6RA70全數字直流調速裝置在板坯連鑄去毛刺機中的節能應用
2012-06-20 03:18:50仇禮娟
電氣傳動自動化 2012年1期
仇禮娟
(四川機電職業技術學院,四川攀枝花617000)
1 引言
1.1 背景介紹
某鋼鐵廠1350板坯連鑄機是我國第一臺自行設計、自行制造,僅引進少量關鍵設備和技術建設起來的現代化大型板坯連鑄機。鑄機為一機兩流,全弧形,四點矯直,冶金長度27.1m,年設計生產合格連鑄坯100萬噸。鑄機于1993年10月18日一次性熱負荷試車成功,投產后設備運行比較穩定,生產狀況良好。
根據當時的技術水平狀況,1350板坯連鑄機去毛刺機采用直流模擬調速系統,但隨著時間的推移,備件組織困難,電氣設備逐步老化,故障率增加,2009年采用6RA70全數字直流調速裝置,進行了全新升級改造。
1.2 機械系統構成
去毛刺機的機械部分主要包括以下裝置。齒輪座:主要用來支撐和換向毛刺輥,保證整機運行時的平穩和水平;升降裝置:主要是一個液壓驅動油缸,用于將毛刺輥上升至高位和下降至低位;去毛刺輥和錘刀:錘刀安裝于毛刺輥上,電機帶動毛刺輥上的錘刀快速旋轉,將鑄坯頭部、尾部火焰切割后遺留下的毛刺打掉。
1.3 去毛刺機工作原理
鑄坯頭部到達去毛刺減速位,切后Ⅰ組輥道、去毛刺輥道由高速轉為低速運行,同時,去毛刺機電機帶動毛刺輥正向高速旋轉,為去毛刺做好準備。當鑄坯頭部到達去毛刺位,在液壓油缸作用下,旋轉的毛刺輥上升至高位,并在高位保持3.5s,旋轉的錘刀將鑄坯頭部毛刺打掉;自動下降至低位,同時電機停止旋轉。當鑄坯尾部離開減速位時,去毛刺機電機帶動毛刺輥反向高速旋轉,重復上述動作,打掉鑄坯尾部毛刺。
2 直流調速和控制系統構成
2.1 直流調速系統
如圖1所示,去毛刺機驅動電機為直流電機,型號 Z315-1A (Pe=80kW、Uae=220V、Iae=400A,他勵,勵磁電流If=13.6A)。因此,升級改造選用SIMOREG DC Master 6RA70系列全數字直流調速裝置6RA7081-6GV62-0(額定電流400A)。
2.2 上位機控制系統
如圖2所示,去毛刺機去毛刺過程,電機邏輯運行動作控制信號來自上位機出坯PLC的電氣室DP遠程I/O。毛刺機的運行分手動和自動兩種方式,其操作臺和運行狀態顯示設置在板坯連鑄機切割操作室,通過DP網絡進行傳輸。手動方式適用于檢修調試,在生產過程中完全采用自動方式。
3 控制系統完成的功能
3.1 速度閉環反饋環節的處理
如圖1所示,去毛刺機直流調速系統采用測速機CSF形成速度反饋,在使用中存在以下問題:①測速機是10多年前的產品,廠家已不再生產,備件訂貨困難;②測速機老化嚴重,性能變差,同時通過電機內部齒輪連接,磨損很大,容易脫落。這諸多因素造成反饋環節質量很差,信號嚴重失真,電機運行波動大,機械出現嚴重的沖擊顫動,導致門形框架、齒輪座、錘刀頻繁損壞,去毛刺機維修成本大幅上升,并經常因事故停機檢修,嚴重影響鑄坯質量。因此,利用全數字直流調速裝置6RA7081-6GV62-0具有的電壓反饋功能,如圖3所示,參數P083=1(測速機反饋)改成P083=3(速度實際值信號由EMF實際值通道K0287提供)。從使用一年多時間的實踐證明,運行相當平穩,輸出直流電壓波動小于2%(采用測速機反饋輸出直流電壓波動大于10%),完全滿足工藝提出的調速要求,節約了大量的維修費用,提高作業率30%以上。
3.2 勵磁電流的優化控制
原設計去毛刺機電機的勵磁電流If以永久接入方式供電。由于勵磁電流If=13.6A很大,直流電機發熱嚴重,因此必須采用強迫風冷散熱(散熱風機型號:Y132S1-2 5.5kW)。在實際使用中,仔細觀察發現這樣一個規律:生產過程中兩塊鑄坯之間時間間隔大約為15分鐘(對應拉速V=1米/分),而對于一塊鑄坯而言,毛刺機真正需要旋轉去毛刺的時間約為1分鐘。這就是說,在大約(15-1)/15×100%≈93%的時間內給電機所施加的勵磁電流If=13.6A是無用處的。相反,造成電機勵磁繞組大量發熱而不得不額外增加強迫風冷散熱,消耗大量電能。本著優化的設計思路,在去毛刺機電機旋轉運行期間加入額定勵磁電流If=13.6A,在停止運行后延時一段時間(設計為6s)取消勵磁電流If。如圖2所示,出坯PLC遠程I/O的輸出模板輸出點Q8.6驅動繼電器10J,繼電器10J觸點開閉狀態決定全數字直流調速裝置6RA7081-6GV62-0的36#端子的狀態(0或者1),從而控制去毛刺機電機勵磁電流If=13.6A的接入與取消。具體過程是:當鑄坯頭部(尾部)到達(離開)去毛刺減速位時正轉(反轉)運行信號 Q8.0(8.1)=1,繼電器 10J斷開,則勵磁控制信號Q8.6=0,全數字直流調速裝置6RA7081-6GV62-0的端子36#=0,向電機接入額定勵磁電流If=13.6A;當正轉(反轉)運行信號 Q8.0(8.1)=0 時,延時 6s,勵磁控制信號 Q8.6=1,繼電器 10J閉合,端子36#=1,全數字直流調速裝置6RA7081-6GV62-0取消向電機接入勵磁電流,即If=0。
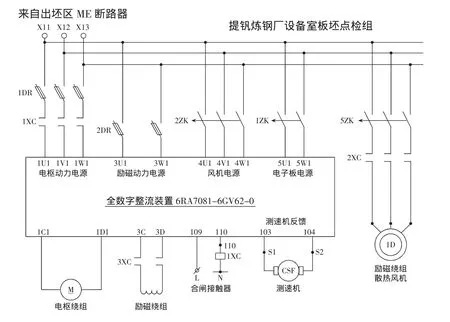
圖1 直流調速系統
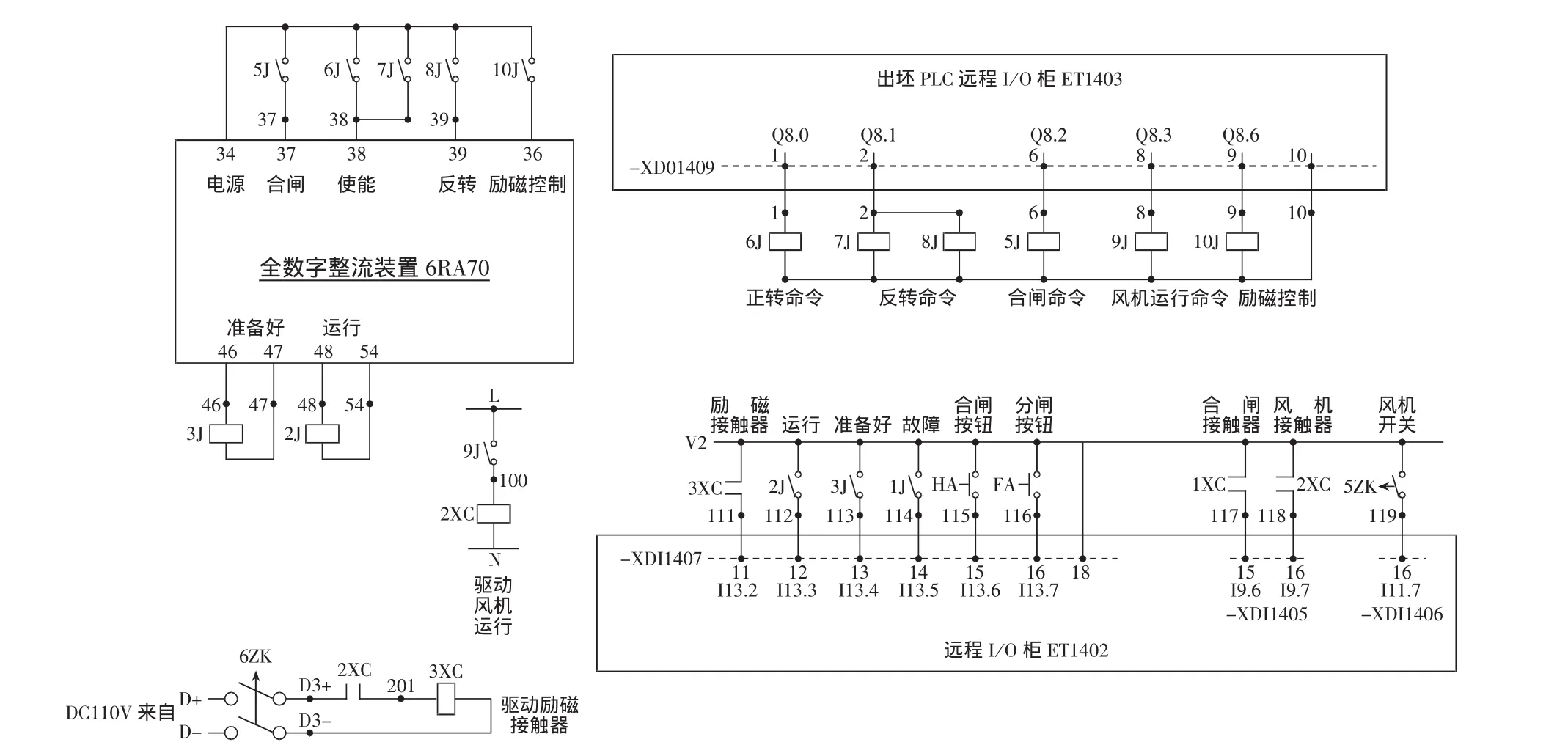
圖2 上位機控制系統

圖3 6RA7081-6GV62-0的速度閉環反饋電路
設計全數字直流調速裝置6RA7081-6GV62-0的勵磁運行控制參數:P257=0(停機勵磁設定值)、P692=10(選擇接入停機勵磁的源36#端子),如圖4所示。
在出坯PLC設計去毛刺機電機勵磁控制程序,控制停車勵磁輸出點Q8.6的狀態,如圖5所示。同時,在軟件和硬件上取消毛刺機電機的散熱風機。需要特別說明的是控制程序中的時間繼電器T25,主要是保護作用。當毛刺機直流調速系統合閘以后 Q8.6=0,勵磁電流 If=13.6A 立刻加入,如果較長時間未投入運行,勵磁電流If=13.6A始終滿磁加入,這將導致取消散熱風機后,毛刺機電機發熱燒壞。因此,時間繼電器T25檢測到合閘2分鐘后未出現運行信號 Q8.0 (8.1)=1,自動置位Q8.6=1,取消勵磁電流的接入。
4 節能效益分析
1350板坯連鑄機去毛刺機采用6RA70全數字直流調速裝置6RA7081-6GV62-0進行了全新升級改造,可靠性、經濟性大大提升,節能效果顯著。
4.1 電機勵磁節能
1350板坯連鑄機一年停機檢修時間:

去毛刺機僅僅在檢修(故障除外)時停電,則一年通電時間:

則勵磁電流優化控制后一年節約電能(R為電機勵磁繞組電阻):


圖4 6RA7081-6GV62-0的勵磁運行控制參數圖
4.2 取消散熱風機節約電能(P為散熱風機額定功率)

兩項綜合節能效益Q效益1(N=2,一機兩流;J=0.5 元 /KW·h)

4.3 備件和質量效益
減少風機消耗 4臺(0.6萬元/臺),由于更換一次散熱風機,毛刺機停運5h/次,一年平均更換4次,鑄坯不能去毛刺,造成質量異議損失100元/噸,則效益計算 Q效益2=(4 臺×0.6 萬元/臺+5h/次×4 次×60 分×1 米/分×2 噸/米×100 元 /噸)×2=52.8萬元
改造后一年總經濟效益:

5 結束語
從生產實踐分析得出,對于大量諸如上世紀建成的1350板坯連鑄機,很多調速系統仍然還在使用直流調速。從可靠性、經濟性分析,完全可以采用SIMOREG DC Master 6RA70系列全數字直流調速裝置進行升級改造,其負載屬于間斷工作情況,完全可以借鑒電壓反饋和勵磁控制方式,實現更加可靠的節能減排運行模式。
[1]SIMOREG DC Master 6RA70 系列全數字直流調速裝置使用說明書.
[2]STEP 7 V5.4 Help Contents.
[3]宋家成.直流調速系統應用與維修[M].北京:中國電力出版社,2008.
[4]陳伯時.電力拖動自動控制系統[M].北京:機械工業出版社,2005.
[5]史國生.交直流調速系統[M].北京:化學工業出版社,2011.
