數控車宏程序編程模板的設計及應用
2012-07-06 08:11:24馬莉
科技傳播 2012年7期
關鍵詞:數控車床
馬 莉
義馬煤炭高級技工學校,河南義馬 472300
義馬煤炭高級技工學校數控車床主要為FANUC oi mateTC系統,本文將數控車中的宏程序編程制作成標準模板,使學生能快速的學會宏程序,現通過兩個實例進行探討。
1 設計模板
分析圖紙,根據方程和坐標系的偏移及正負號的判斷,設計宏程序的編程模板。
1.1 選定函數的宏表達式
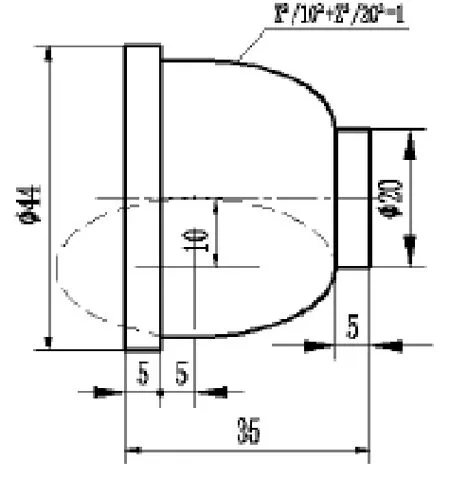
圖1
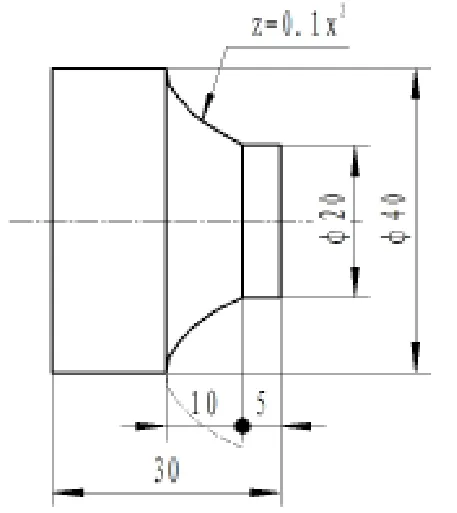
圖2
如圖 2, Z = 0.1X2,設X為自變量#1,Z為變量#2,即得宏表達式 :#2 =0.1*[#1]*[#1]。
1.2 確定自變量的起點和終點坐標
如圖1,所車橢圓線段的Z坐標為#2,起點為Z1=25,終點為Z2=0。
如圖2,所車拋物線段的X坐標為#1,起點為X1=10,終點為X2=0。
1.3 確定公式曲線坐標系原點相對編程原點的偏移量
如圖1,橢圓線段原點相對于編程原點的X軸偏移量ΔX=10,Z軸偏移量△Z=-25;
如圖2,拋物線段原點相對于編程原點的X軸偏移量ΔX=20,Z軸偏移量△Z=-15;
1.4 宏編程模板
下面給出分別以Z為自變量和以X為自變量,曲線段的精加工程序宏指令編程模板如下:
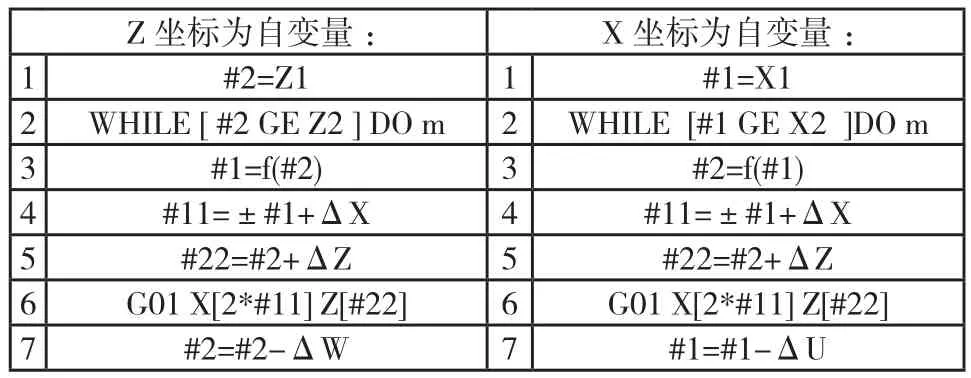
Z坐標為自變量: X坐標為自變量:1#2=Z1 1 #1=X12 WHILE [ #2 GE Z2 ]DO m 2 WHILE [#1 GE X2 ]DO m 3#1=f(#2) 3 #2=f(#1)4 #11=±#1+ΔX 4 #11=±#1+ΔX 5 #22=#2+ΔZ 5 #22=#2+ΔZ 6 G01 X[2*#11]Z[#22]6 G01 X[2*#11]Z[#22]7 #2=#2-ΔW 7 #1=#1-ΔU

END m 8 END m 8
說明:
1)#11為工件坐標系下的X坐標值:#22為件坐標系下的Z坐標值;
2)宏變量#1的正負號可以根據加工部分線段的形態來確定。如果所用線段處于X正方向則為正號,如圖1。如果所用線段處于X負方向則為負號,如圖2。
2 宏程序編程模板的具體應用實例
運用線宏程序模板,結合粗加工循環指令,可以快速準確進行零件的編程加工。設毛坯為直徑45mm的棒料,下面列表說明兩個圖形的參考程序。
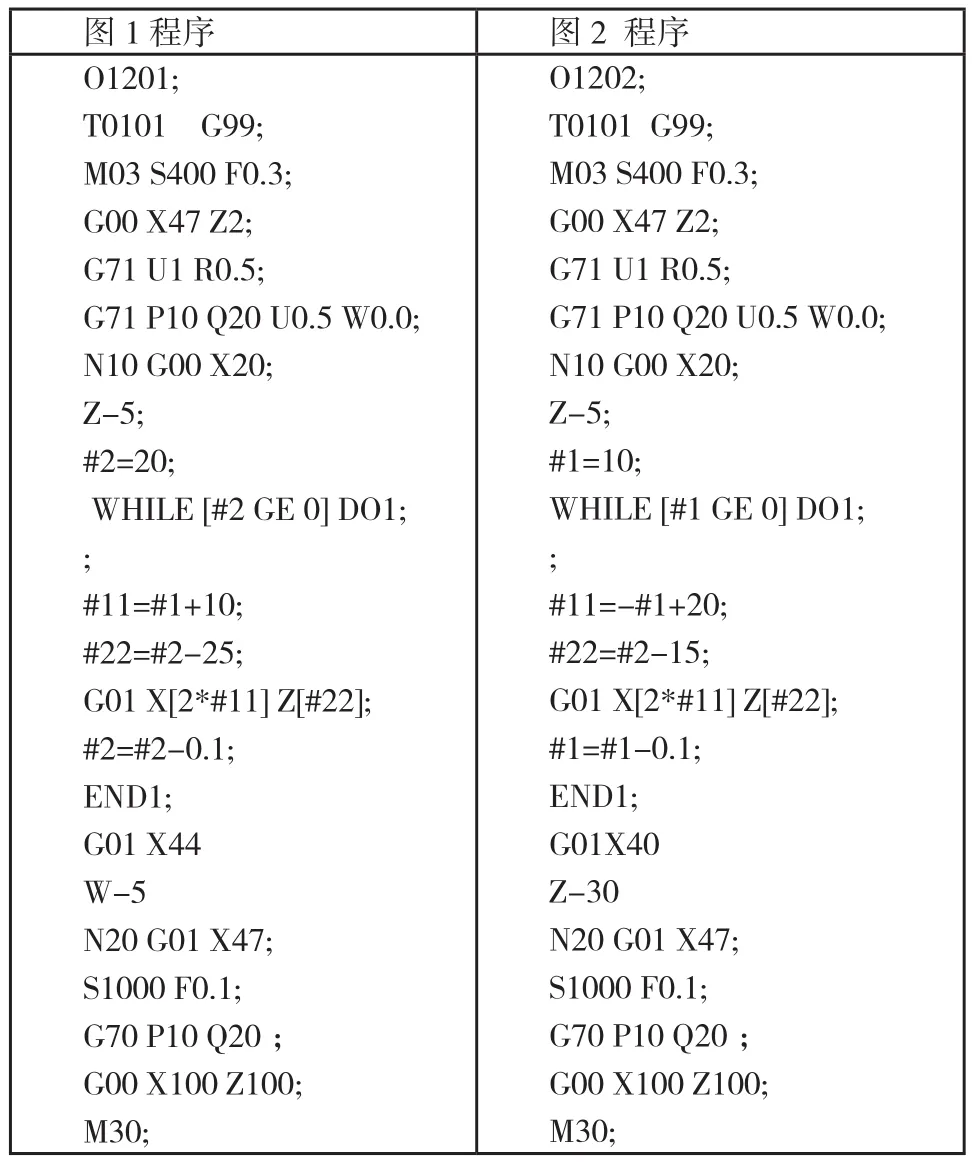
在數控實操比賽中,如果參賽直接套用該模板,就能正確、快速地完成宏程序的編制,為大賽贏得寶貴時間,取得優異成績。
[1]盛利強.數控車非圓曲線輪廓的加工——宏程序編程思路[J].機械研究與應用,2009(3).
[2]徐國勝,王健,譚斌.宏編程技術在數控車床上的應用[J].天津工程師范學院學報,2005(4).
猜你喜歡
裝備制造技術(2020年4期)2020-12-25 05:26:22
制造技術與機床(2019年12期)2020-01-06 03:17:48
制造技術與機床(2017年6期)2018-01-19 02:41:24
制造技術與機床(2017年4期)2017-06-22 11:18:05
制造技術與機床(2017年2期)2017-05-04 04:17:34
現代工業經濟和信息化(2016年12期)2016-05-17 05:37:48
制造技術與機床(2015年10期)2015-04-09 07:06:08
制造技術與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
組合機床與自動化加工技術(2014年9期)2014-03-01 02:21:42