智能環錠細紗機的研制
2012-05-30 05:18:36
裝備機械 2012年4期
關鍵詞:智能
0 引言
環錠細紗機是一種紡紗的重要專用設備。環錠細紗機自動化、智能化程度的高低對紡織企業產品的產量、質量和工人的勞動強度都具有舉足輕重的影響。因此,新型環錠細紗機的研發不僅是紡紗機械生產企業的重要課題,也是紡織企業在技術改造和擴大生產規模時關注的焦點。
1 環錠細紗機的發展歷史
機械化的紡紗技術已經走過了200多年的歷史。國產環錠細紗機從20世紀50年代的1291、1293型,70年代的A512、A513型,80年代的FA502、FA503型,到90年代的FA506、FA507型,都是短細紗機的一統天下。直到20世紀的90年代末至21世紀初,國產長細紗機開始逐步進入市場。一個時代跨越的同時,也伴隨著國產環錠細紗機由短細紗機向長細紗機的跨越式發展,這既是一種巧合,又是一種事物發展的必然規律在起作用。因為此時的國產環錠細紗機市場已經呈現了百花齊放的態勢,無論是環錠細紗機的品種,還是環錠細紗機的生產商都一改計劃經濟時代的那種一兩家廠商、一兩個產品獨步天下的局面。
經過改革開放30年的飛速發展,今天的國產環錠細紗機已經大大縮短了同國外環錠細紗機產品之間的距離。首先是國產環錠細紗機實現了從短細紗機向長細紗機的跨越,1008錠的長細紗機已經成為公認的標準配置而為各方所采用。其次是國產集體落紗技術日益成熟并在長細紗機上得到了普遍的應用,長細紗機不配集體落紗裝置而依靠人工落紗的狀況正在成為歷史。先進的機、電、氣、儀技術在環錠細紗機上運用,已經使今天的環錠細紗機的性能和自動化程度大為提高。
然而,隨著IT技術突飛猛進的發展,紡織機械裝備升級換代的趨勢已不可阻擋,設計制造自動化程度更高、紡紗功能更全面、操作更便捷的智能環錠細紗機將成為未來市場的必然抉擇。
2 環錠細紗機的結構
環錠細紗機一般都具有如下的結構特征:機架部件—主要是墻板、龍筋、機梁等結構件;牽伸部件—主要是前中后上下羅拉、羅拉座等;升降機構—主要是升降杠桿、升降分配軸、鋼領板、導紗板、氣圈環等;粗紗架部件—主要是紗架、吊錠等;傳動部件—主要是錠子傳動裝置、車頭傳動裝置、牽伸傳動裝置、同步牽伸傳動裝置、升降傳動裝置;電氣設備—主要是程控器、變頻器、電動機(包括伺服電動機)、氣動部件、各類電子元器件、電源等。圖1所示即是上海二紡機股份有限公司生產的M178JL型環錠細紗機。圖2所示的是環錠細紗機的牽伸部件,在前、中、后和上、下羅拉的作用下粗紗被牽伸、加捻成細紗。

圖1 M178JL型環錠細紗機

圖2 環錠細紗機的牽伸部件
3 智能環錠細紗機的研制
近20年來,環錠細紗機的發展經歷了傳統環錠細紗機向數字環錠細紗機逐步轉型的時代。數字環錠細紗機無論在功能上還是在自動化程度上都比傳統環錠細紗機有了很大的拓展和提高,而未來環錠細紗機的發展正在進入智能環錠細紗機的時代。
3.1 環錠細紗機的階段特征
典型的傳統環錠細紗機的動力傳動路線如圖3所示。它的全部動力來源是一臺電動機,通過錠子傳動裝置、車頭傳動裝置、牽伸傳動裝置、同步牽伸傳動裝置、升降傳動裝置使整臺機器運轉起來。整個傳動路線雖然精巧,但卻紛繁復雜,互相牽制,牽一發而動全身。當環錠細紗機更換紡紗品種時,就需要通過人工變換電動機的皮帶輪以及變換各級傳動裝置中的齒輪來調整整個傳動鏈中的傳動比,用術語來說即是調整牽伸倍數、捻度和卷繞密度。

圖3 環錠細紗機的動力傳動路線
圖4 所示的是人工變換齒輪的情景。圖5所示為環錠細紗機中涉及的部分變換齒輪(用綠色顯示),整機共有7對變換齒輪。每次變換紡紗品種都需要用人工進行齒輪的拆卸、變換、安裝。

圖4 人工變換環錠細紗機的齒輪
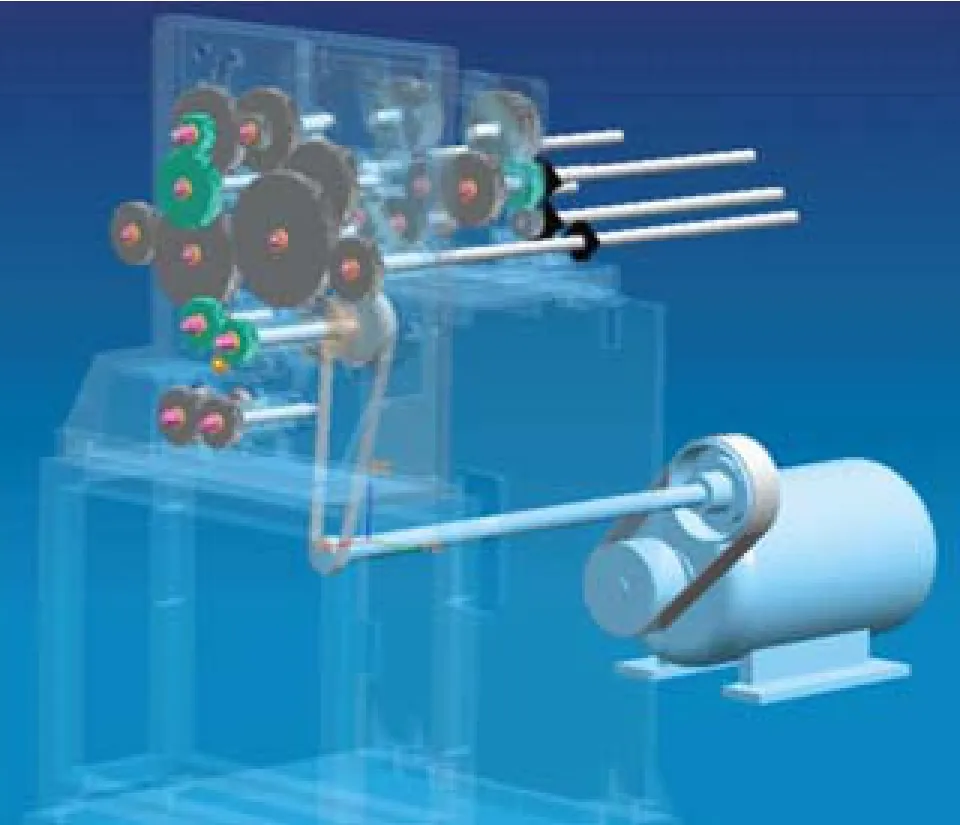
圖5 環錠細紗機的變換齒輪
隨著數字化浪潮的興起,通過程控器(PLC)控制的變頻器來調節電動機速度的技術被應用于傳統環錠細紗機,使得環錠細紗機用人工變換電動機皮帶輪的工作被取代了,但是每次變換紡紗品種仍然需要人工進行齒輪的拆卸、變換、安裝。圖6是一種較普遍應用的數字環錠細紗機的傳動系統的示意。
目前國產的絕大部分環錠細紗機都是這樣一種用液晶觸摸屏、程控器(PLC)、變頻器等數字化技術武裝傳統環錠細紗機的改良模式。這些經過數字化技術改造的傳統環錠細紗機已經具備了相當高的機電一體化程度,甚至也具備了部分智能化的功能。但是,這些環錠細紗機最多只能歸入數字環錠細紗機的原因,在于這些環錠細紗機還沒有根本擺脫傳統環錠細紗機的桎梏,呈現的是部分先進的數字化控制技術與部分繁瑣復雜落后的傳統操作方式共存的局面。
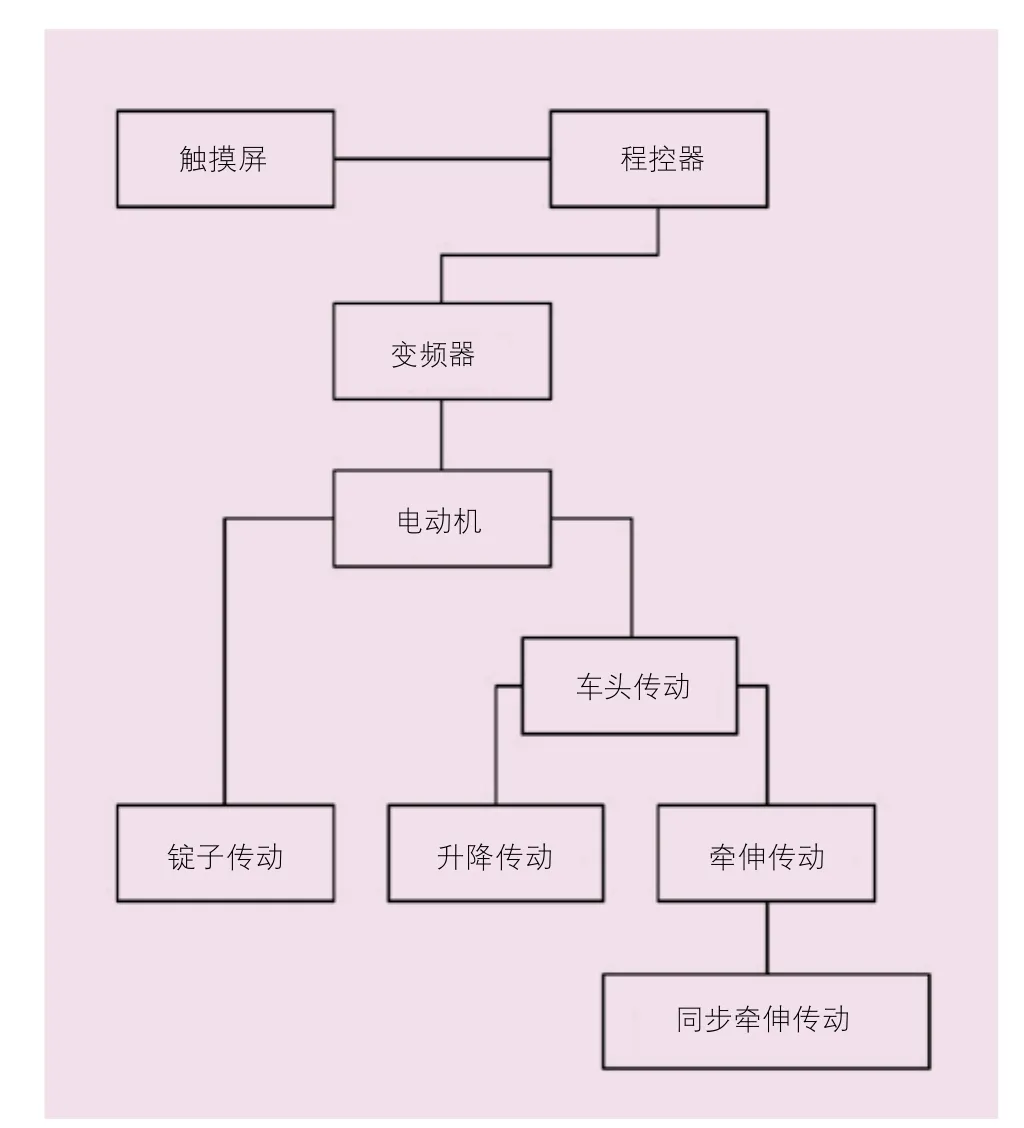
圖6 數字環錠細紗機的傳動系統示意
傳統環錠細紗機的動力傳動方式,即一臺電動機帶動錠子傳動裝置、車頭傳動裝置、牽伸傳動裝置、同步牽伸傳動裝置、升降傳動裝置等整臺機器的狀況在絕大部分數字化環錠細紗機中未有根本的改變,使得數字環錠細紗機在更換紡紗品種時依然非常復雜和繁瑣,效率也顯得不高。
3.2 智能環錠細紗機的研發
智能環錠細紗機比數字環錠細紗機的自動化功能更完整、操作更便捷、紡紗工藝的調整更方便。智能環錠細紗機應該是一種完全顛覆了傳統環錠細紗機傳動方式的環錠細紗機。
一是重視過程性評價和開放性測試。小測試、綜合寫作、閱讀筆記、角色表演和發言時的表現、提問和解答問題的時體現的思維品質等,都是教師評價學生學習成績的依據。筆者見到一堂歷史考試中有兩道論述題,每題都含兩到三個觀點,全是開放性的、需要學生發表獨立觀點的思辨性問題。
EJM158型環錠細紗機是上海二紡機股份有限公司研發的一臺智能環錠細紗機。它在環錠細紗機動力的傳動方式上徹底顛覆了傳統環錠細紗機的設計理念和思路,形成了一種全新的模式。它與傳統環錠細紗機和數字環錠細紗機相比有兩個顯著的區別。第一,它的錠子傳動裝置、牽伸傳動裝置、同步牽伸傳動裝置、升降傳動裝置全部分開各自用獨立的伺服電動機驅動,如圖7所示;第二,它的程序控制系統比普通的數字環錠細紗機的程控器具有更強大的功能和作用。
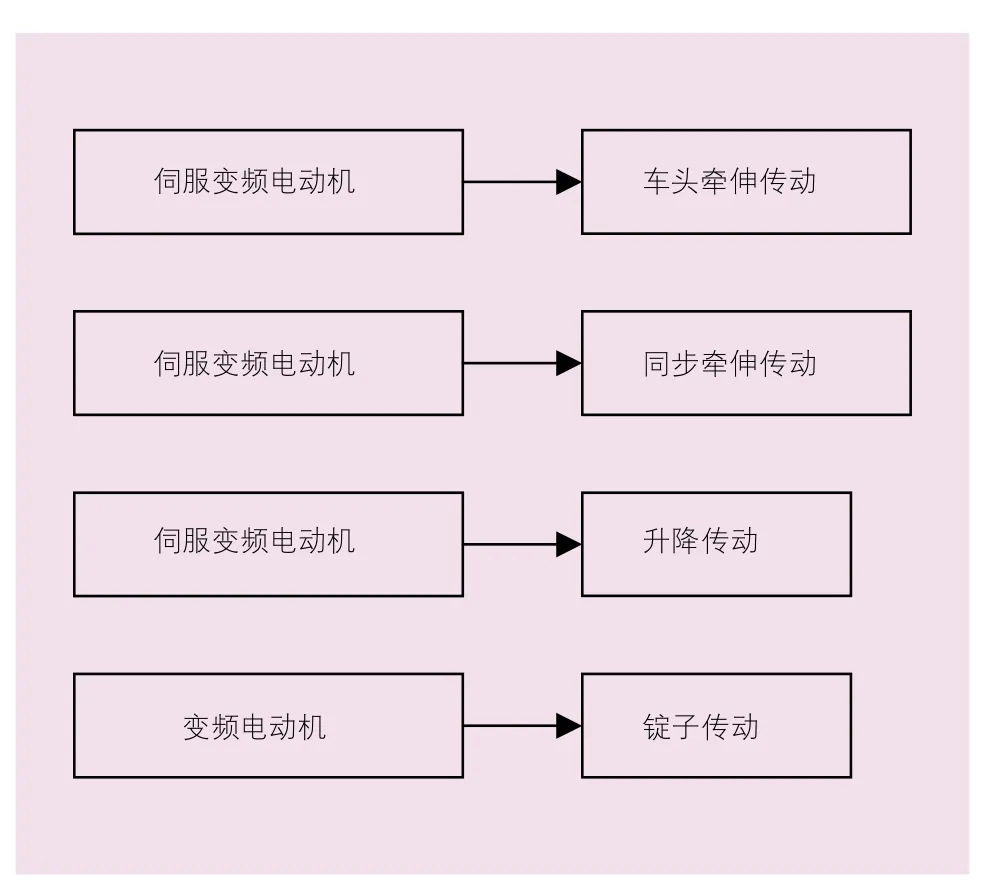
圖7 智能環錠細紗機的傳動系統示意
圖8 即電動機驅動錠子的模型,如果與車頭和牽伸傳動斷開,就成為獨立的錠子傳動。錠子轉速的調整不再受到其他機構傳動速度的影響。這也是智能環錠細紗機必須具備的錠子傳動形式。
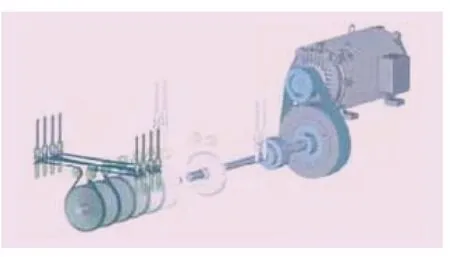
圖8 電動機驅動錠子的模型
圖9 是一種獨立驅動的升降傳動裝置的模型。這種獨立驅動的升降傳動裝置即是通常說的電子凸輪技術,即通過軟件編程的方法來控制伺服電動機轉速和方向的變換,從而使升降傳動裝置按照紡紗和管紗成型的要求展開各自的升降運動。電子凸輪也是智能環錠細紗機必須具備的技術特征。
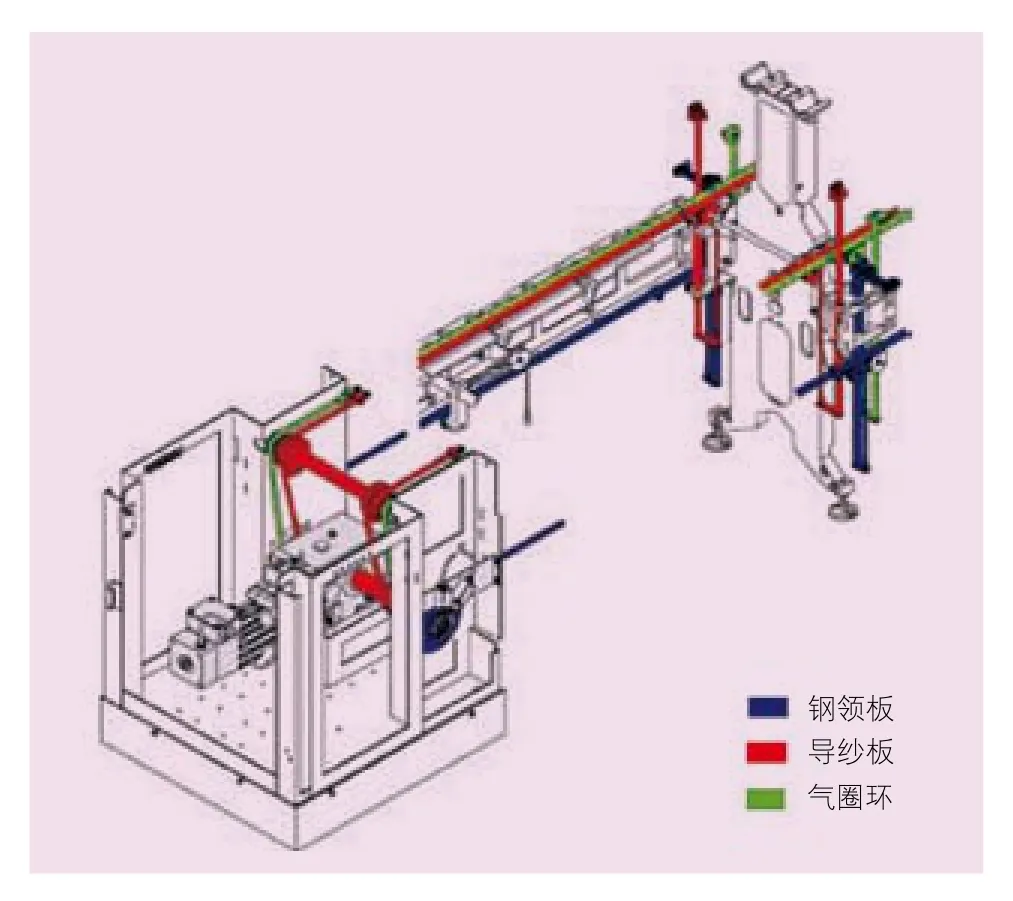
圖9 獨立驅動的升降傳動裝置
圖10 是獨立驅動的牽伸傳動裝置、同步牽伸傳動裝置的模型。獨立驅動的牽伸傳動裝置、同步牽伸傳動裝置的特征是由伺服電動機分別通過同步帶輪和同步帶直接帶動前、中、后羅拉旋轉,前、中、后羅拉各自獨立,而伺服電動機則由程控器的程序控制。
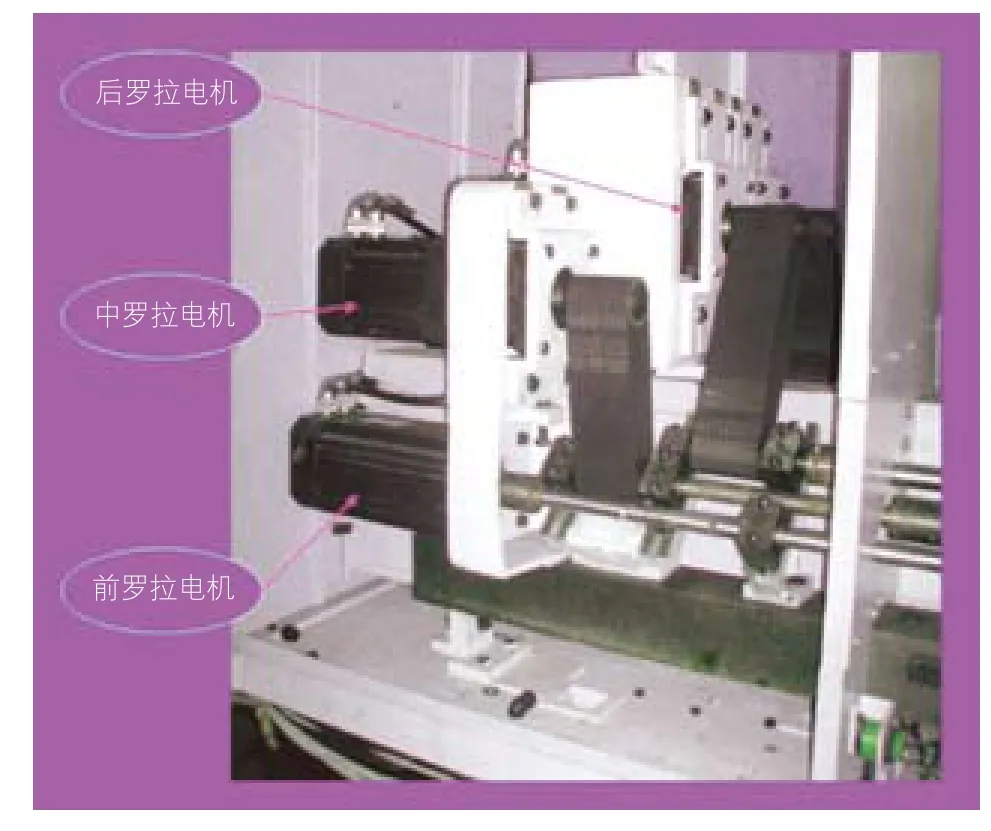
圖10 獨立驅動同步牽伸傳動裝置
圖11是智能環錠細紗機的控制系統示例。該示例較為直觀地表達了智能環錠細紗機的系統結構和工作原理。智能環錠細紗機的所有操作可通過觸摸顯示屏輸入指令來控制現場監控裝置、紡紗配套裝置(如集體落紗裝置)、錠子傳動裝置、牽伸傳動裝置、卷繞升降傳動裝置之間的協調和動作。
EJM158型環錠細紗機的各個傳動機構的獨立,為機器實現全自動調整牽伸倍數和捻度帶來了方便,過去需要人工變換齒輪的工作,今天只需在觸摸屏上輕輕點幾下就可以完成。

圖11 智能環錠細紗機的控制系統
3.3 智能環錠細紗機的發展空間
上海二紡機股份有限公司研發的EJM158型環錠細紗機,作為第一代的智能環錠細紗機,雖然在整機結構上以及智能化技術的應用上已經大大超越了傳統環錠細紗機和數字環錠細紗機,但是作為一種智能環錠細紗機,才剛剛起步。
未來的智能化技術在智能環錠細紗機上的應用還具有廣闊的發展空間。在線斷紗監控技術的應用,產量、質量狀況統計匯總以及現場信息反饋和信息聯網共享,變現場操作人員的巡查監控為機器自身的全面監控,而當出現機器自身無法排除的故障時,機器可以迅速作出判斷并及時指引現場操作人員去排除故障。
目前已經得到應用的如單錠監測系統通過三級監測掌控環錠細紗機的斷紗情況,可以及時指引操作者到達斷紗的錠位。如圖12所示,當操作者看到哪臺車的第一級監測指示燈亮了,就知道哪臺車出現了斷紗,于是他可以及時到達這臺車,通過第二級監測系統迅速找到這臺車的哪一段監測指示燈亮了,就知道車的哪一段出現了斷紗(見圖13),于是他就可以到達這段車(一般以24錠或36錠為一段),繼續通過第三級監測指示燈找到是哪一錠出現了斷紗,從而接好斷紗。單錠監測系統的核心技術在第三級監測,它監測每一錠的鋼絲圈,當鋼絲圈停止運行時,說明該錠斷紗,監測系統立即點亮指示燈并逐級向上發信號。

圖12 第一級監測指示燈亮

圖13 第二級監測指示燈亮
未來的紡紗生產向粗細絡流水線的方向發展將是一種趨勢,而智能環錠細紗機的應用可以促使粗細絡流水線的自動化功能得到更加淋漓盡致的發揮,最終實現全自動化和無人化生產。
4 結語
當前,智能環錠細紗機在國內的紡織行業應用較少,絕大部分的紡紗機械還是傳統環錠細紗機,數字環錠細紗機的應用也就十來年的時間。智能環錠細紗機作為一種新型的環錠細紗機,肩負著降本增效、節能減排、智能化、無人化和徹底改變紡織行業落后面貌的重任,必將引起紡織行業各方有識之士的關注和矚目。隨著時間的推移,智能環錠細紗機逐步成為新一代環錠細紗機的標桿應當是沒有任何懸念的。
猜你喜歡
開放教育研究(2021年3期)2021-05-25 02:41:06
小學科學(學生版)(2020年12期)2021-01-08 09:28:04
裝備制造技術(2020年4期)2020-12-25 05:26:24
表面工程與再制造(2019年6期)2019-08-24 06:40:04
文苑(2018年23期)2018-12-14 01:06:06
文苑(2018年19期)2018-11-09 01:30:14
文苑(2018年17期)2018-11-09 01:29:26
文苑(2018年21期)2018-11-09 01:22:32
商周刊(2018年18期)2018-09-21 09:14:46
能源(2018年4期)2018-05-19 01:53:44
