數(shù)控軸承內(nèi)外套圈自動(dòng)生產(chǎn)線的研制及其關(guān)鍵技術(shù)
2012-07-04 09:26:04朱烈鋒張新華
制造業(yè)自動(dòng)化 2012年10期
關(guān)鍵詞:檢測(cè)
朱烈鋒,張新華
ZHU Lie-feng, ZHANG Xin-hua
(紹興文理學(xué)院 工學(xué)院,紹興 312000)
0 引言
在機(jī)械切削加工行業(yè)中,軸承套圈車削加工自動(dòng)機(jī)床已為眾多軸承廠帶來了不少的效益,但在競(jìng)爭(zhēng)越來越激烈的今天,由于此類自動(dòng)機(jī)床的自動(dòng)化程度不夠高,造成生產(chǎn)效率低,合格率低,機(jī)床維護(hù)難等方面的問題,已經(jīng)不能滿足許多軸承生產(chǎn)廠家的要求。目前的機(jī)械切削加工軸承套圈行業(yè)中,主要存在以下問題:
1)生產(chǎn)效率低。基本上都采用儀表車進(jìn)行手動(dòng)車削、用氣動(dòng)半自動(dòng)儀表車車削及液壓半自動(dòng)車床車削,生產(chǎn)效率低、產(chǎn)品報(bào)廢率高,而國(guó)外基本上都采用全自動(dòng)切削加工方法,在相同的加工時(shí)間內(nèi)生產(chǎn)效率是國(guó)內(nèi)的1.5倍到2倍甚至更多。
2)產(chǎn)品質(zhì)量差。考慮到軸承套圈加工生產(chǎn)成本問題及國(guó)內(nèi)套圈的加工能力正在慢慢提高,國(guó)際上軸承套圈的生產(chǎn)基地正在向國(guó)內(nèi)轉(zhuǎn)移。現(xiàn)有的軸承生產(chǎn)廠家的設(shè)備因?yàn)殚_發(fā)晚,尚屬于勞動(dòng)密集型產(chǎn)業(yè),不但效率低,在車削生產(chǎn)過程中也容易造成產(chǎn)品質(zhì)量一致性差,已遠(yuǎn)遠(yuǎn)不能達(dá)到國(guó)際上對(duì)軸承生產(chǎn)中過程控制的要求。
3)安全性差。因設(shè)備本身存在技術(shù)缺陷,原有的設(shè)備不是直接在機(jī)器上手動(dòng)操作,就是幾個(gè)簡(jiǎn)單的動(dòng)作順序編程控制,容易對(duì)操作者造成工傷事故。
要解決上述問題,必須采用先進(jìn)的機(jī)床來替代對(duì)軸承內(nèi)外套圈的加工方法,把人從手動(dòng)操作中解放出來,把機(jī)床的不安全性消除掉,而現(xiàn)有的國(guó)際上先進(jìn)的軸承加工機(jī)床價(jià)格過高,并且因?yàn)檩S承的加工技術(shù)工藝在每個(gè)大型生產(chǎn)廠家屬于有一定的自主研發(fā)機(jī)密成分,基本上除了在發(fā)達(dá)國(guó)家間有買賣存在外,國(guó)內(nèi)無法購(gòu)得先進(jìn)的機(jī)床,在這種形勢(shì)下國(guó)內(nèi)廠家對(duì)全自動(dòng)軸承車削機(jī)床的需求正在日益加大。
1 系統(tǒng)組成
數(shù)控軸承內(nèi)外套圈自動(dòng)生產(chǎn)線由4 12臺(tái)DS-80軸承套圈數(shù)控車床、上料機(jī)構(gòu)、輸送機(jī)構(gòu)、下料機(jī)構(gòu)、在線檢測(cè)裝置和控制系統(tǒng)組成,系統(tǒng)結(jié)構(gòu)示意圖如圖1所示。
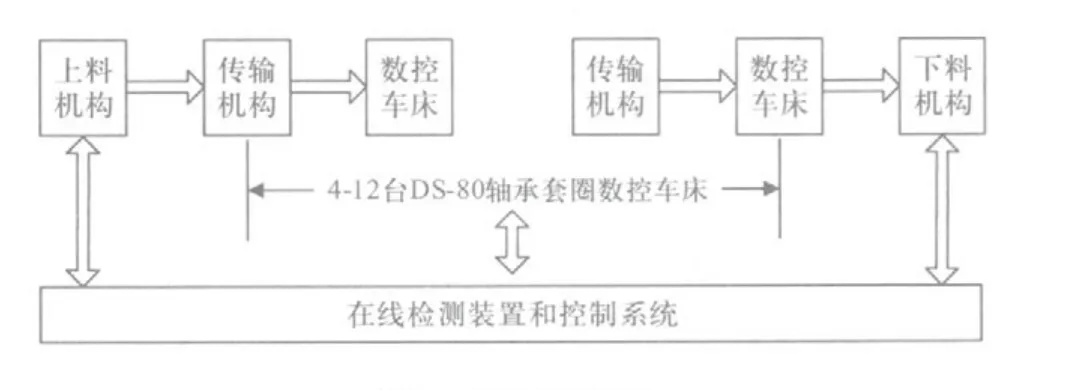
圖1 系統(tǒng)結(jié)構(gòu)圖
自動(dòng)生產(chǎn)線可根據(jù)用戶要求,靈活組成形式不同、長(zhǎng)短不一的全自動(dòng)或半自動(dòng)流水線。強(qiáng)大的控制中心和通訊方式,保證各主機(jī)間的協(xié)調(diào)運(yùn)轉(zhuǎn)。在自動(dòng)生產(chǎn)線中,DS-80軸承套圈自動(dòng)車床采用可編程控制器控制液壓、氣動(dòng)及先進(jìn)的電子原件,實(shí)現(xiàn)對(duì)軸承套圈的高效率、高精度自動(dòng)化車削;同時(shí)每臺(tái)單機(jī)的車削任務(wù)都不一樣,則動(dòng)作先后也就不一樣,并且所加工的軸承內(nèi)圈與軸承外圈的加工位置也不同,這就要求每臺(tái)單機(jī)都儲(chǔ)備設(shè)置各種動(dòng)作的模式[1]。
2 系統(tǒng)結(jié)構(gòu)
系統(tǒng)采用分層體系結(jié)構(gòu),可分為路徑規(guī)劃層、控制層、執(zhí)行層和本體層,其組成層次與關(guān)系如圖2所示:
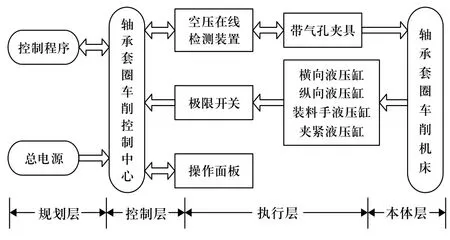
圖2 系統(tǒng)的組成層次與關(guān)系圖
2.1 系統(tǒng)層次結(jié)構(gòu)
規(guī)劃層:采用自行開發(fā)的控制程序,提供圖形編程界面,用戶只需通過拖拉圖邏輯組件,同時(shí)輸入必要的參數(shù),系統(tǒng)將把圖形自動(dòng)轉(zhuǎn)換成數(shù)控系統(tǒng)能接受的數(shù)據(jù)文件。
控制層:下位機(jī)采用可編程控制器OMRON CPM1A,它是整個(gè)系統(tǒng)的的控制中心。控制層通過應(yīng)用程序接口與上位機(jī)交換信息,調(diào)用上位機(jī)中各種變量和參數(shù),同時(shí)對(duì)整個(gè)系統(tǒng)進(jìn)行協(xié)調(diào)。
執(zhí)行層:包括各模塊的液壓缸、各部分限位開關(guān)、電磁閥系統(tǒng)以及操作面板。
本體層:該層為自行開發(fā)的軸承套圈車削機(jī)床,采用可變換夾具,實(shí)現(xiàn)軸承套圈的自動(dòng)化車削加工。上下位機(jī)之間通過RS-232串行通訊的方式實(shí)時(shí)交換數(shù)據(jù)。
2.2 系統(tǒng)組成結(jié)構(gòu)
系統(tǒng)采用模塊化設(shè)計(jì)思想,由七個(gè)模塊構(gòu)成,主要為:控制中心模塊;刀具控制模塊;運(yùn)動(dòng)控制模塊;圖編程模塊;通訊模塊;文件管理模塊;參數(shù)配置模塊。其中,刀具控制模塊、圖編程模塊、文件管理模塊歸屬于規(guī)劃層;控制中心模塊、通訊模塊歸屬于控制層;參數(shù)配置模塊、運(yùn)動(dòng)控制模塊歸屬于執(zhí)行層。
3 生產(chǎn)線的關(guān)鍵技術(shù)
3.1 自動(dòng)在線檢測(cè)裝置
生產(chǎn)線安裝了氣壓自動(dòng)在線檢測(cè)裝置,利用PLC進(jìn)行控制,實(shí)現(xiàn)了對(duì)工件裝夾位置在加工過程中出現(xiàn)的異常進(jìn)行及時(shí)報(bào)警、停機(jī)和自動(dòng)復(fù)位,提高軸承加工質(zhì)量,減少了工人勞動(dòng)強(qiáng)度。氣動(dòng)檢測(cè)原理示意圖如圖3所示。

圖3 氣動(dòng)檢測(cè)原理示意圖
鐵屑、灰塵或某種原因而導(dǎo)致夾裝位置不良引起的產(chǎn)品報(bào)廢占極大比例,致使出次率升高、嚴(yán)重浪費(fèi)材料,給用戶造成損失。而在裝夾工件的夾頭上安裝真空壓力自動(dòng)在線檢測(cè)裝置,此裝置能對(duì)在加工過程中的工件裝夾進(jìn)行在線自動(dòng)檢測(cè),若工件車削時(shí)有打滑,或夾裝不正確等現(xiàn)象,檢測(cè)裝置就會(huì)將信息反饋給系統(tǒng),系統(tǒng)就會(huì)顯示異常,同時(shí)立即自動(dòng)停止對(duì)工件的車削等,等工件正確裝夾后,系統(tǒng)又可以再次起動(dòng)。這樣就能顯著降低出次率,減少因此造成的損失。
在生產(chǎn)前標(biāo)準(zhǔn)件被放入帶氣孔夾具內(nèi),氣壓檢測(cè)裝置獲得一個(gè)正常氣壓值,并把這個(gè)壓力信號(hào)傳輸?shù)絇LC編程控制器,此時(shí)編程控制器存儲(chǔ)這個(gè)壓力值,在生產(chǎn)中,一旦發(fā)生套圈材料沒有夾裝到位,此時(shí)帶氣孔夾具和材料間勢(shì)必存在間隙,造成有氣壓從間隙中流失,氣壓檢測(cè)裝置得到的氣壓就會(huì)和設(shè)定時(shí)的不一樣,而這個(gè)壓力信號(hào)傳輸?shù)絇LC編程控制器后,編程控制器與正常值比較即可判斷為異常信號(hào),編程控制器立即對(duì)機(jī)器進(jìn)行停止加工處理。同理,在軸承車削過程中,如發(fā)生工件打滑等現(xiàn)象,壓力信號(hào)也會(huì)將信號(hào)傳輸?shù)絇LC編程控制器,控制器會(huì)發(fā)出信號(hào)停止產(chǎn)品的繼續(xù)生產(chǎn)[2]。
氣體由氣壓自動(dòng)在線檢測(cè)裝置的進(jìn)氣口進(jìn)入后,通過各氣流通道到達(dá)中空制動(dòng)器尾部的漏氣檢測(cè)點(diǎn)(注:中空制動(dòng)器尾部端面上隨圓周均布有三個(gè)小孔),若工件裝夾正確,其將漏氣檢測(cè)點(diǎn)堵塞,氣體就無法從漏氣檢測(cè)點(diǎn)漏出,氣壓就正常,運(yùn)轉(zhuǎn)也就正常。若工件裝夾歪斜,其漏氣檢測(cè)點(diǎn)就漏氣,其工作氣壓就低,此時(shí)系統(tǒng)會(huì)顯示異常,并迅速停止運(yùn)轉(zhuǎn)。其氣流路徑為:前端蓋進(jìn)氣孔→軸襯→主軸→連接盤→中空連接盤→中空制動(dòng)器。
3.2 工作臺(tái)定位設(shè)計(jì)
機(jī)床在高速運(yùn)行情況下,其工作臺(tái)通過采用拉桿、極限開關(guān)和機(jī)械式流量調(diào)節(jié)閥技術(shù),實(shí)現(xiàn)了高精度前后工作定位,提高了機(jī)床的安全性。
為了獲得較高的加工效率,機(jī)床通常在較快的運(yùn)行速度下工作,此時(shí)由于工作臺(tái)的前后高速運(yùn)動(dòng),會(huì)對(duì)限位裝置產(chǎn)生一定程度的碰撞,從而使前后工作定位的精度較差。本生產(chǎn)線機(jī)床在工作臺(tái)上附加了一個(gè)拉桿,拉桿的左側(cè)有連接裝置和機(jī)械式流量調(diào)節(jié)閥相接觸,右側(cè)有連接裝置和極限開關(guān)相接觸,在原始狀態(tài)下流量調(diào)節(jié)閥和極限開關(guān)是和拉桿不接觸的(如圖5所示)。
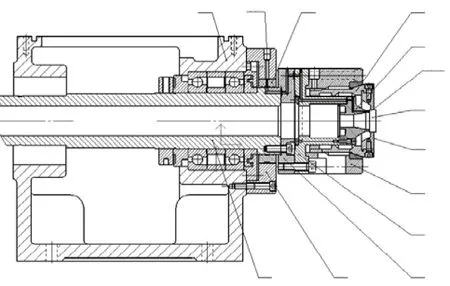
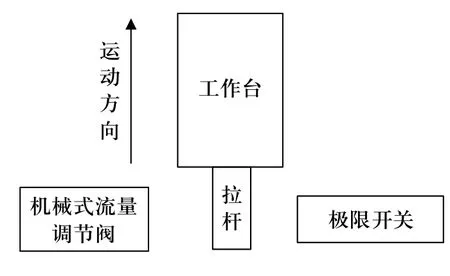
圖5 前后工作定位圖
在生產(chǎn)過程中,工作臺(tái)在液壓的驅(qū)動(dòng)下快速向被加工材料靠近,當(dāng)?shù)毒呖炫龅讲牧蠒r(shí),此時(shí)機(jī)械式流量調(diào)節(jié)閥和拉桿接觸(這個(gè)位置在調(diào)整時(shí)已經(jīng)調(diào)整好)工作臺(tái)的液壓被調(diào)節(jié)閥關(guān)小,速度減慢,工作臺(tái)向前的沖擊力也相應(yīng)減小,在工作臺(tái)行程到達(dá)時(shí)觸及碰頭,同時(shí)極限開關(guān)也和拉桿接觸(碰頭與極限開關(guān)同時(shí)觸及是事先調(diào)整好的),極限開關(guān)在得到信號(hào)后將信號(hào)發(fā)送給PLC編程控制器,機(jī)器完成前進(jìn)動(dòng)作后返回,因本機(jī)器在前進(jìn)的時(shí)候?qū)α髁窟M(jìn)行了控制,同時(shí)在前進(jìn)的最前端用極限開關(guān)和碰頭來準(zhǔn)確有效的保證前進(jìn)位置一致性,所以能有效減少工作臺(tái)對(duì)限位裝置的碰撞,保證其每次前后工作定位的精度,從而大大提高了加工尺寸的精度。
而在國(guó)內(nèi),車床通常使用接近開關(guān),它是一種非接觸式的位置開關(guān),一般檢測(cè)物體為非磁性金屬,并且其根據(jù)檢測(cè)物體材料的不同,檢測(cè)距離有著顯著的差別,因此容易受到干擾,精度較差,同時(shí)對(duì)接觸到的人體部位不能檢測(cè),導(dǎo)致安全性差。
本生產(chǎn)線車床對(duì)所有限位開關(guān)使用極限開關(guān),因限位開關(guān)屬于微動(dòng)開關(guān)的種類,一旦碰到后就會(huì)得到信號(hào),此時(shí)機(jī)床就會(huì)在信號(hào)得到后停止加工周期的進(jìn)行。
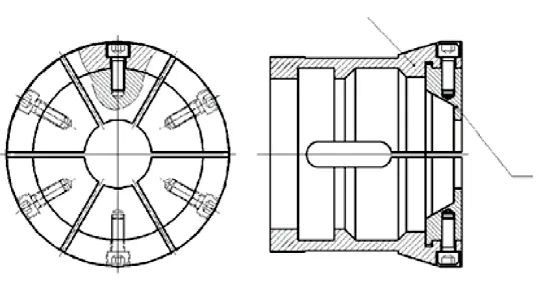
1. 彈性套筒;2. 夾爪圖6 可換式夾具
3.3 可換式夾具技術(shù)
采用可換式夾具技術(shù),夾具拆卸方便,提高了設(shè)備使用壽命,也使的加工品種更加多樣。
普通車床夾具的夾頭都是用整體式的,夾頭經(jīng)過一段時(shí)間的使用后,由于磨損使內(nèi)孔相對(duì)變大而不能夠再使用,壽命比較短,更重要的是如果車床加工的產(chǎn)品規(guī)格改變,用戶就必須對(duì)夾頭進(jìn)行整體更換(整體式夾頭制造工藝復(fù)雜,價(jià)格偏高),這樣就大大升高了拆卸成本,而且對(duì)夾頭進(jìn)行更換時(shí)關(guān)聯(lián)的零件較多,耗時(shí)較多,并且拆裝非常不方便。本生產(chǎn)線產(chǎn)品采用如圖6所示的是可換式夾頭,夾頭里面再裝上夾爪,此夾爪是可以更換的,拆裝非常方便,只需十幾分鐘,就可以更換一付夾爪,而且成本較低,其價(jià)格是原來的五分之一還不到,為用戶不僅節(jié)約成本而且節(jié)省時(shí)省力。
此外,傳統(tǒng)國(guó)產(chǎn)自動(dòng)切削車床的主軸和工作臺(tái)的位置通常都是固定不能變換的,加工的品種和規(guī)格都很單一,用戶要想改變切削方式也不可能。數(shù)控軸承內(nèi)外套圈自動(dòng)生產(chǎn)線的工作臺(tái)位置可根據(jù)用戶需要靈活安排,以適應(yīng)各檔規(guī)格的加工要求和各種方式的車削要求。
4 結(jié)論
數(shù)控軸承內(nèi)外套圈自動(dòng)生產(chǎn)線基于計(jì)算機(jī)、網(wǎng)絡(luò)、制造技術(shù)的新的機(jī)械設(shè)計(jì)理念和方法,將上料、輸送、檢測(cè)、定位、加工、下料等機(jī)構(gòu)有機(jī)集成,組成了高效的自動(dòng)加工設(shè)備[3],在生產(chǎn)線上可一次完成所有車削加工,具有切削精度和生產(chǎn)效率高、產(chǎn)品廢品率低、便于調(diào)整和維修等特點(diǎn)。
[1] 黃建龍, 黃志剛, 龔俊.軸承外圈幾何參數(shù)的自動(dòng)檢測(cè)與分選系統(tǒng)[J]. 甘肅工業(yè)大學(xué)學(xué)報(bào), 2002, 9: 52-55.
[2] 曾誼暉, 謝金水, 劉忠. 小型軸承套圈溝槽自動(dòng)車床的研制[J]. 機(jī)床與液壓, 2003, 4: 169-170.
[3] 劉敏, 曲健. 圓錐軸承套圉車削自動(dòng)線的研制[J]. 現(xiàn)代制造工程, 2005, 4: 112-113.
猜你喜歡
中國(guó)設(shè)備工程(2022年12期)2022-07-11 04:33:00
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:36
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年9期)2019-11-25 07:34:34
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:50
中學(xué)生數(shù)理化·七年級(jí)數(shù)學(xué)人教版(2019年12期)2019-05-21 02:53:48
