一種基于DSP的PET瓶蓋缺陷檢測算法的設計
2012-07-02 01:15:35黃偉基謝云
自動化與信息工程 2012年5期
關鍵詞:檢測
黃偉基 謝云
(廣東工業大學自動化學院)
一種基于DSP的PET瓶蓋缺陷檢測算法的設計
黃偉基 謝云
(廣東工業大學自動化學院)
提出了一種基于DSP的PET瓶蓋缺陷檢測算法,能快速檢測瓶蓋內外圓邊緣是否有缺陷,密封圈內是否有污點。檢測算法主要包括圖像預處理、二值化、感興趣區域提取、瓶蓋的邊緣提取、缺陷檢測等。實驗證明:本算法每小時可檢測瓶蓋數36000個以上,可檢測出0.1 mm的缺陷。
嵌入式;瓶蓋圖像;DSP
0 引言
近年來,隨著我國塑料瓶吹塑生產工藝流程的技術提升以及瓶級塑料樹脂質量的提高,塑料瓶蓋及瓶身的生產量獲得了飛速地發展,生產總量已位于世界前列,但瓶蓋檢測技術發展緩慢。中國急需價格合理、性能可靠、適合我國國情的瓶蓋在線檢測系統。
瓶蓋的缺陷檢測主要是檢測外蓋(即瓶蓋的外圓邊緣),以及密封圈(即瓶蓋的內圓)是否有缺陷,成型是否飽滿,結構是否完整,有無明顯收縮,瓶內有無污點等。目前國內還沒有較為完善的瓶蓋檢測技術,主要靠人工檢測。但現在國內的瓶蓋生產速度可達每秒10個以上,人工檢測根本無法達到該速度。
針對這一狀況,本文提出了基于DSP的聚對苯二甲酸類(polyethylene terephthalate,PET)塑料瓶蓋缺陷在線檢測系統,并著重討論缺陷檢測的算法。
1 PET瓶蓋缺陷機器視覺檢測原理
1.1 機器視覺系統硬件組成
機器視覺系統主要由圖像采集、圖像處理、結果輸出三部分組成[1],檢測系統的硬件結構框圖如圖1所示。機器視覺的重要基礎和核心是圖像處理技術。圖像處理技術主要包括圖像預處理技術、感興趣區域提取、二值化分割技術等。圖像處理技術為后續的幾何特征提取和目標參數計算做了充分地準備,是整個機器視覺檢測系統不可缺少的部分。
1.2 缺陷檢測算法的功能及流程
PET瓶蓋缺陷主要是檢測瓶蓋內外圓邊緣是否有缺陷,瓶蓋內部密封圈內是否有污點。本算法先對圖像數據進行相應的預處理,并使圖像的缺陷特征明顯表現出來,然后采用缺陷識別算法對圖像的缺陷進行檢測。算法功能流程圖見圖2。

圖1 檢測系統的硬件結構框圖
2 PET瓶蓋缺陷檢測算法設計
DSP對圖像采集卡拍得的圖片進行分析,找出缺陷并通知剔除裝置剔除不合格產品。一幅圖片拍攝后,數據在DSP中進行如下處理。
2.1 中值濾波[2]
任何一幅未經處理的原始圖像,都存在著一定程度的噪聲干擾。噪聲惡化了圖像質量,使圖像模糊甚至淹沒特征,給圖像分析處理帶來困難。因此,對圖像的預處理,首先從濾波開始。
本算法采用3×3中值濾波,其基本思想是用像素點鄰域灰度值的中值代替該像素點的灰度值。由于不依賴于鄰域內那些與典型值差別很大的值,該方法在去除脈沖噪聲的同時又能保留圖像的邊緣細節。中值濾波器在處理連續圖像函數時與線性濾波器的工作方式類似,但是濾波過程卻不再是加權運算。
2.2 閾值分割[3]
把一幅灰度圖像轉換成二值圖像是閾值分割的最簡單形式。設原始圖像為f (x,y),首先以一定準則在f (x,y)中找出一個灰度值T作為閾值,將圖像分割為兩部分,即把大于該閾值像素點的灰度值置為0,小于或等于該閾值像素點的灰度值置為255,閾值運算后的圖像為二值圖像g (x,y),數學表達式如下:
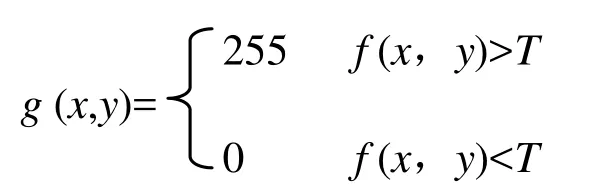

圖2 算法功能流程圖
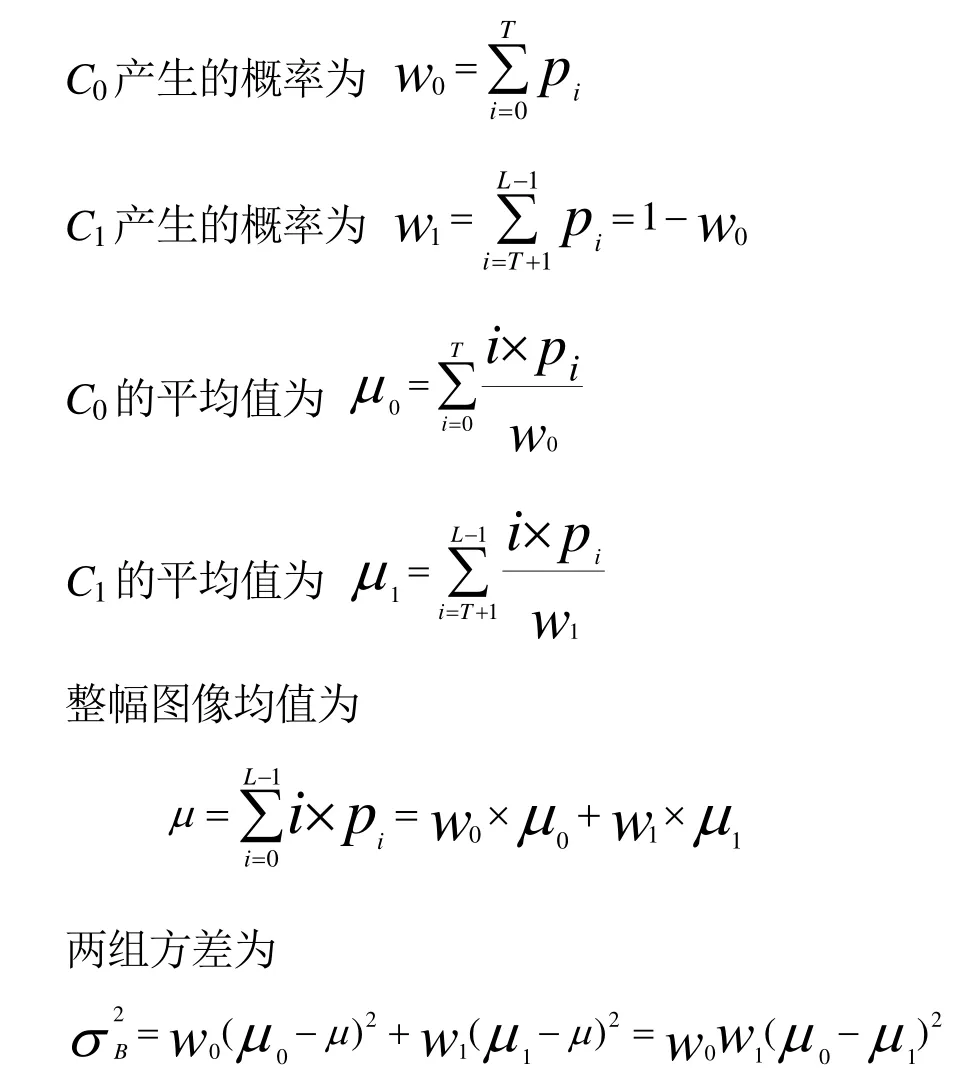
本算法實際使用了最大類間方差閾值分割,該方法簡單而快速。方法如下:把直方圖在某一閾值處分割成兩組,當被分成的兩組間方差最大時,確定閾值。圖像像素數為N,灰度范圍為[0,L-1],對應灰度級i的像素數為ni,則有:

把圖像中的像素按閾值T分成兩類C0和C1,C0由灰度值在[0,T]之間的像素組成,C1由灰度值在[T+I,L-1]之間的像素組成,各組產生的概率如下:
上述為最大類間方差閾值分割的數學表示過程。在以后的研究中,根據算法的運行速度還將考慮采用局部閾值最大類間方差閾值分割法,這樣的閾值分割將能提取更多的有效信息。圖3是經過閾值分割后的效果圖。
2.3 投影
求圓心是圓缺陷檢測的基礎。本算法運用簡單求圓心的方法:把閾值分割后的圖像分別投影到X和Y軸,然后各自求出投影長度的中心坐標,即是圓心坐標。若投影到X和Y坐標的陰影長度相差超過某個理論值,即可斷定該瓶蓋有缺陷,不用進行下一步算法。只有當投影到X和Y坐標上的陰影基本相等才繼續下一步處理。圖4為對X及Y軸進行投影后的結果圖,求得AB與DC中點即為圓心。

圖3 最大類間方差閾值分割后的效果圖
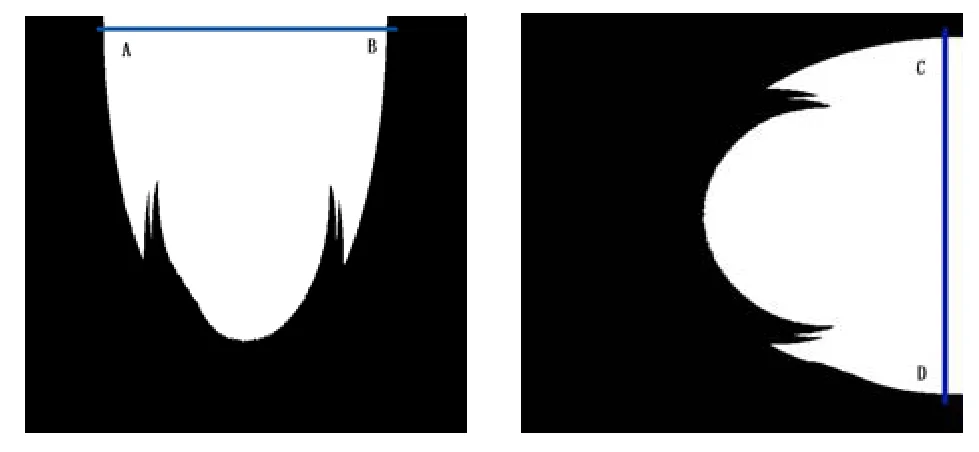
圖4 對X及Y軸投影后的效果圖
2.4 邊緣提取
求出圓心后再對閾值分割的圖像進行邊緣提取,本算法采用Soble算子。
步驟為:① 分別將2個方向模板沿著圖像從一個像素移動到另一個像素,并將像素的中心與圖像中的某個像素位置重合;② 將模板內的系數與圖像上相對應的像素值相乘;③ 將所有相乘的值相加;④將2個卷積的最大值賦給圖像中對應模板中心位置的像素,作為像素新的灰度值;⑤ 選取合適閾值T,若新像素灰度值大于或等于T,則判斷該像素點為圖像邊緣點。圖5為Soble算子的卷積模板。圖6為用Soble算法對瓶蓋進行邊緣提取的效果圖。

圖5 Soble算子的卷積模板
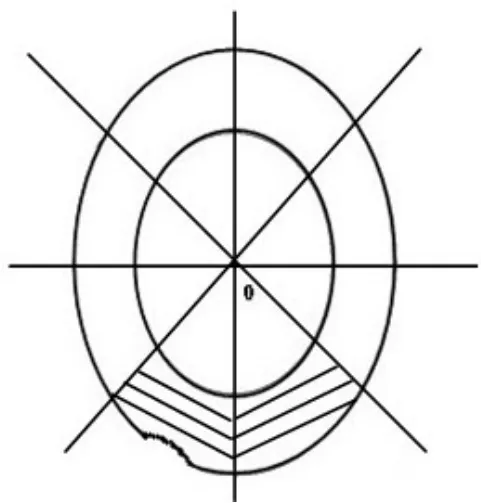
圖6 邊緣提取后的效果圖
2.5 缺陷檢測
內外圓缺陷檢測:求得圓心和進行邊緣提取后,即可通過檢測圓每個區域的面積是否大致相等來判斷是否有缺陷。如圖7所示,從圓心出發,將圓環分成若干等份,計算每個區域的面積。若相差不大,則沒有缺陷;若有明顯的差別,則說明該瓶口有缺陷,圖7所示為明顯有缺陷。
污點檢測:若某黑像素區域為多連通點,并且該區域到圓心的距離小于半徑,則斷定內蓋內有污點,如圖8所示。
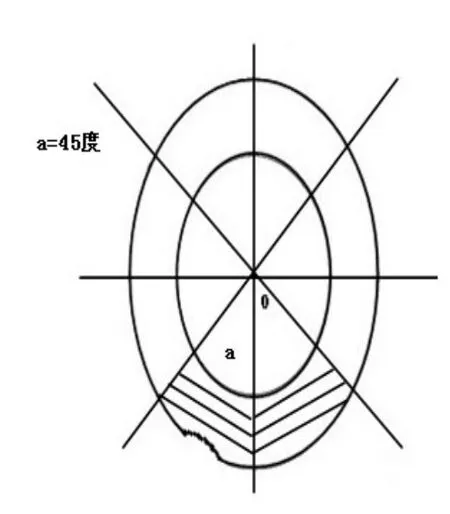
圖7 瓶蓋外圓檢測

圖8 密封圈內污點檢測
3 實驗及結果分析
經過試驗驗證,本算法每幀圖像處理時間小于80 ms;數據精度大于76像素/英寸;可檢測出0.1 mm的缺陷;系統處理瓶蓋速度每小時達36000個以上;準確率達98%,較好地滿足了生產線上的要求。
本算法目的是檢測瓶蓋內外圓邊緣是否有缺陷,瓶蓋密封圈內是否有污點。圖9和圖10分別列出了這兩種缺陷的情況。

圖9 檢測出瓶蓋邊緣有缺陷的效果圖

圖10 檢測出瓶蓋密封圈內有污點的效果圖
4 結論
本文提出一種基于DSP的瓶蓋缺陷檢測算法,該算法能快速識別內外圓邊緣缺陷和密封圈內污點,可用于生產線上;系統高效實用且安裝方便,所用到的軟硬件技術若加以改進后可適用于各種制造業的在線缺陷檢測,技術推廣前景廣泛。
[1] 康耐視.藥片顆粒的機器視覺檢測系統[J].自動化博覽,2010,(增1):85.
[2] Khanfir S, Jemni M. Reconfigurable hardware implementations for lifting-based DWT image processing algorithms[C] //IEEE The 2008 International Conference on Embedded Software and Systems, ICESS,2008.
[3] 王成群.基于機器視覺的音膜同心度測量系統系統的研究與設計[D].廣東:廣東工業大學,2008.
A PET Cap Detecting Algorithm Based on ARM and DSP
Huang Weiji Xie Yun
(Dept. of Automation, Guangdong University of Technology)
The paper describes a rapid algorithm to detect the deficiency of plastic bottle cap and the cap sealing ring if it is stained without touch. The algorithm includes image preprocessing, extraction of the interesting region and cap edge, defect detection and so on. The rationality and stability of the online inspection system are proved by theory and test. The algorithm can detect more than 36,000 caps per hour and 0.1mm defects.
Embedded; PET Cap Image; DSP
黃偉基,男,1987年生,廣東工業大學在校碩士研究生,專業為控制理論與控制工程,主要研究方向:機器視覺、嵌入式系統應用。E-Mail:346542854@qq.com。
謝云,女,1964年生,自動化學院副院長,教授,主要研究方向:機器視覺、IC設計、信息與通信技術。
猜你喜歡
中國設備工程(2022年12期)2022-07-11 04:33:00
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:36
中學生數理化·七年級數學人教版(2019年9期)2019-11-25 07:34:34
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:50
中學生數理化·七年級數學人教版(2019年12期)2019-05-21 02:53:48
