內外兩層、左右對稱四連管織物的設計與織造
2012-07-02 03:00:50劉海文姚桂芬張軍英
產業用紡織品 2012年12期
關鍵詞:設計
劉海文 姚桂芬 張軍英
(河北科技大學紡織服裝學院,石家莊,050018)
在日常生活中,經常會遇到不同物質或不同狀態的相同物質同時運輸的情況。為了使物質不互相滲入,應使其在不同通道中傳輸,這樣就帶來了研究多層管道的設想。在此思路下,本文進行了內外兩層、左右對稱四連管織物的設計與織造研究。
1 織造過程設計
1.1 織物結構設計
內外兩層、左右對稱的四連管立體織物的結構非常奇妙,既有內外套接的雙層管結構,又有左右對稱與雙層管主體連接到一起的兩個單層管道。在設計織造過程時,可借鑒橫截面立體織物的織造方法,采用壓扁—展開設計、織造[1],在小樣機上織造出上、下、左、右四個方向上排列并相互連接的五口織物。圖1所示為四連管織物的截面圖和實際壓扁圖。
1.2 織造方法設計
為簡便起見,基礎組織采用平紋。為了保證四根管之間相互連接,必須設計正確合理的投梭路徑圖[2],否則各根管之間會失去連接而使織造失敗。由壓扁圖可以看出,整個織物可分成三個區a1、a2和a3,且 a1區有 s1和 s2兩層,a2區有 s3、s4、s5和s6四層,a3區有s7和s8兩層。從投梭路徑圖(圖2)中可以看出:第1梭先織s1層和s3層,第2梭織s4層,第3梭織s3層和s8層,第4梭織s7層和s6層,第5梭織s5層和s8層,第6梭織s7層、s4層和s2層,第7梭織s1層和s5層,第8梭織s6層和s2層。這樣每一層引入兩次緯紗,完成基礎組織平紋的一次完全交織。上述設計思路可行與否可以通過經緯紗交織圖進行驗證[3],圖3為該立體織物的經緯紗交織圖。
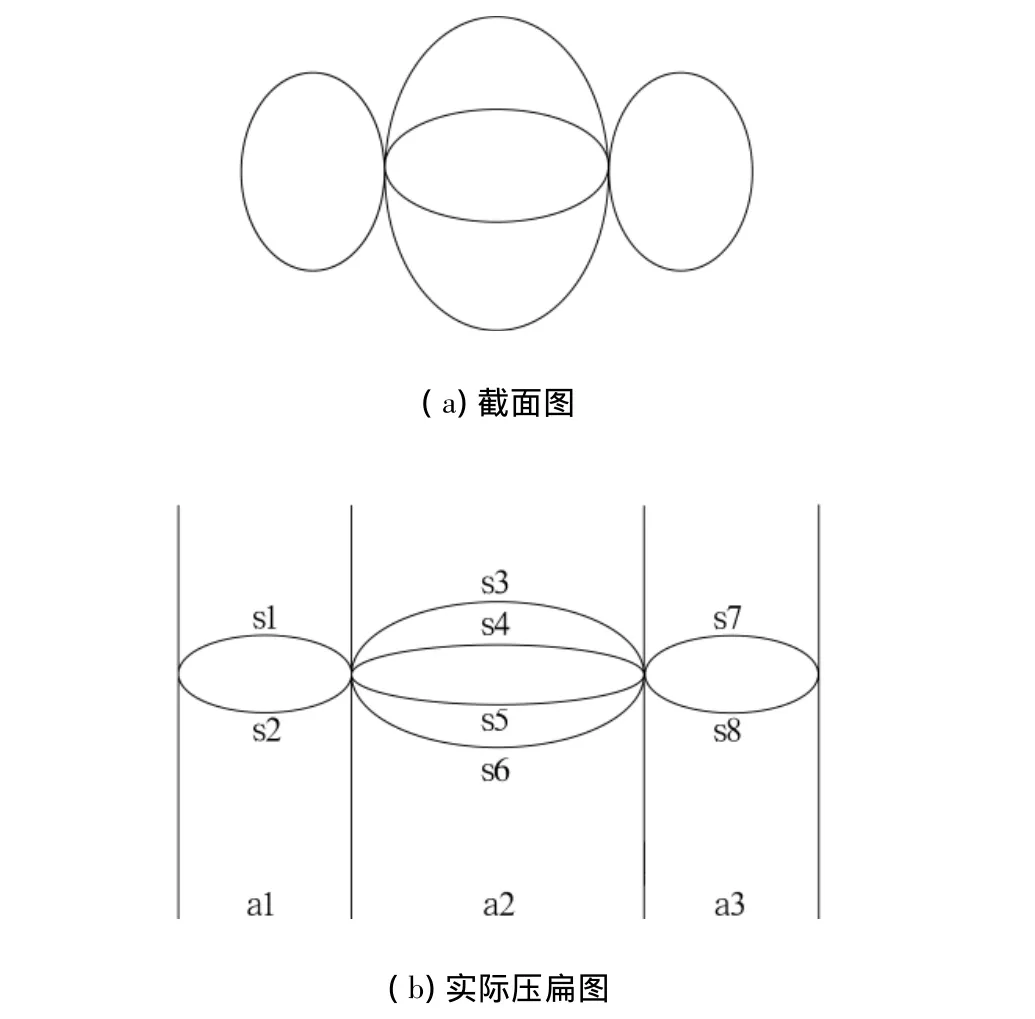
圖1 四連管織物的截面圖和實際壓扁圖
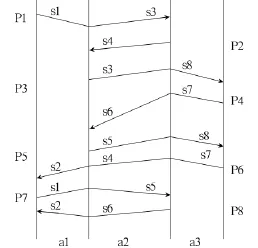
圖2 投梭路徑圖

圖3 經緯紗交織圖
1.3 上機圖的確定
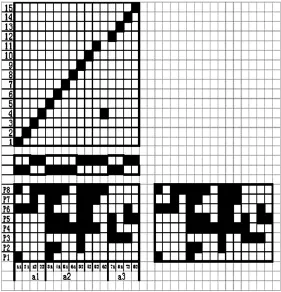
圖4 上機圖
通過既定的壓扁圖和投梭路徑圖確定四連管織物的上機圖[4],如圖 4 所示。其中 11、21、12、22、31、41、51、61、32、42、52、62、71、81、72、82 為經紗排列順序,其設計規律是每一區的幾層經紗都先安排第1根,再排第2根。其中的P1、P2……P8為投梭順序,從投梭路徑圖中可以看出,它們是首尾相連的;圖4中的1、2……15為綜框標號,因為采用了照圖穿,故省了一頁綜。從壓扁圖中可以看出,經紗在穿綜時需要分區穿[5],其中a1區中的第1、2、3、4頁綜中順序穿入10個循環即40根經紗,a2 區中的第 5、6、7、8、9、10、11、4 頁綜中也順序穿入10個循環共80根經紗,a3區中的第12、13、14、15頁綜依次穿入10個循環即40根經紗。在穿筘時,a1區中的經紗每筘2入,a2區中的經紗每筘4入,a3區中的經紗每筘2入,這樣可保證各區中圓管的經紗密度一致[6]。圖5為該立體織物的實物側視圖和正視圖。
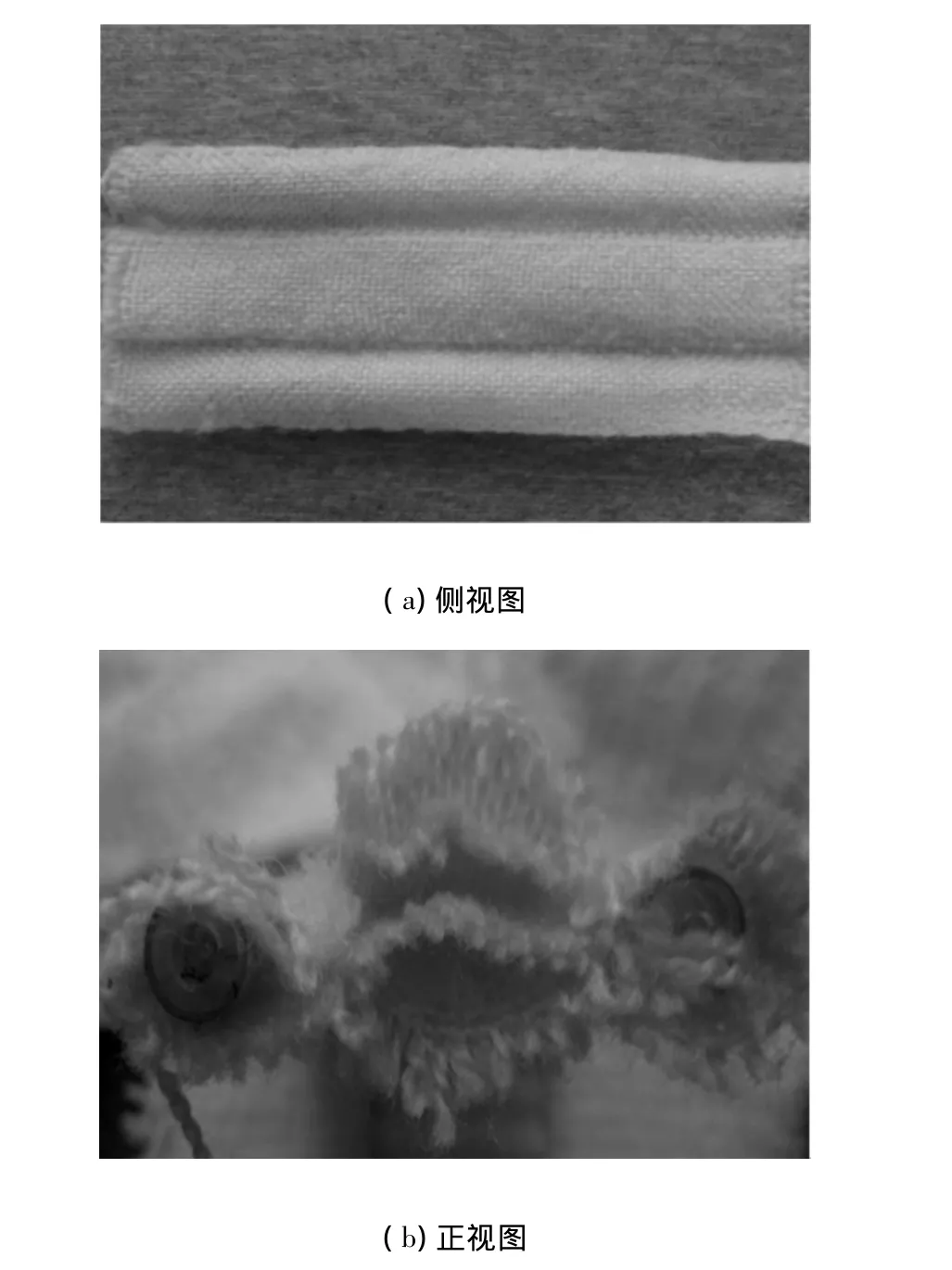
圖5 四連管織物
2 結語
內外兩層、左右對稱的四連管織物撐開的形狀表明,該織物可以作為五通管使用,也可以把中間兩層管復合成一體,作為三通管使用,即可同時傳輸五種或三種不同或相同的物質。如航空航天飛行器上有很多部位都要用到圓管輸送或連接物資,而使用本文所研制的多連管復合而成的材料,不僅可以滿足輸送物質的要求,還可減輕航天器的質量,從而減少能耗。
[1] 卜佳仙,崔建偉.三維多向結構預型件的織造加工技術[J].產業用紡織品,1999,17(10):19-21.
[2] 蔡陛霞.織物結構與設計[M].北京:紡織工業出版社,1987:127-128.
[3] 汪蔚.玻璃纖維三維機織物增強復合材料棒材的研制與其拉伸性能研究[J].產業用紡織品,2002,20(12):12-15.
[4] 王躍存,馬崇啟.三維環形織物及其自動織造[J].紡織學報,2002,23(4):294-295.
[5] 劉海文,耿立秋,劉廣平,等.3D多層圓管預制件的織制[J].毛紡科技,2005(7):46-48.
[6] 顧平.普通織機織三維機織物的試驗研究[J].紡織學報,2002,23(5):24-26.
猜你喜歡
河北畫報(2020年8期)2020-10-27 02:54:06
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
電子制作(2019年19期)2019-11-23 08:41:36
電子制作(2019年15期)2019-08-27 01:11:50
電子制作(2019年7期)2019-04-25 13:18:16
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
商周刊(2017年26期)2017-04-25 08:13:04