滿裝滾針軸承外圈滾道加工方法改進(jìn)
2012-06-11 01:55:54羨繼紅楊德敏費(fèi)連玲
哈爾濱軸承 2012年4期
關(guān)鍵詞:方法
羨繼紅,楊德敏,費(fèi)連玲
(1 哈爾濱軸承集團(tuán)公司 質(zhì)量管理部 ,黑龍江 哈爾濱150036;2 哈爾濱軸承集團(tuán)公司 熱處理分廠,黑龍江 哈爾濱150036;3 哈爾濱軸承集團(tuán)公司 推力軸承分廠,黑龍江哈爾濱150036)
1 前言
我廠開發(fā)的滿滾針軸承已由試制轉(zhuǎn)為批量生產(chǎn),在批量生產(chǎn)中有部分加工方法出現(xiàn)一些不足之處。其中熱處理后磨削外滾道及擋邊就是問題之一,不僅磨削效率低,有時(shí)還出現(xiàn)燒傷、留邊現(xiàn)象,影響了正常生產(chǎn)進(jìn)度。經(jīng)分析其原因是車加工留量較大及磨削時(shí)冷卻條件較為欠缺造成的。本文將詳細(xì)分析造成以上問題的原因,并提出相應(yīng)的解決辦法。
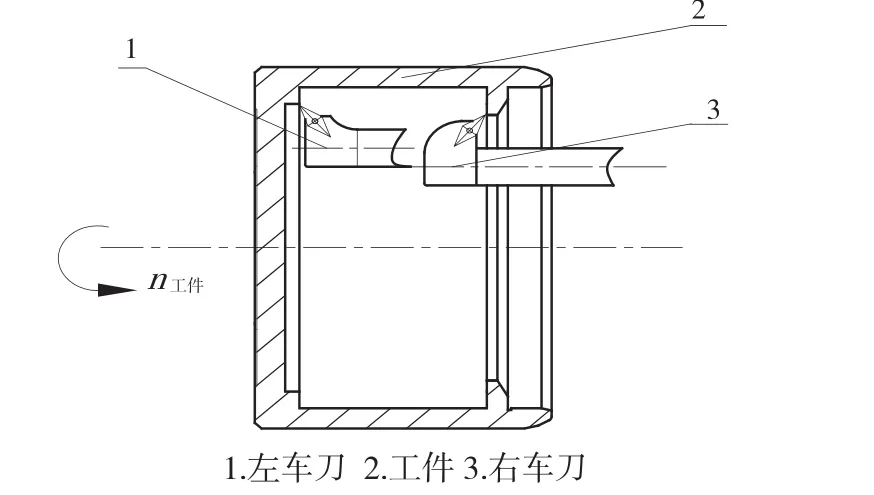
圖1 滿滾針軸承硬車外滾道及擋邊示意圖
2 原外滾道加工方法及不足
2.1 車加工方法及不足
原車削外滾道方法是在數(shù)控車床CYK-52上用兩把車刀依次進(jìn)行車削,見圖 1 所示。首先左車刀軸向快速運(yùn)動到左擋邊位置,徑向快進(jìn)一段距離,工進(jìn)切削擋邊后,軸向反向工進(jìn)一段距離大約至滾道中部,再徑向工退一段距離后快進(jìn),最后軸向快退。加工路線圖如圖 2 所示。右車刀加工方法同左車刀類似。受工件加工方式及刀具影響,車削后滾道中部留下接刀縫。有時(shí)刀具磨損較為嚴(yán)重產(chǎn)生積屑瘤時(shí),接刀縫有一定的深度。為挽救此現(xiàn)象給下工序留下的缺陷,勢必增加磨削留量,使磨加工效率較低及容易產(chǎn)生燒傷。車削外滾道同時(shí)也得將擋邊車削出來,滾道與擋邊車加工完后,勢必在其交界處留下一個圓弧R,此R如果過大將會使磨削擋邊及外滾道時(shí)砂輪外圓與端面處磨損加劇,致使擋邊與外滾道面積減少,一定程度上影響到產(chǎn)品的使用。為克服上述缺點(diǎn),在其交界處加工一個圓弧形砂輪越程槽,同時(shí)也起潤滑的作用,所以越程槽又稱作油溝,但槽的寬度與深度都得嚴(yán)格控制,如果加工的尺寸過小起不到砂輪越程槽的作用,過大將影響工件的強(qiáng)度及使用壽命。本產(chǎn)品由于自身尺寸決定其油溝尺寸不能過大,只能以保證產(chǎn)品性能為主,因此帶來磨削外滾道及擋邊時(shí)容易產(chǎn)生留邊現(xiàn)象,影響了產(chǎn)品質(zhì)量。從切削方式上看,車刀正向切削時(shí)(前刀面朝上),鐵屑容易粘在前刀面上,影響車刀的散熱,在一定程度上降低刀具壽命,再加上加工空間較為窄小致使切削時(shí)的鐵屑不容易排除,也影響到刀具壽命。從加工路線看,徑向工退、快退、軸向快退動作重復(fù),由于加工空間容不下兩把車刀同時(shí)切削,左車刀加工完后,退刀到原點(diǎn)后,需要刀架自動換位到右車刀才可加工。因此換刀也浪費(fèi)一定 時(shí)間。
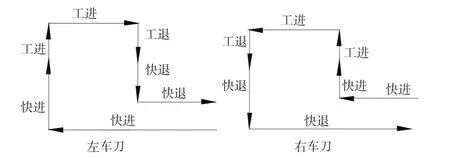
圖2 左、右車刀加工路線圖
2.2 磨加工方法及不足
磨削方法如圖3所示,砂輪及工件各自以一定的轉(zhuǎn)速同方向轉(zhuǎn)動,利用砂輪與工件的轉(zhuǎn)速差進(jìn)行磨削。磨削外滾道時(shí)因滾道尺寸較小,砂輪外徑受到限制,磨削時(shí)的線速度不能達(dá)到一定數(shù)值。如果一味地提高砂輪轉(zhuǎn)速,由于砂輪的外徑尺寸小帶來砂輪磨損加劇,使得砂輪磨削狀態(tài)不穩(wěn)定,由此帶來加工尺寸不穩(wěn)定,其次受產(chǎn)品結(jié)構(gòu)限制,左擋邊處是封閉狀態(tài),而右擋邊也是半封閉狀態(tài),內(nèi)部空降狹小,磨削區(qū)域的冷卻較為困難,工件的表面組織容易發(fā)生相變,即產(chǎn)生燒傷,嚴(yán)重時(shí)將產(chǎn)生裂紋。磨削擋邊難度更大,不但冷卻存在問題,而且砂輪外徑較小,所以外徑邊緣處磨損加劇,造成擋邊處產(chǎn)生留邊現(xiàn)象。
由于砂輪兩端面磨削兩擋邊時(shí)形成封閉的空間,冷卻水無法進(jìn)入,磨削時(shí)幾乎100%產(chǎn)生燒傷。
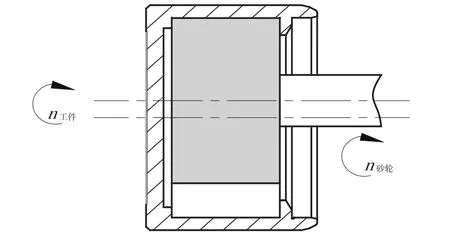
圖3 磨削外滾道及擋邊示意圖
3 改進(jìn)后外滾道加工方法
3.1 車加工方法
改進(jìn)后采用一把車刀進(jìn)行車削,切削示意圖如圖 4 所示。加工方法是車刀的左切削刃將左擋邊加工出來,前切削刃把滾道加工出來,右切削刃將右擋邊加工出來。切削中不用換刀,這樣加工出來的表面沒有接刀縫。工件的旋轉(zhuǎn)方向與原旋轉(zhuǎn)方向相反,車刀屬于反向切削,這樣有利于切屑被切離后,在重力的作用下迅速飛離刀面,有利于刀具的散熱,可提高刀具的壽命。由圖 5加工路線不難看出,其加工路線只是改進(jìn)前的一半。由于沒有接刀縫滾道表面也就沒有缺陷,較原方法可相應(yīng)地減少留量。

圖4 改進(jìn)后車外滾道及擋邊示意圖

圖5 改進(jìn)后車刀加工路線圖
3.2 磨加工擋邊改為硬車擋邊
針對擋邊磨削較為困難的問題,擋邊加工采取硬車的方法,滾道加工采取磨削的方法,解決了擋邊燒傷問題。硬車的加工方法與圖1加工擋邊略同,刀具結(jié)構(gòu)與加工方法與圖 1 所示略同,本文不再敘述。下面介紹一下刀具材料及切削參數(shù)的選擇,工件在熱處理后加工時(shí),由于硬度較高,需要較大的切削力必將產(chǎn)生較多的熱量,這些都會影響刀具的壽命。這就要求刀具有良好的耐磨性能和耐熱性。對于車削淬火工件,立方氮化硼有很高硬度和耐磨性及耐熱性,但立方氮化硼強(qiáng)度和韌性差、價(jià)格較高,一般適用于精加工,正好適用于擋邊硬車。本產(chǎn)品工件的表面粗糙度要求Ra1.0,應(yīng)用其它刀具材料難于達(dá)到要求。因此,選擇立方氮化硼作為硬車刀具材料。經(jīng)試驗(yàn)選擇切削參數(shù)如下:機(jī)床主軸轉(zhuǎn)數(shù)n=500r/min,走刀量f=0.05mm/r。車削后工件擋邊尺寸公差達(dá)到0.03mm,擋邊平行差達(dá)到0.01mm,符合工藝要求。
4 結(jié)束語
由于外滾道加工方法的改進(jìn),使?jié)L道磨削留量減少,而且擋邊也不用磨削而改為硬車的方法,這樣砂輪端面與擋邊就有了一定間隙,非常有利于磨削時(shí)冷卻液充分進(jìn)入磨削區(qū)域,大大降低了工件燒傷,磨削效率也有所提高,滿足了生產(chǎn)需求。
猜你喜歡
中老年保健(2021年9期)2021-08-24 03:52:04
河北畫報(bào)(2021年2期)2021-05-25 02:07:46
中學(xué)生數(shù)理化(高中版.高考理化)(2020年2期)2020-04-21 05:33:04
兒童繪本(2020年5期)2020-04-07 17:46:30
兒童故事畫報(bào)(2019年5期)2019-05-26 14:26:14
Coco薇(2016年2期)2016-03-22 02:42:52
山東青年(2016年1期)2016-02-28 14:25:23
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
