%)
(1)制造工藝要求
轉(zhuǎn)子鍛件用鋼需采用真空碳脫氧VCD或電渣重熔ESR精煉;采用足夠的噸位的鍛壓機使整個鍛件均勻,鍛透;熱處理時垂直液淬,使轉(zhuǎn)子心部完全馬氏體相變且需要采用二次回火溫度,保證表面能獲得最小殘余應力。
(2)化學成分要求
要求對每爐鋼水進行熔煉分析和成品分析,分析結(jié)果見表1,表2規(guī)定。
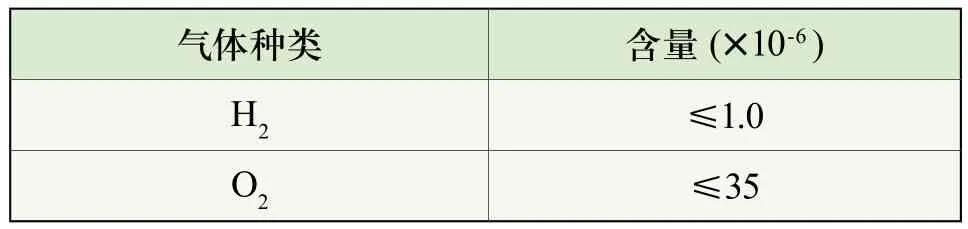
表2 成品氣體含量要求
(3)機械性能要求

表3 切向力學性能要求

表4 芯棒室溫徑向性能要求

表5 芯棒高溫持久性能要求
2.2 高中壓轉(zhuǎn)子研制技術(shù)難度
1000MW超超臨界高、中壓轉(zhuǎn)子鍛件材料為X12CrMoWVNbN10-1-1,屬多元強化的高合金耐熱鋼。該材料合金元素多,且范圍狹窄、成分配比復雜。對冶煉、鍛造以及熱處理等熱加工工藝控制和設備條件提出了更高、更苛刻的要求。
(1)電渣重熔技術(shù)
高、中壓轉(zhuǎn)子鍛件產(chǎn)品質(zhì)量要求高,所需鋼錠很大,多元高合金鋼材料合金元素種類多且復雜,鋼水粘度高、導熱性差,成分控制范圍窄,精煉過程持續(xù)時間長,鋼種純凈度、成分均勻性、穩(wěn)定性要求都很高,冶煉難度非常大,而且脫氧控制低Si、低Al,電渣重熔脫氧難度非常大。
(2)鍛造技術(shù)
高、中壓轉(zhuǎn)子鍛件材料鍛造溫度范圍很窄,加熱均勻性要求高,極易鍛裂。鍛壓時應變抗力大,有裂紋難以清理。既要防止鍛造過程中鍛裂,又要保證轉(zhuǎn)子全截面鍛透,避免產(chǎn)生中心疏松等缺陷。
(3)熱處理技術(shù)
高、中壓轉(zhuǎn)子鍛件材料用鋼屬高淬透性馬氏體不銹鋼,組織遺傳傾向很大,轉(zhuǎn)子鍛造完成時晶粒不均勻情況比較嚴重,為提高轉(zhuǎn)子鍛件超聲波檢測性能,必須準確控制轉(zhuǎn)子熱處理晶粒。該鋼種奧氏體化溫度高且對爐溫均勻性要求很苛刻,熱處理液體淬火時也極易開裂,既要防止熱處理開裂,也要使轉(zhuǎn)子全截面淬透,并獲得均勻的回火馬氏體組織,熱處理工藝設計難度大。
2.3 高中壓轉(zhuǎn)子工藝控制
高中壓轉(zhuǎn)子鍛件制造工藝流程為:
電渣重熔→鍛造→鍛后熱處理→加工→性能熱處理→加工→超聲波探傷→取樣測試→半精加工→除應力處理→精加工→磁粉檢測→最終檢查→成品。
2.3.1 電渣重熔
通過工藝試驗和研究對重熔工藝設計,設備工裝改進和加強現(xiàn)場控制等方面改進轉(zhuǎn)子鋼錠冶煉,主要的工藝參數(shù)設計優(yōu)化如下:
(1)優(yōu)選自耗電極的成分和配對組合。
(2)優(yōu)化渣料配比。
(3)優(yōu)化熔化和凝固速率。
(4)全過程采用惰性氣體保護。
(5)優(yōu)化脫氧參數(shù),精細化控制脫氧劑。

圖2 電渣重熔鑄錠
2.3.2 鍛壓(見圖3、圖4)
根據(jù)高中壓轉(zhuǎn)子材料合適的鍛造工藝溫度區(qū)間,合理設計鍛造始鍛和終鍛溫度,確定鍛造各階段保溫時間,使多元合金成分均勻擴散,組織相對均衡;通過壓機、操作機聯(lián)動作業(yè),采用無鉗把鍛造工藝,精密控制滾壓,鐓粗、拔長、成型各工序,防止鍛裂并保證心部足夠的鍛造比,打碎鋼錠內(nèi)部粗大柱狀晶,鍛合鋼錠內(nèi)部縮松、縮孔等缺陷。

圖3 165MN自由鍛造油壓機和630t·m操作機聯(lián)動操作
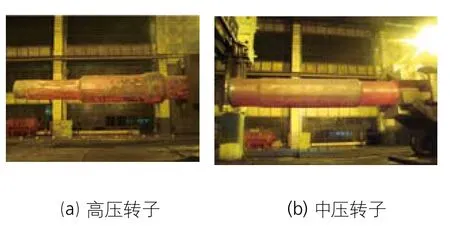
圖4 超超臨界高、中壓轉(zhuǎn)子鍛件成型
2.3.3 熱處理
(1)鍛后熱處理工藝
通過工藝模擬試驗和不斷觀察、測定、修正,確定X12CrMoWVNbN10-1-1鋼的等溫轉(zhuǎn)變曲線(TTT曲線),如圖5所示。
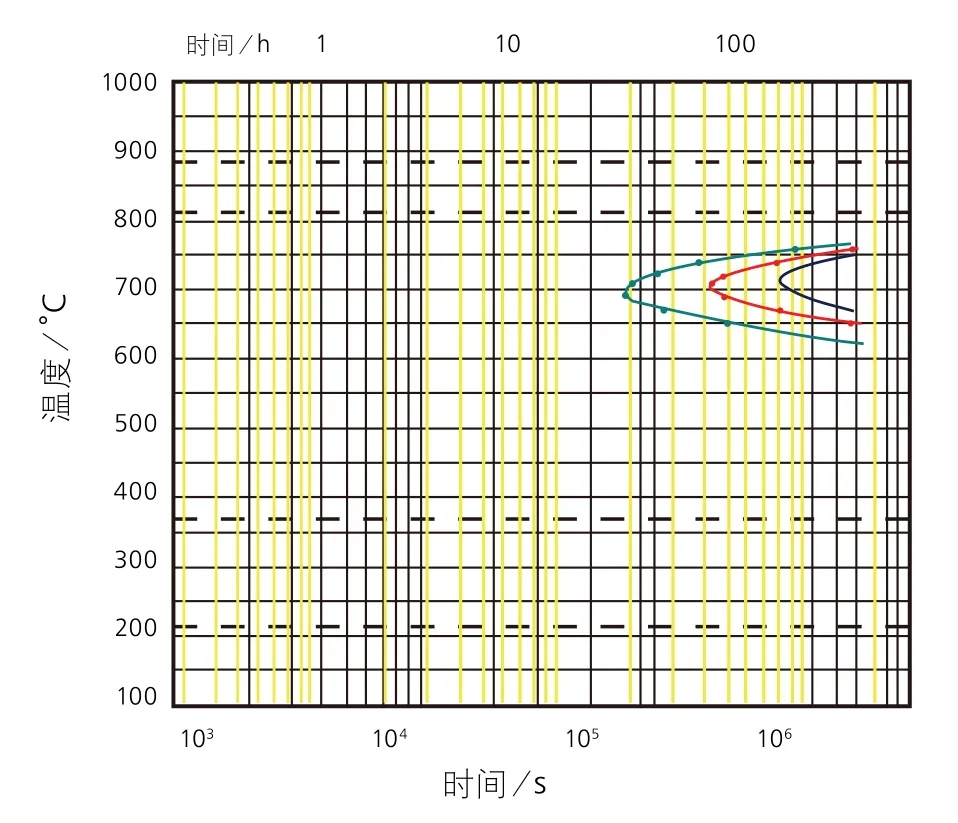
圖5 X12CrMoWVNbN10-1-1鋼TTT曲線
根據(jù)上述TTT曲線及模擬試驗,確定鍛后熱處理工藝,使轉(zhuǎn)子鍛件獲得完全擴散型平衡相變組織,有效切除鍛造過程中粗大的組織遺傳,達到了細化轉(zhuǎn)子晶粒,提高超聲波可探性的目的。
(2)性能熱處理工藝
通過測定高、中壓轉(zhuǎn)子材料基本相變點及奧氏體晶粒度等溫長大規(guī)律(見圖6),計算機模擬實際淬火冷卻速度,不斷摸索和工藝試驗,確定了滿足轉(zhuǎn)子性能要求的性能熱處理工藝,高、中壓轉(zhuǎn)子淬火和回火出爐狀況見圖7。
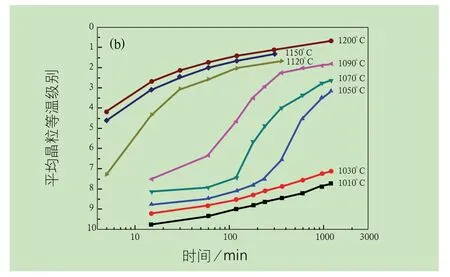
圖6 高、中壓轉(zhuǎn)子鋼奧氏體晶粒等溫長大曲線
2.4 高、中壓轉(zhuǎn)子性能檢驗
(1)化學成分檢驗
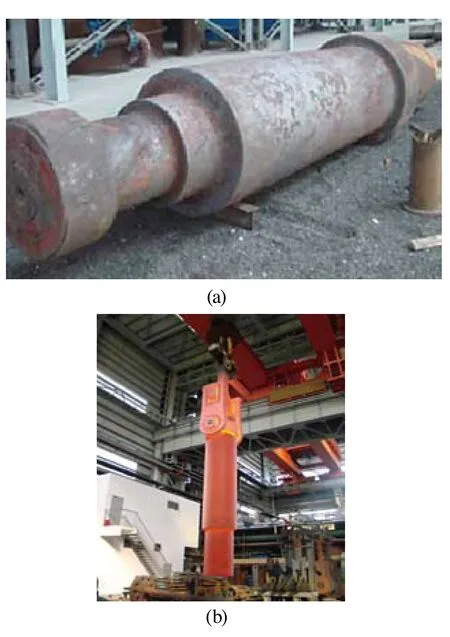
圖7 超超臨界高、中壓淬火和回火出爐狀況
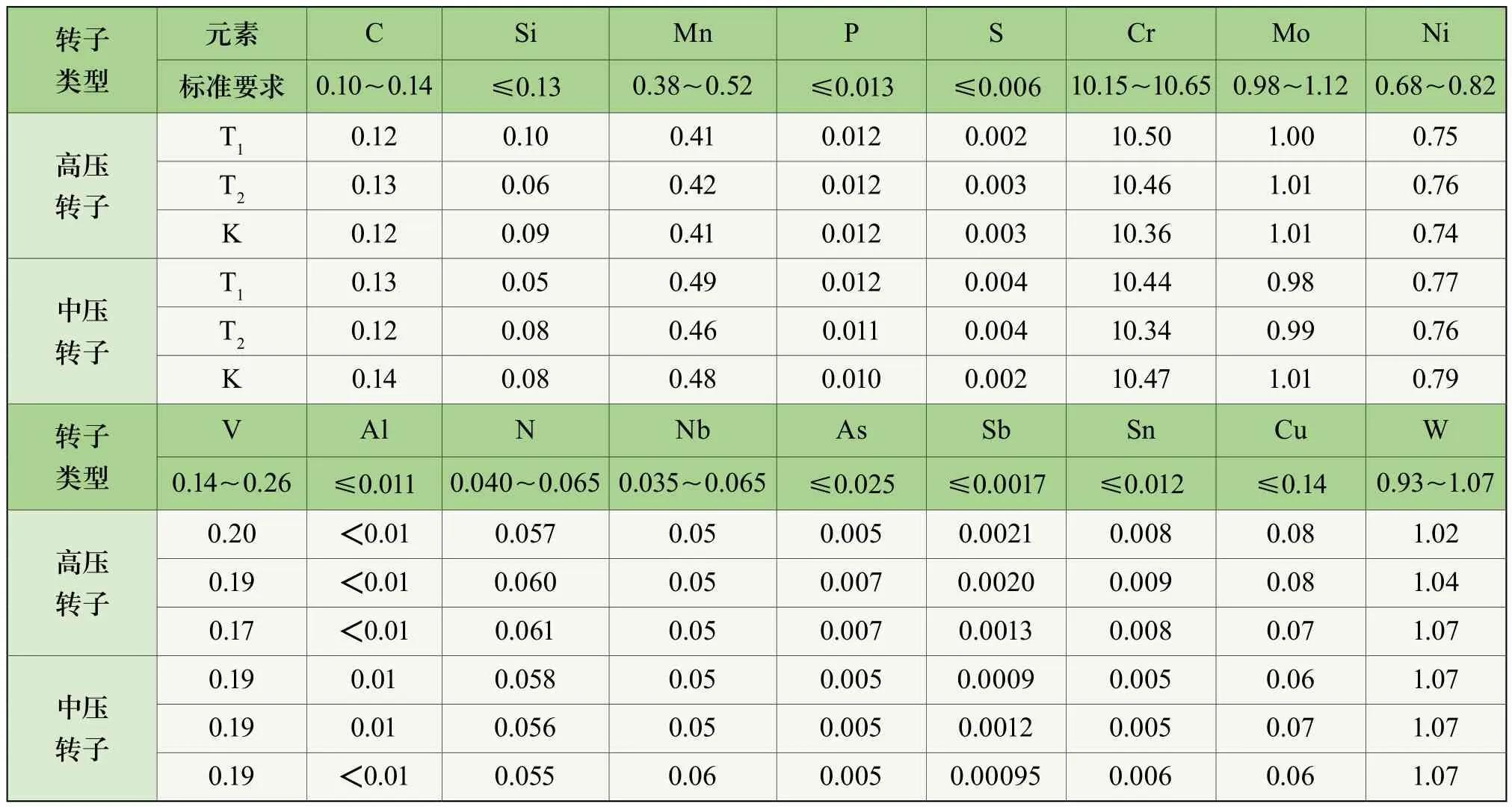
表6 成品化學成分檢測結(jié)果(wt%)

表7 氣體含量檢測
(2)力學性能檢驗
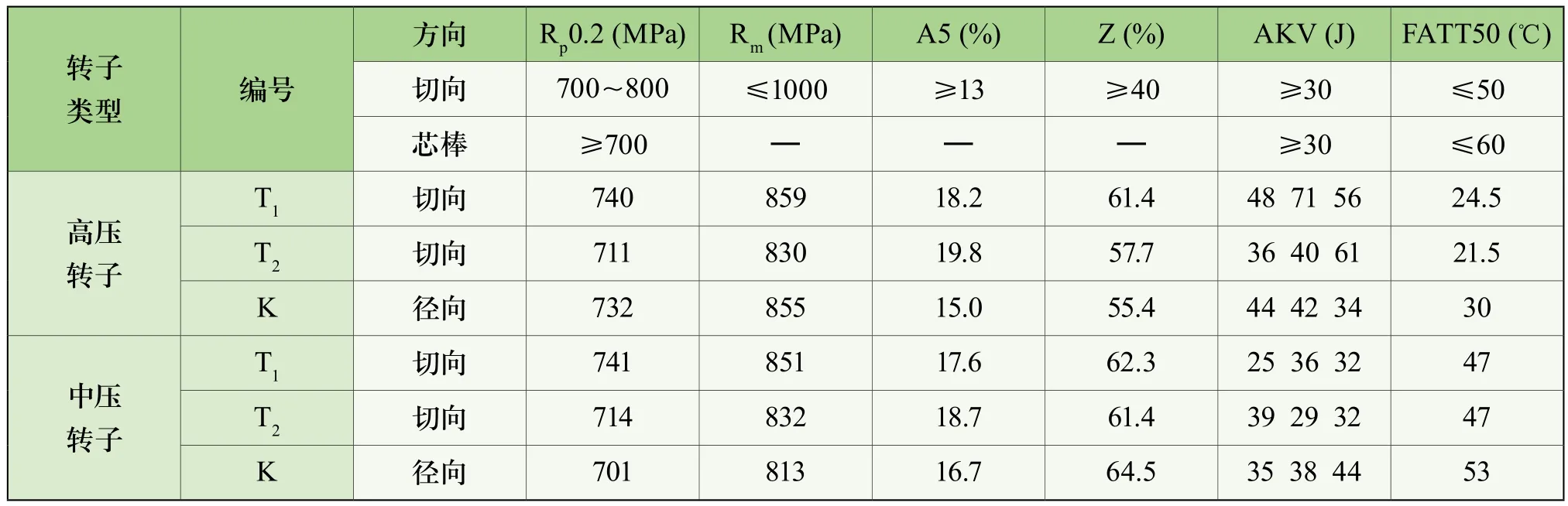
表8 超超臨界高壓轉(zhuǎn)子室溫力學性能

表9 超超臨界高壓轉(zhuǎn)子芯棒高溫持久性能
上海重型機器廠有限公司在1000MW級超超臨界高、中壓轉(zhuǎn)子鍛件研制,通過產(chǎn)學研結(jié)合,自主創(chuàng)新,攻克技術(shù)難題,取得突破,高、中壓轉(zhuǎn)子產(chǎn)品滿足訂貨技術(shù)標準要求,達到國內(nèi)領先水平。
3 MW級汽輪機低壓轉(zhuǎn)子鍛件研制
3.1 低壓轉(zhuǎn)子技術(shù)要求
低壓轉(zhuǎn)子選用純凈鋼26NiCrMoV14-5材料。選材主要依據(jù)低壓轉(zhuǎn)子應用環(huán)境要求材料:
(1)高強度、高塑性、高韌性,具有良好的斷裂韌性。
(2)良好的疲勞強度和抗疲勞裂紋擴展能力。
(3)良好的抗腐蝕性(局部腐蝕、應力腐蝕開裂、腐蝕疲勞、沖蝕)。
由于3.5%NiCrMoV鋼具有上述優(yōu)良特性,為世界上各大汽輪機制造廠大型整鍛低壓轉(zhuǎn)子用鋼的首選。
(1)制造工藝要求
轉(zhuǎn)子鍛件用鋼需采用真空碳脫氧;采用足夠的噸位的鍛壓機使整個鍛件鍛透,均勻;熱處理時垂直水淬,使轉(zhuǎn)子體中心溫度冷卻<80℃,選擇合理的回火溫度和冷卻速度,使達到最小殘余應力。
(2)化學成分要求
要求對每爐鋼水進行熔煉分析和成品分析,分析結(jié)果應符合表10、表11規(guī)定。
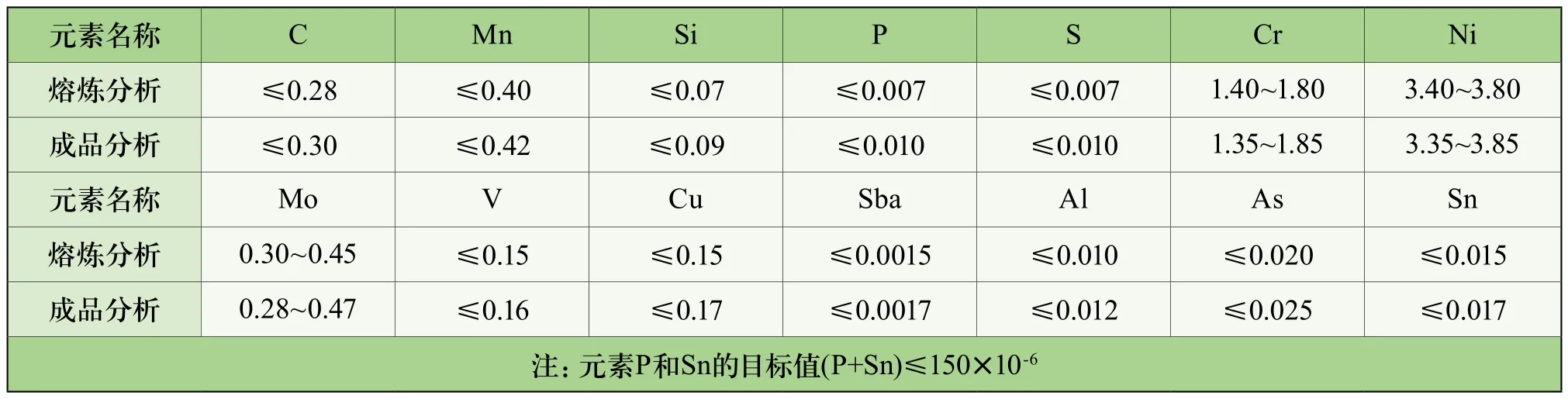
表10 化學分析要求 (wt %)
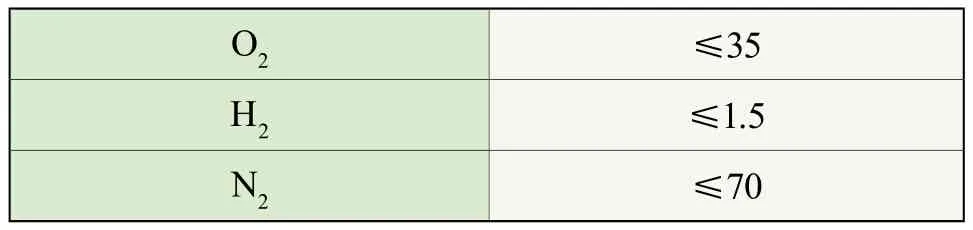
表11 氣體分析要求 (×10-6)
(3)力學性能要求
力學性能需滿足表12所示,且切向試樣RP0.2和Rm離散值均不可超過50MPa。
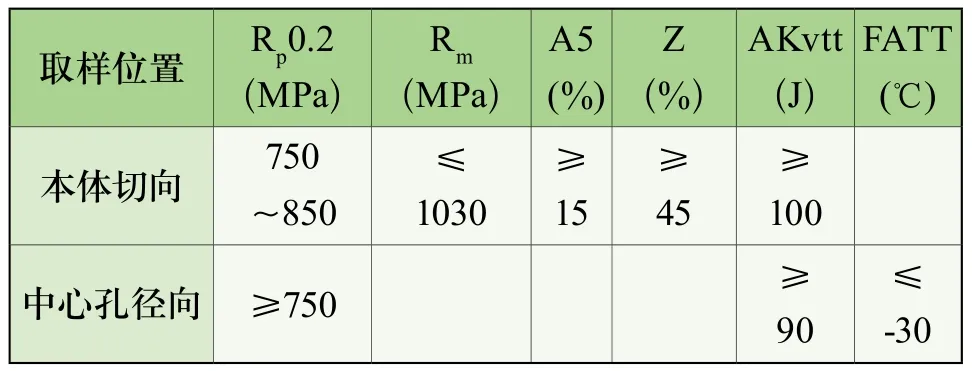
表12 力學性能要求
(4)無損探傷
超聲波探傷和磁粉探傷標準滿足西門子PS-0.0004標準最新版要求,對判定缺陷要求高。
3.2 低壓轉(zhuǎn)子研制技術(shù)難度
1000MW超超臨界低壓轉(zhuǎn)子要求鍛件材料純凈度高,力學性能綜合要求高且均勻性好,良好的斷裂韌性和抗疲勞性能,組織晶粒均勻細小,殘余應力值更低,且要求有一定的抗回火脆性和耐腐蝕性能。相比300~600MW而言,轉(zhuǎn)子直徑更大,所需鋼錠重量更重,純凈度要求更高,各項技術(shù)指標都有所提升,對冶煉、鍛造、熱處理和取樣等工藝設計和設備控制提出了更加復雜和精密的要求。
(1)冶煉技術(shù)
1000MW超超臨界低壓轉(zhuǎn)子鍛件產(chǎn)品所需的鋼錠噸位為300t級,鋼錠成分需要進行反偏析控制確保轉(zhuǎn)子鍛件均勻,氣體和殘余元素含量要降到很低,真空處理和脫硫、脫磷操作要很徹底,鋼液流動的整個系統(tǒng)須保證十分純凈,整個冶煉過程多包合澆,操作連續(xù),周期長,控制難度很大。
(2)鍛造技術(shù)
低壓轉(zhuǎn)子鋼錠由于噸位大,全截面均勻性要求高,需要進行多次鐓拔使鋼錠中粗大的鑄態(tài)結(jié)構(gòu)、疏松、夾雜、孔洞等冶金缺陷,通過鍛造熱變形加以鍛合消除或改善,并嚴防內(nèi)部萌生新裂紋,使轉(zhuǎn)子心部鍛透、鍛實,以達到滿足力學性能的要求,尤其是材料均勻性。通過均勻變形和精密成型,改善組織狀態(tài)和毛坯表面質(zhì)量。
(3)熱處理技術(shù)
低壓轉(zhuǎn)子材料含Ni、Cr等合金元素含量高,鍛造冷卻后得到的非平衡組織,容易恢復為粗大的原始奧氏體晶粒,改造和細化晶粒難度大。轉(zhuǎn)子淬火直徑將近2m,芯部和表面由于熱處理加熱和冷卻速度各不相同,既要防止整個淬回火過程復合應力產(chǎn)生裂紋,又要使全截面淬透,組織、性能均勻性符合要求,對熱處理工藝設計和轉(zhuǎn)子冶金質(zhì)量提出了非常高的要求。
(4)加工技術(shù)
低壓轉(zhuǎn)子毛坯和產(chǎn)品重量很重,且在轉(zhuǎn)子軸身中部和端部中心深盲孔進行套料取樣,需要設計專用的套料及扭斷工具,并合理設計深孔擴孔、砂光等精加工工藝方法和手段滿足中心深盲孔高精度要求。
3.3 低壓轉(zhuǎn)子工藝控制
低壓壓轉(zhuǎn)子鍛件制造工藝流程為:
真空冶煉→鍛造→鍛后熱處理→加工→性能熱處理→加工→超聲波探傷→取樣測試(→半精加工→除應力處理)→精加工→磁粉檢測→最終檢查→成品。
3.3.1 冶煉
通過鋼錠錠型選擇,成分優(yōu)化配比,C、Mo反偏析補償控制,殘余元素和低H、低O控制,改進澆注參數(shù)等工藝措施,加強現(xiàn)場操作,進行鋼水粗煉、精煉和澆注,完成鋼錠凝固并脫模。圖8為低壓轉(zhuǎn)子鋼錠。

圖8 低壓轉(zhuǎn)子鋼錠
3.3.2 鍛壓
通過前期計算機數(shù)值模擬和物理模擬,確定“鐓粗+寬砧強壓(WHF法)+中心壓實(JTS法)”的鍛造工藝方法,確定始鍛和終鍛溫度,確定采用上平下V型砧成型等措施,徹底破碎鑄造組織、鍛合內(nèi)部孔隙性缺陷,使鍛件心部鍛透、壓實,表面質(zhì)量和表面裂紋得到有效控制。鍛造最終成型見圖9所示。多次正回火工藝,利用多次相變重結(jié)晶,利用晶粒邊界效應來細化奧氏體晶粒,提高超聲波探傷性能。根據(jù)材料CCT曲線,對轉(zhuǎn)子全截面淬火噴水過程不同位置的冷卻進行計算機模擬(見圖10),通過深冷、激冷控制,確保轉(zhuǎn)子心部淬透。轉(zhuǎn)子性能熱處理出爐狀態(tài)見圖11。

圖9 鍛造成型的1000MW超超臨界低壓轉(zhuǎn)子
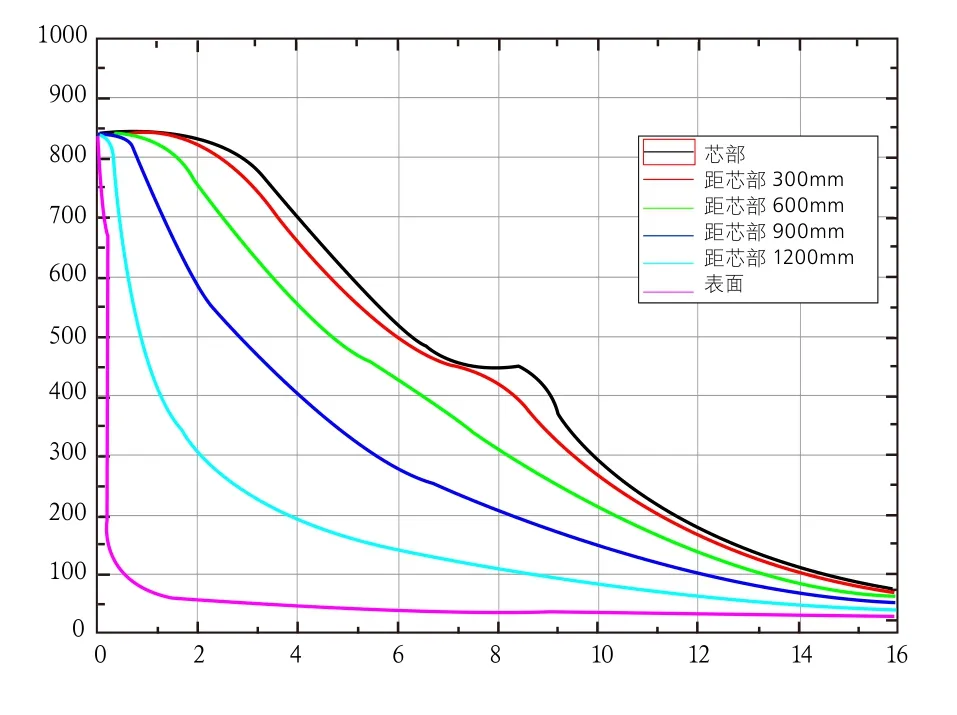
圖10 轉(zhuǎn)子冷卻曲線模擬

圖11 低壓轉(zhuǎn)子淬火出爐
3.3.3 熱處理
通過計算機模擬研究和熱處理工藝試驗,確定
3.4 低壓轉(zhuǎn)子性能檢驗
(1)化學成分檢驗
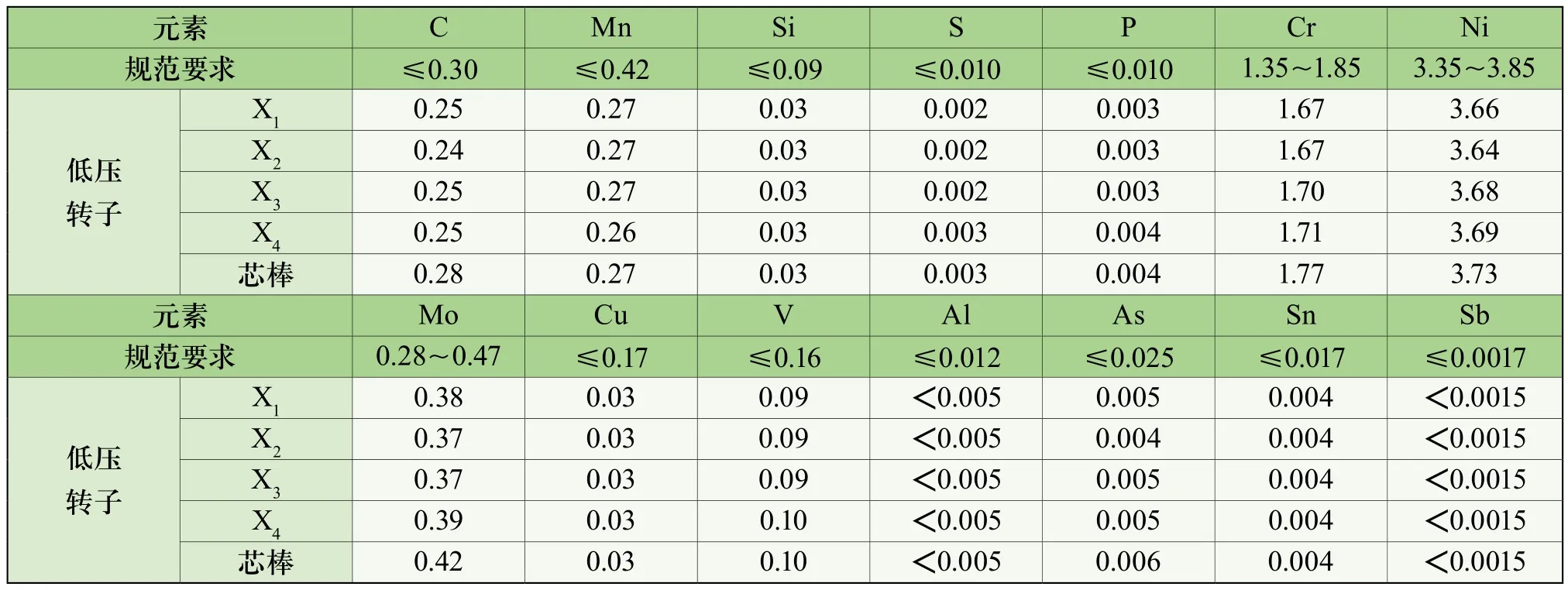
表13 低壓轉(zhuǎn)子成品分析(wt %)
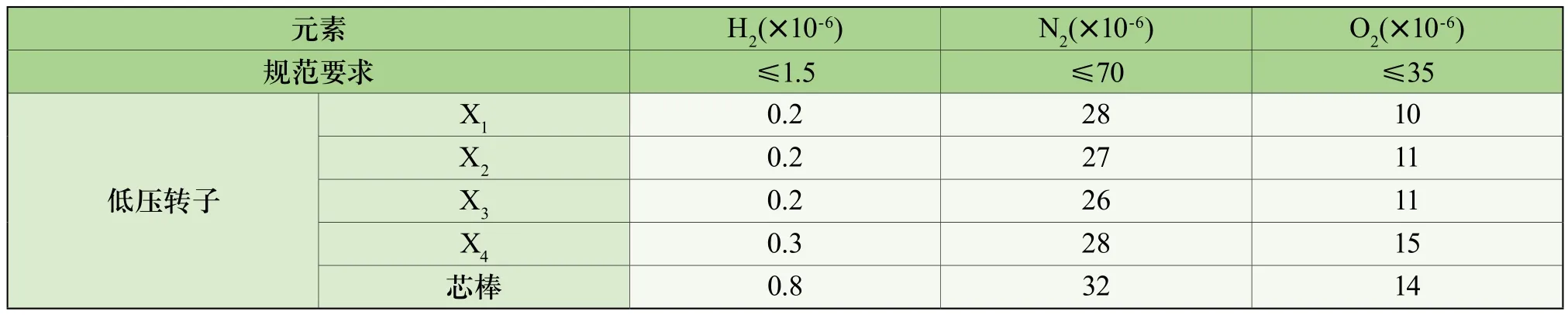
表14 低壓轉(zhuǎn)子氣體分析
(2)機械性能
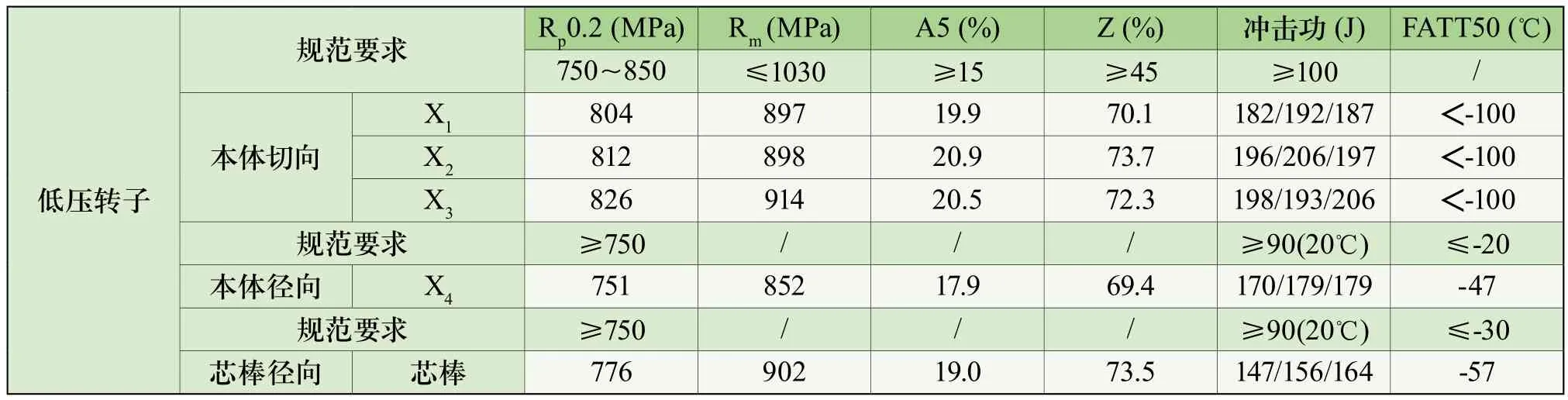
表15 低壓轉(zhuǎn)子力學性能
上海重型機器廠有限公司通過1000MW級超超臨界低壓轉(zhuǎn)子鍛件研制,產(chǎn)品均滿足了標準規(guī)定的要求,達到了國外同類轉(zhuǎn)子鍛件制造水平,特別是探傷質(zhì)量及中心徑向性能、FATT等部分指標達到世界先進水平。
4 結(jié) 語
上海重型機器廠有限公司通過自主創(chuàng)新,立足產(chǎn)學研結(jié)合,實現(xiàn)了1000MW超超臨界汽輪機高、中、低壓轉(zhuǎn)子鍛件的研制成功,成為國內(nèi)有能力制造1000MW級超超臨界低壓轉(zhuǎn)子的廠商之一,打破了國外的技術(shù)壟斷,降低電站的建設成本,疏通了特大型轉(zhuǎn)子鍛件的制造瓶頸,為我國特大型汽輪機轉(zhuǎn)子鍛件的國產(chǎn)化,加快國家能源建設的步伐奠定了堅實的基礎,同時也標志著上海重型機器廠有限公司的電站轉(zhuǎn)子鍛件制造技術(shù)水平和產(chǎn)品質(zhì)量等級又上了一個新臺階。
猜你喜歡
能源工程(2020年5期)2021-01-04 01:29:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
廣西電力(2016年4期)2016-07-10 10:23:38
工業(yè)設計(2016年4期)2016-05-04 04:00:23
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
機械制造與自動化(2014年1期)2014-03-01 04:21:47
河南科技(2014年24期)2014-02-27 14:19:40
